
一种贝氏体耐候钢及其生产方法.pdf

和裕****az


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种贝氏体耐候钢及其生产方法.pdf
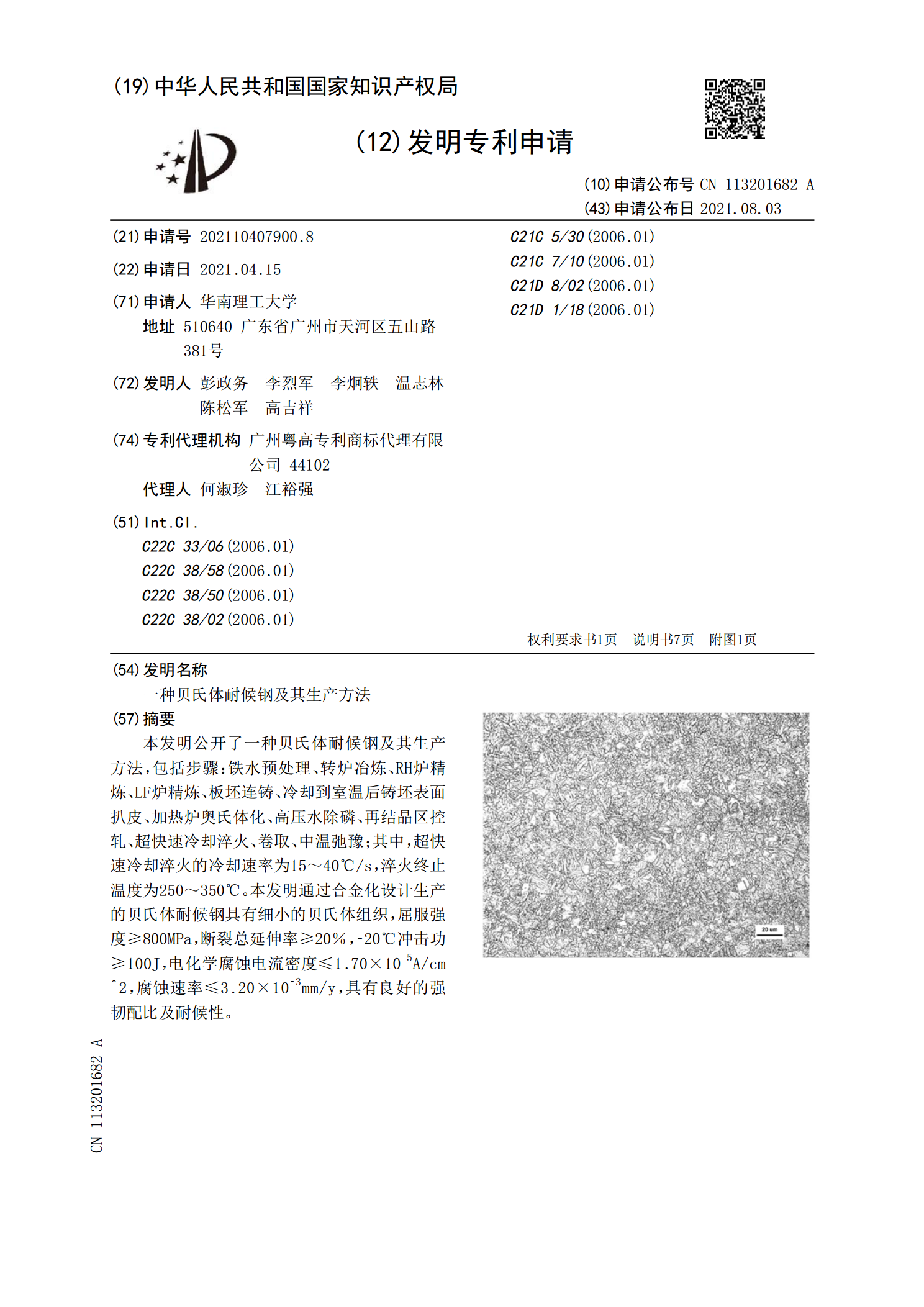
本发明公开了一种贝氏体耐候钢及其生产方法,包括步骤:铁水预处理、转炉冶炼、RH炉精炼、LF炉精炼、板坯连铸、冷却到室温后铸坯表面扒皮、加热炉奥氏体化、高压水除磷、再结晶区控轧、超快速冷却淬火、卷取、中温弛豫;其中,超快速冷却淬火的冷却速率为15~40℃/s,淬火终止温度为250~350℃。本发明通过合金化设计生产的贝氏体耐候钢具有细小的贝氏体组织,屈服强度≥800MPa,断裂总延伸率≥20%,‑20℃冲击功≥100J,电化学腐蚀电流密度≤1.70×10

