
一种铯钾夹层防火玻璃的制备工艺.pdf

Th****s3


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铯钾夹层防火玻璃的制备工艺.pdf
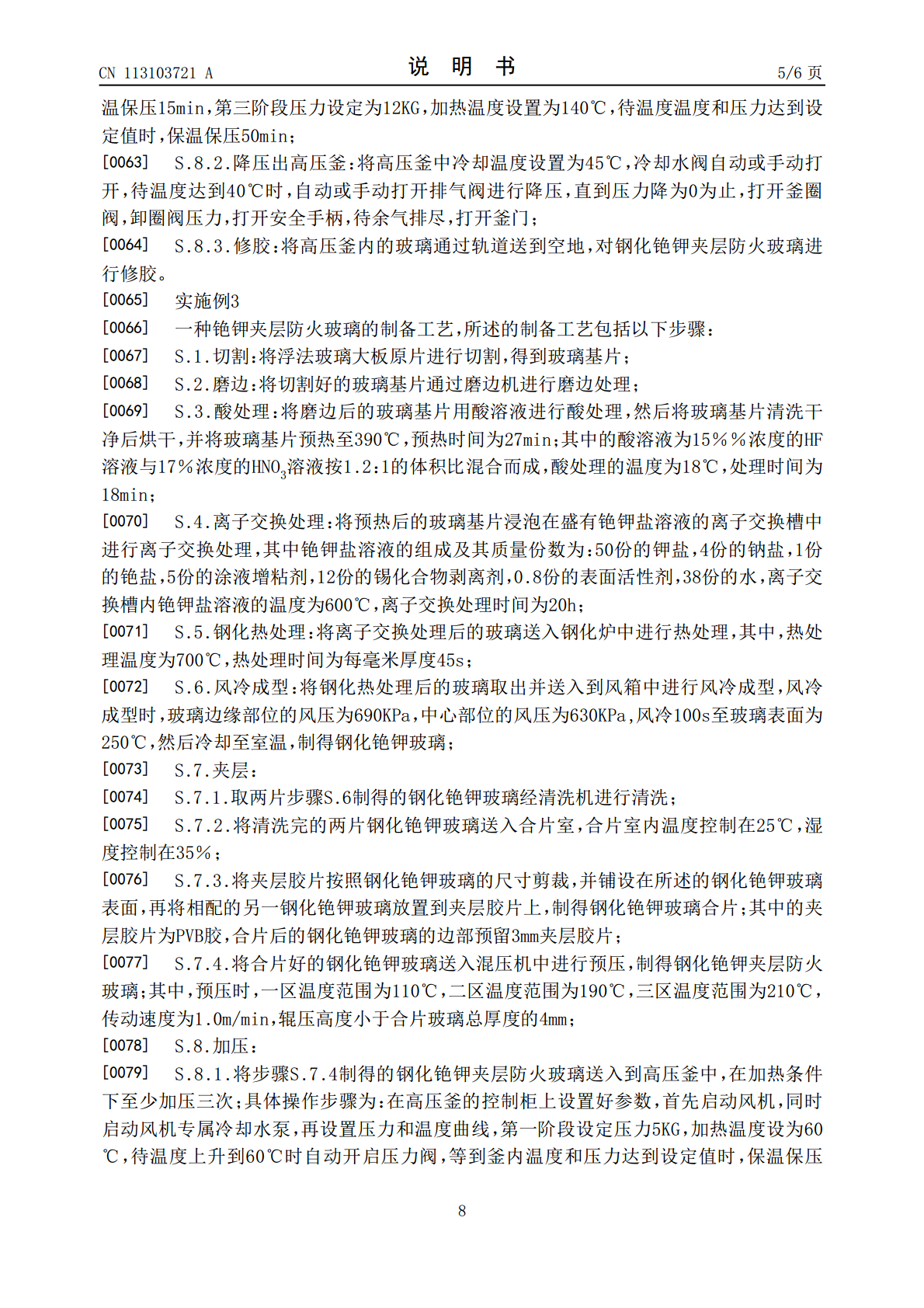
本发明涉及玻璃加工制造技术领域,尤其涉及一种铯钾夹层防火玻璃的制备工艺,包括如下制备步骤:S1切割:将玻璃大板原片切割,制得玻璃基片;S2磨边:将切割好的玻璃基片进行磨边处理;S3酸处理:将磨边后的玻璃基片进行酸处理;S4离子交换处理:将预热后的玻璃浸泡在盛有铯钾盐溶液的离子交换槽中进行离子交换处理;S5钢化热处理:将离子交换处理后的玻璃送入钢化炉中热处理;S6风冷成型:将钢化热处理后的玻璃取出并送入到风箱中进行风冷成型,制得钢化铯钾玻璃;S7夹层:将夹层胶片置于两片钢化铯钾玻璃之间进行合片;S8加压。本
一种铯钾防火玻璃的制备工艺.pdf
本发明公开了一种铯钾防火玻璃的制备工艺,包括如下步骤:玻璃预处理:将玻璃四周和表面精磨后,用酸溶液对玻璃进行酸处理,然后用清水清洗,玻璃洗净后与盛放有熔盐的离子交换槽放入烘干箱中进行干燥;玻璃预热:将烘干后的玻璃连同离子交换槽一起放入电热炉中加热;离子交换处理:将预热后的玻璃浸泡在离子交换槽中,继续加热电热炉,完成率离子交换,实现化学钢化;风冷成型:将离子交换处理后的玻璃取出并送入风箱中进行风冷成型。本发明制得的铯钾防火玻璃具有强度高、抗冲击和耐热防火性能好等特点,可广泛应用于室内防火隔断和消防通道等领域
一种高强度单片铯钾防火玻璃的制备工艺.pdf
本发明公开了一种高强度单片铯钾防火玻璃的制备工艺,其特征在于,包括以下步骤:熔盐制备:将钾盐和铯盐混合,放入熔盐槽内,再加入添加剂,制成所需要的熔盐;化学钢化:将单片玻璃放入熔盐槽内,进行离子交换,实现化学钢化;物理钢化:将经过熔盐浸泡后的玻璃送入特殊钢化炉进行加热处理,加热完成后,玻璃进入冷却段快速急冷;风冷成型:将物理钢化后的玻璃取出并送入风栅进行风冷成型,最后冷却得到高强度单片铯钾防火玻璃。本发明制得的防火玻璃不但具有较好的防火性能,同时具有较高的强度和抗冲击性能。

铯钾防火玻璃.pdf
PDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fineprint.cnPDF文件使用"pdfFactoryPro"试用版本创建www.fin

一种防火的夹层玻璃及其制备工艺.pdf
本申请涉及一种防火的夹层玻璃及其制备工艺,其涉及一种夹层玻璃及其制备工艺,其包括第一防火玻璃基片、第二防火玻璃基片、第三防火玻璃基片以及第四防火玻璃基片,第一防火玻璃基片与第二防火玻璃基片之间、第三防火玻璃基片与第四防火玻璃基片之间均设有胶片层,第三防火玻璃基片和第二防火玻璃基片之间环设有防火膨胀密封条,第三防火玻璃基片、第二防火玻璃基片以及防火膨胀密封条之间留有供防火胶液填充的中空间隙,防火膨胀密封条上设有供防火胶液填入的输入口,防火膨胀密封条上设有用于密封输入口的防火膨胀密封块。本申请具有减少夹层玻璃