
一种硬质合金刀具自动连续钎焊装置及其钎焊方法.pdf

努力****妙风

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种硬质合金刀具自动连续钎焊装置及其钎焊方法.pdf
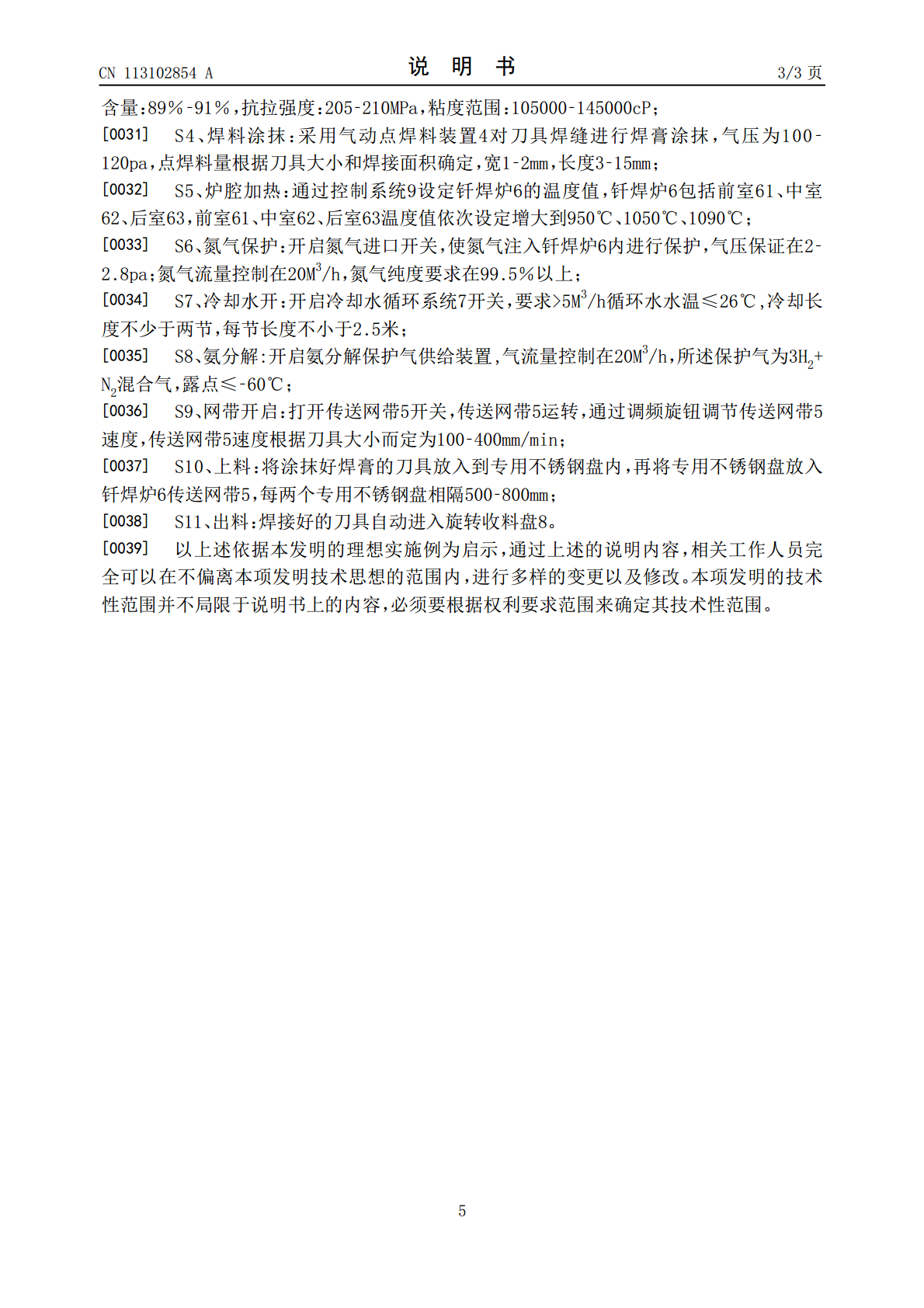
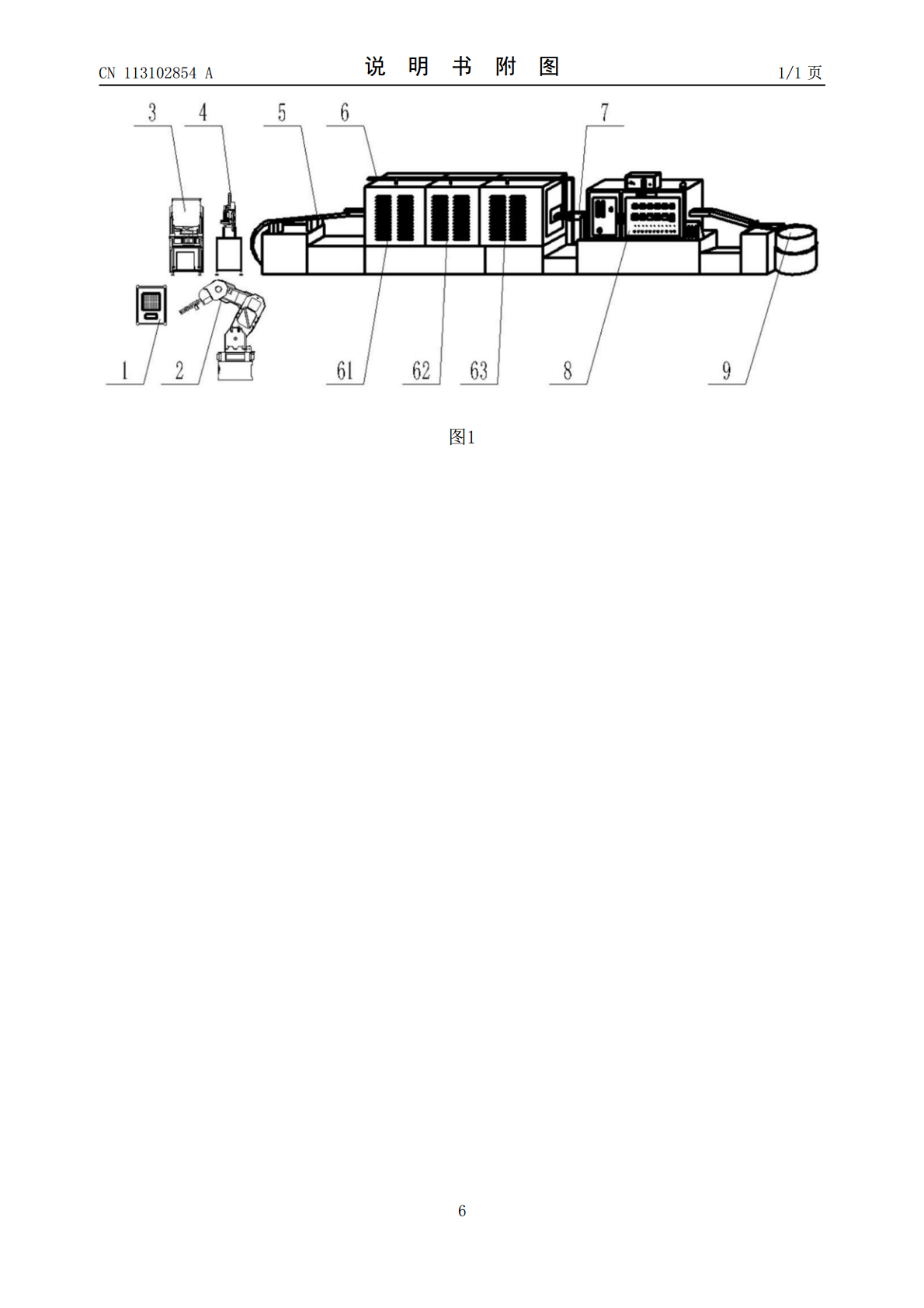
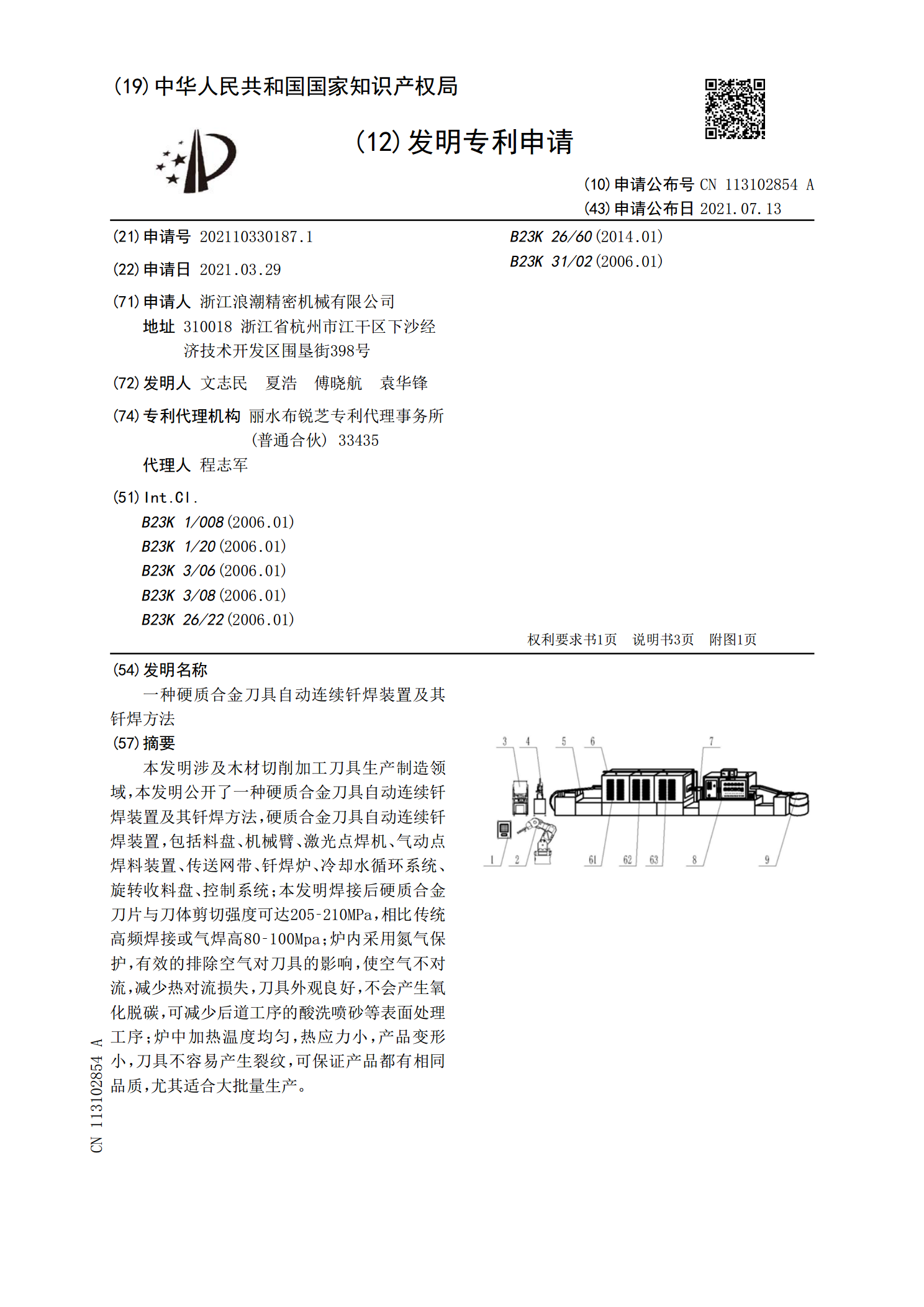