一种冷轧贝氏体型耐候钢及其制备方法.pdf
本发明公开了一种冷轧贝氏体型耐候钢,其特征在于,包括以质量百分比计的化学成分:C:0.13~0.16%;Mn:1.20~1.50%;Si:0.001~0.2%;P:0.008~0.025%;Alt:0.02~0.06%;Cu:0.25~0.40%;Cr:0.40~0.70%;Ni:0.10~0.30%;Ti:0.015~0.030%;Nb:0.008~0.020%;Fe≥90%;冷轧贝氏体型耐候钢的微观组织包括贝氏体和铁素体,其中贝氏体的体积分数为40~80%;该钢的屈服强度≥700MPa,抗拉强度≥80

Q345钢与贝氏体耐候钢盐雾腐蚀产物研究.docx
Q345钢与贝氏体耐候钢盐雾腐蚀产物研究研究题目:Q345钢与贝氏体耐候钢盐雾腐蚀产物研究摘要:盐雾腐蚀是一种常见的金属材料腐蚀形式,对结构材料的耐久性和使用寿命有着重要的影响。本研究以Q345钢和贝氏体耐候钢为研究对象,通过盐雾腐蚀实验和表征分析,研究了两种钢材在盐雾腐蚀条件下产物的形成和影响因素,并探讨了它们的腐蚀机理。研究结果表明,盐雾腐蚀引起的产物主要是氧化物、氢氧化物、氯化物等,对钢材的腐蚀程度有着显著的影响。通过深入了解盐雾腐蚀产物的形成和作用机制,可以为钢材的腐蚀防护提供理论基础和实际指导。
一种热轧铁素体贝氏体双相钢及其生产方法.pdf
一种热轧铁素体贝氏体双相钢及其生产方法,本发明属于钢铁材料工程领域,可用于制造高强度汽车车轮等结构件。其特征在于本钢种的主要成分重量百分数为:C:0.06~0.08、Si:0.40~0.60、Mn:1.40~1.60、P:<0.02、S:<0.02、Cr:0.40~0.60、Nb:0.02~0.04。控制轧制过程未再结晶区累计变形量>60%,终轧温度800~830℃。轧后分段冷却过程第一段水冷以30~50℃/s的冷速冷却到700℃,空冷12~15s,而后经第二段水冷以30~50℃/s的冷速冷却到
一种热轧+回火贝氏体钢及生产方法.pdf
一种热轧+回火贝氏体钢,其组分及wt%为:C:0.31~0.41%,Si:0.31~0.42%,Mn:0.65~0.95%,P:≤0.010%,S:≤0.008%,Als:0.025~0.040%,Cr:1.35~1.65%,Mo:0.12~0.16%;生产方法:转炉冶炼,RH真空处理;出钢并连铸成坯;对铸坯加热;两段式热轧;回火;保温。本发明无需象现有技术一样对热轧过程的参数进行严格控制,铸坯来后直接轧制即可,其仅经热轧+回火后,即可实现在保证硬度为28~38HRC的条件下,屈服强度≥700MPa,抗拉