
一种高碳高铬线材生产方法及其生产线.pdf

Ma****57

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高碳高铬线材生产方法及其生产线.pdf
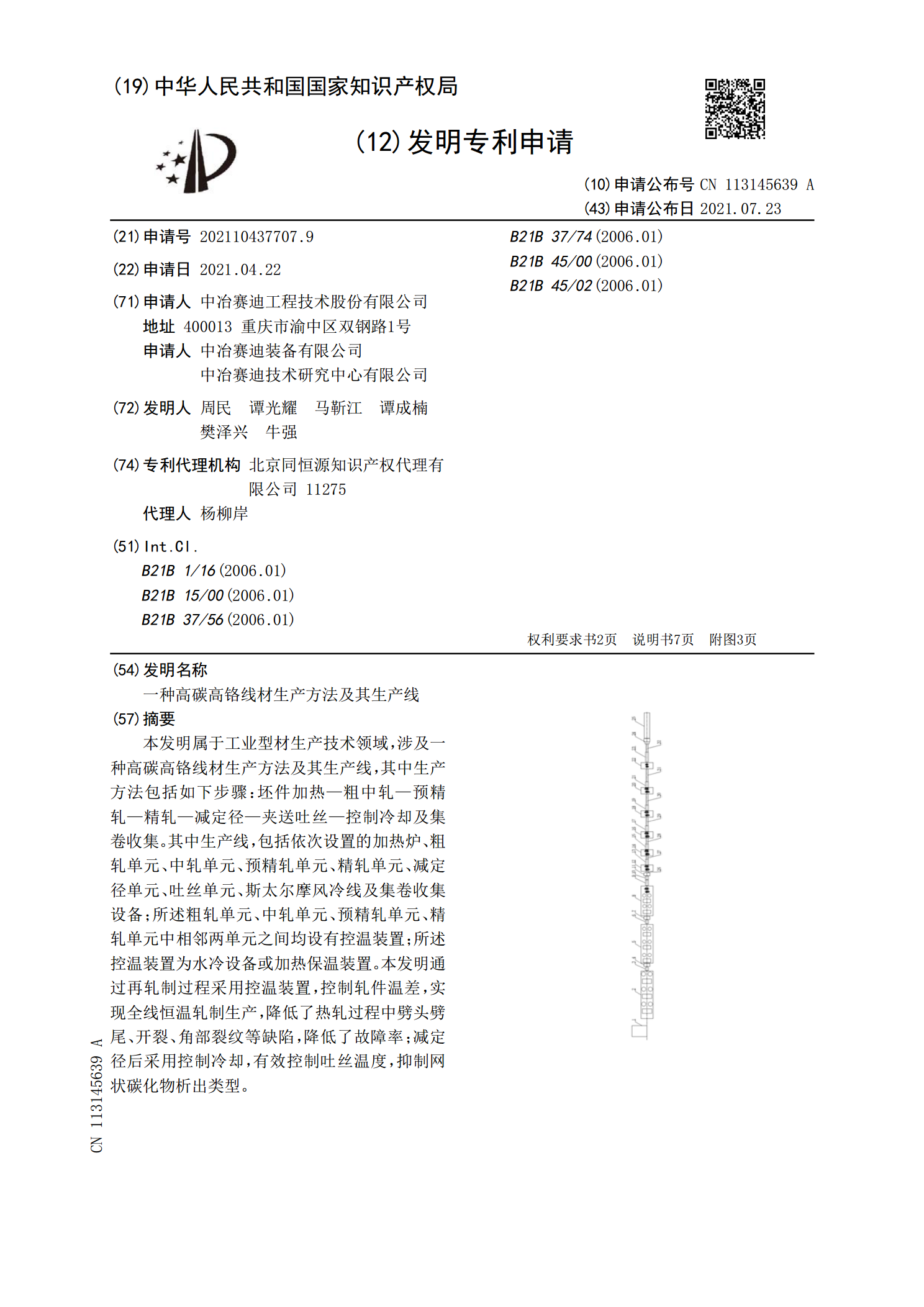
本发明属于工业型材生产技术领域,涉及一种高碳高铬线材生产方法及其生产线,其中生产方法包括如下步骤:坯件加热—粗中轧—预精轧—精轧—减定径—夹送吐丝—控制冷却及集卷收集。其中生产线,包括依次设置的加热炉、粗轧单元、中轧单元、预精轧单元、精轧单元、减定径单元、吐丝单元、斯太尔摩风冷线及集卷收集设备;所述粗轧单元、中轧单元、预精轧单元、精轧单元中相邻两单元之间均设有控温装置;所述控温装置为水冷设备或加热保温装置。本发明通过再轧制过程采用控温装置,控制轧件温差,实现全线恒温轧制生产,降低了热轧过程中劈头劈尾、开裂
一种大规格高碳铬轴承钢热轧盘条及其高速线材生产方法.pdf
本发明提供一种大规格高碳铬轴承钢热轧盘条及其高速线材生产方法,包括以下步骤:(1)连铸方坯在加热炉中加热,预热段温度为830~880℃、加热段温度为1150~1210℃、均热段温度为1190~1220℃;(2)连铸方坯在高温段内保温,保温时间≥120min;(3)连铸方坯采用高速轧钢机轧制,控制开轧温度为1090~1120℃,吐丝温度860~900℃,控制吐丝机摆动振幅,将连铸方坯轧制成热轧盘条;(4)将完成轧制的热轧盘条,以0.7~0.9℃/s冷却速度,冷却至≥550℃,控制斯太尔摩线辊道的速度并进行集
一种高碳锰铬锯片钢及其生产方法.pdf