本发明涉及木材切削加工刀具生产制造领域,本发明公开了一种硬质合金刀具自动连续钎焊装置及其钎焊方法,硬质合金刀具自动连续钎焊装置,包括料盘、机械臂、激光点焊机、气动点焊料装置、传送网带、钎焊炉、冷却水循环系统、旋转收料盘、控制系统;本发明焊接后硬质合金刀片与刀体剪切强度可达205‑210MPa,相比传统高频焊接或气焊高80‑100Mpa;炉内采用氮气保护,有效的排除空气对刀具的影响,使空气不对流,减少热对流损失,刀具外观良好,不会产生氧化脱碳,可减少后道工序的酸洗喷砂等表面处理工序;炉中加热温度均匀,热应力
铝部件的钎焊方法及其使用的钎焊装置.pdf
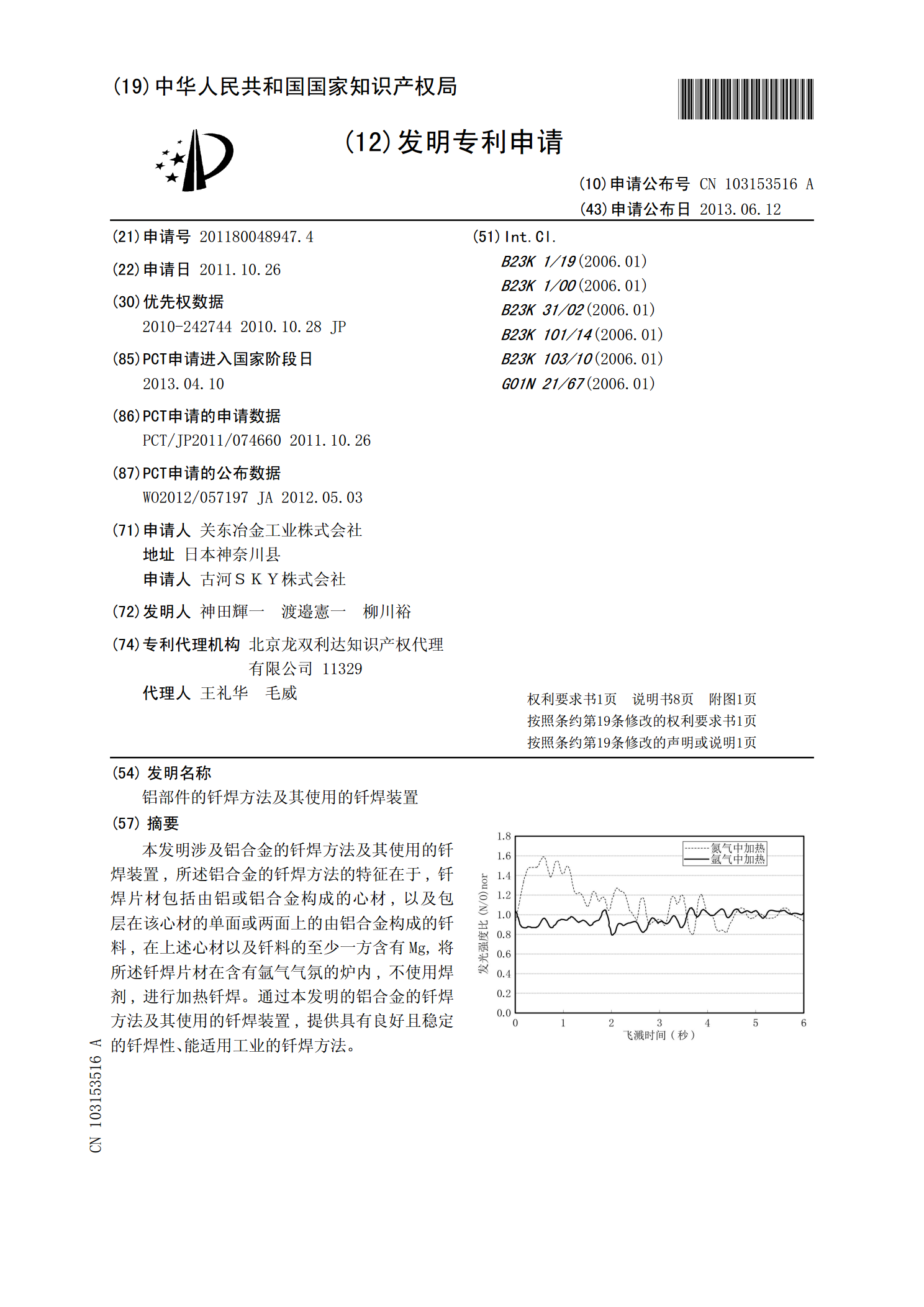
本发明涉及铝合金的钎焊方法及其使用的钎焊装置,所述铝合金的钎焊方法的特征在于,钎焊片材包括由铝或铝合金构成的心材,以及包层在该心材的单面或两面上的由铝合金构成的钎料,在上述心材以及钎料的至少一方含有Mg,将所述钎焊片材在含有氩气气氛的炉内,不使用焊剂,进行加热钎焊。通过本发明的铝合金的钎焊方法及其使用的钎焊装置,提供具有良好且稳定的钎焊性、能适用工业的钎焊方法。

一种可控连续钎焊装置.pdf