本发明公开一种高碳锰铬锯片钢及其生产方法,其中公开的高碳锰铬锯片钢的化学成分按质量百分比包括:C:0.71‑0.82%,Si:0.20‑0.30%,Mn:0.62‑1.21%,Cr:0.20‑0.80%,Al:0.02‑0.08%,O≤0.0015%,P≤0.020%,S≤0.012%,其余为Fe和不可避免的杂质。公开的生产方法中在LF精炼炉采用高碱度精炼渣系及有铝脱氧工艺,最终生产获得一种抗拉强度≥1000MPa,延伸率A≥12%的高碳锰铬锯片钢,可用于切割木材及大理石等材料。
高碳高铬的不锈钢及其加工方法.pdf
一种高碳高铬的不锈钢及其加工方法,涉及不锈钢加工技术领域。该高碳高铬的不锈钢的加工方法包括以下步骤:将高碳高铬的不锈钢的钢锭进行带模带帽红送,然后依次进行脱帽脱模、装炉后加热处理,随后将加热后的钢锭进行初轧;其中将钢锭装炉加热处理时,根据钢锭的不同温度选择不同的加热和保温工艺进行处理。本发明提供的高碳高铬的不锈钢的加工方法具有工艺简单、生产成本低、成坯率高的优点,生产得到的不锈钢的理化性能好。本发明还涉及上述加工方法加工得到的高碳高铬的不锈钢。
一种低氮高碳铬轴承钢及其生产方法.pdf
本发明提供了一种低氮高碳铬轴承钢及其生产方法,该生产方法包括步骤S1、控制入炉铁水中[P]含量≤0.135%,[S]含量为0.013%‑0.030%,废钢重量占比≤20%;采用一次拉碳出钢;步骤S2、从钢包底部吹入惰性气体;在LF精炼初期加入碳化硅造泡沫渣对炉渣进行第一次脱氧;在LF精炼中期加入铝粒对炉渣进行第二次脱氧,同时喂入铝线使钢中铝含量为0.02%‑0.04%;步骤S3、控制钢液的真空度≤100Pa,RH真空处理时间不低于30min;步骤S4、将步骤S3中经RH真空精炼后的钢液在与空气隔绝的条件下