一种可控连续钎焊装置,其中圆弧形的发卡式感应器1安装在中频变压器2上,其位置在水平大圆盘3外边沿的正上方,传动轴6为涡轮蜗杆减速机构5转动输出轴,传动轴6连接水平大圆盘3中心,水平大圆盘3所在的平面垂直于传动轴6的轴线,滑差电机9的滑差轴10上安装有线圈11,滑差轴10驱动第一皮带轮8a转动,第一皮带轮8a通过皮带7、第二皮带轮8b驱动涡轮蜗杆减速机构5,涡轮蜗杆减速机构的传动轴6驱动水平大圆盘3转动,滑差轴10上的线圈11与调压器12相连。

一种钎焊配套装置及钎焊方法.pdf
本发明提供了一种钎焊配套装置及钎焊方法;所述配套装置包括钎焊笔和保温底座,钎焊笔包括钎料腔体、活塞、针头、加热层、保温层。所述方法包括将钎料置于钎焊笔的钎料腔体中,加热保持熔融态,通过活塞的推动使钎料通过针头流至被焊部位,实现焊接。本发明无需将钎料预先加工,无返料,且无氧化渣生成,大大降低了钎料的生产成本,焊接过程无飞溅、无烟雾,焊后残留少、可靠性高。所述钎焊笔可以手持,用于手工焊接,也可以固定在焊台上,通过程序设置实现自动化焊接,且可根据焊接部位的精密度,选择匹配内径的针头,使用灵活、方便。
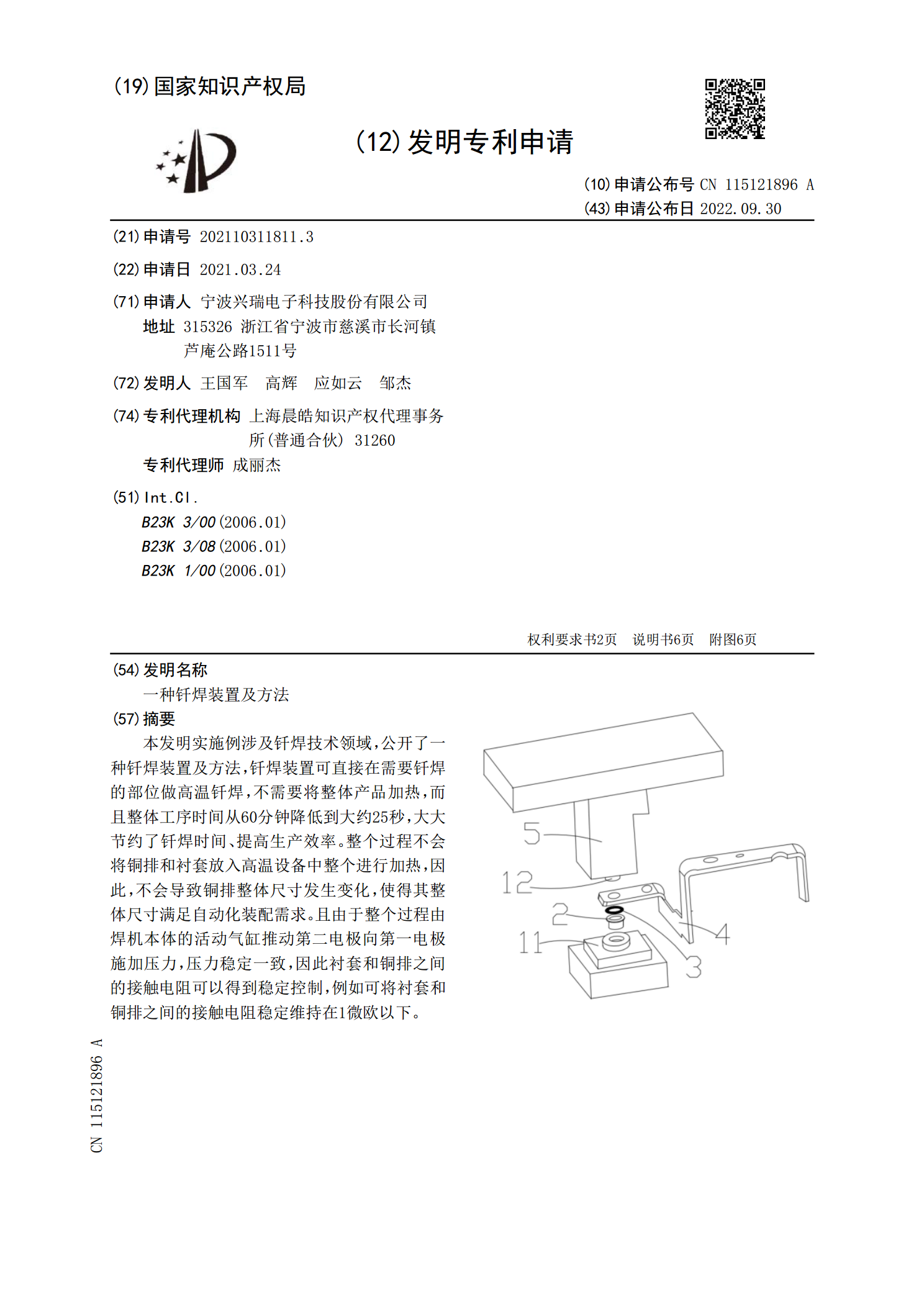
一种钎焊装置及方法.pdf
本发明实施例涉及钎焊技术领域,公开了一种钎焊装置及方法,钎焊装置可直接在需要钎焊的部位做高温钎焊,不需要将整体产品加热,而且整体工序时间从60分钟降低到大约25秒,大大节约了钎焊时间、提高生产效率。整个过程不会将铜排和衬套放入高温设备中整个进行加热,因此,不会导致铜排整体尺寸发生变化,使得其整体尺寸满足自动化装配需求。且由于整个过程由焊机本体的活动气缸推动第二电极向第一电极施加压力,压力稳定一致,因此衬套和铜排之间的接触电阻可以得到稳定控制,例如可将衬套和铜排之间的接触电阻稳定维持在1微欧以下。