
一种弹簧多级回火热处理工艺.pdf

一条****然后

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种弹簧多级回火热处理工艺.pdf
本发明涉及一种回火热处理工艺。一种弹簧多级回火热处理工艺,让待回火弹簧依次经过回火炉内的n个独立控温区,所述的n≥3;第一回火区的温度为T1,第二回火区的温度为T2…第n回火区的温度为Tn,Tn的温度与正常回火温度T相同,T1>T2>…>Tn,待回火弹簧在第一回火区时,待回火弹簧的表面温度不超过温度T。本发明提供了一种回火时间短,生产效率高的一种弹簧多级回火热处理工艺;解决了现有技术中存在的回火时间长,生产效率低的技术问题。

一种弹簧连续式回火炉及其回火工艺.pdf
本申请涉及回火技术领域,尤其是涉及一种弹簧连续式回火炉及其回火工艺,其包括若干相邻设置的炉体,所述炉体内设置有装纳工件的容纳腔,所述炉体的所述容纳腔侧壁包括内侧壁和将所述内侧壁包裹的外侧壁,所述内侧壁上设置有加热电阻,所述外侧壁呈中空设置形成装有加热油的热油腔,各所述炉体的所述热油腔皆相通设置,且各所述炉体之间设置有隔热层,所述外侧壁外设置有用于控制加热油移动至各所述炉体的所述热油腔内的油路调节结构。本申请具有提高对回火炉回火时内能的利用率的效果。

一种波形弹簧定型回火工艺.pdf
本发明的目的在于提供一种高效波形弹簧定型回火工艺,该工艺可以在保证弹簧几何尺寸和硬度的情况下提高生产效率。具体技术方案如下:将压制成型的波形弹簧摆放到胎具内压紧并锁死,放入回火炉中,380℃下预热60分钟,取出后带温将组合胎具放在液压机上进一步压紧并锁死;再次放入回火炉中二次加热至420℃,保温90分钟后,出炉空冷至室温。
一种弹簧钢丝盐浴淬火回火热处理工艺方法.pdf
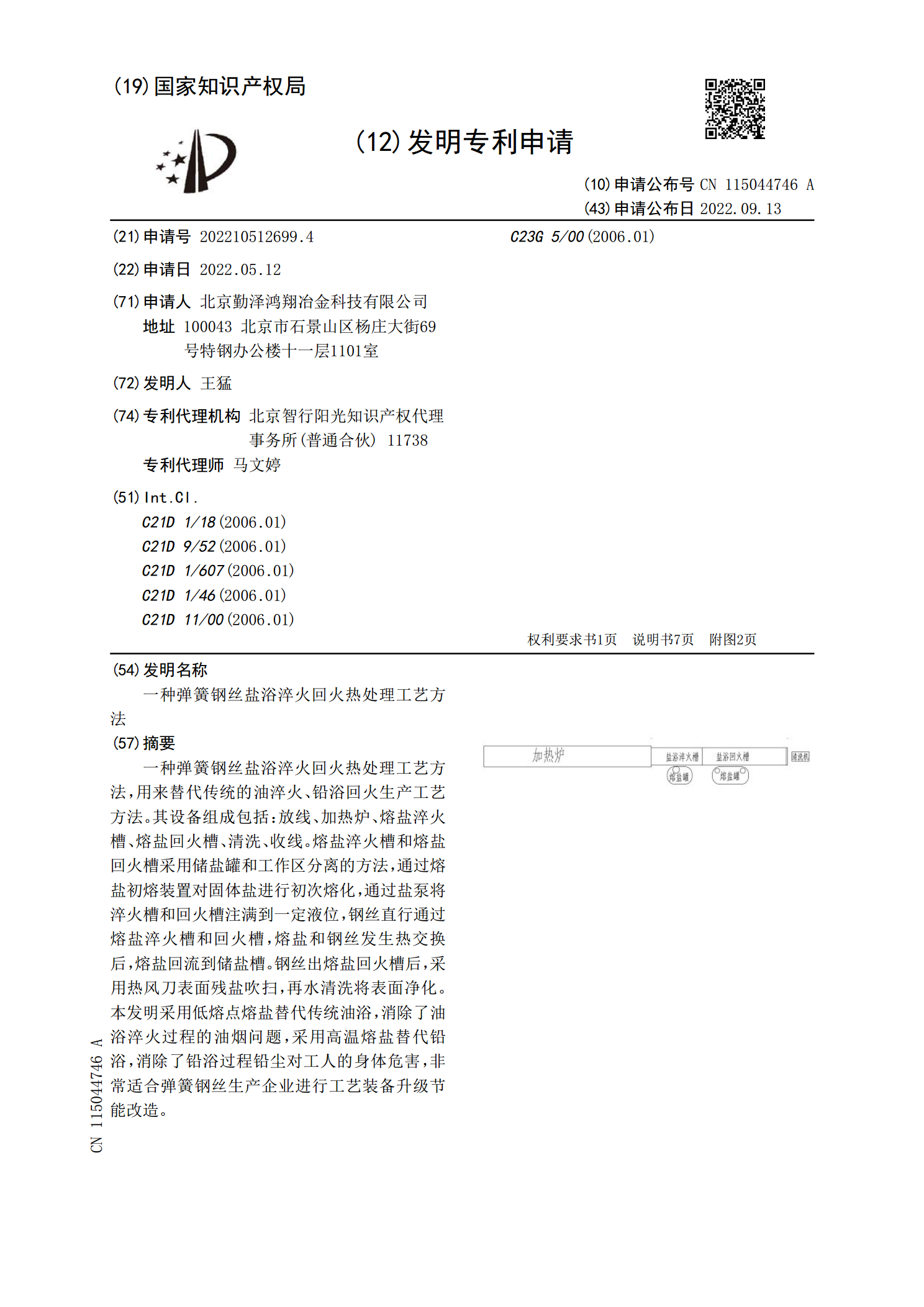
一种弹簧钢丝盐浴淬火回火热处理工艺方法,用来替代传统的油淬火、铅浴回火生产工艺方法。其设备组成包括:放线、加热炉、熔盐淬火槽、熔盐回火槽、清洗、收线。熔盐淬火槽和熔盐回火槽采用储盐罐和工作区分离的方法,通过熔盐初熔装置对固体盐进行初次熔化,通过盐泵将淬火槽和回火槽注满到一定液位,钢丝直行通过熔盐淬火槽和回火槽,熔盐和钢丝发生热交换后,熔盐回流到储盐槽。钢丝出熔盐回火槽后,采用热风刀表面残盐吹扫,再水清洗将表面净化。本发明采用低熔点熔盐替代传统油浴,消除了油浴淬火过程的油烟问题,采用高温熔盐替代铅浴,消除了
一种用于轿车悬架弹簧热处理的回火炉.pdf
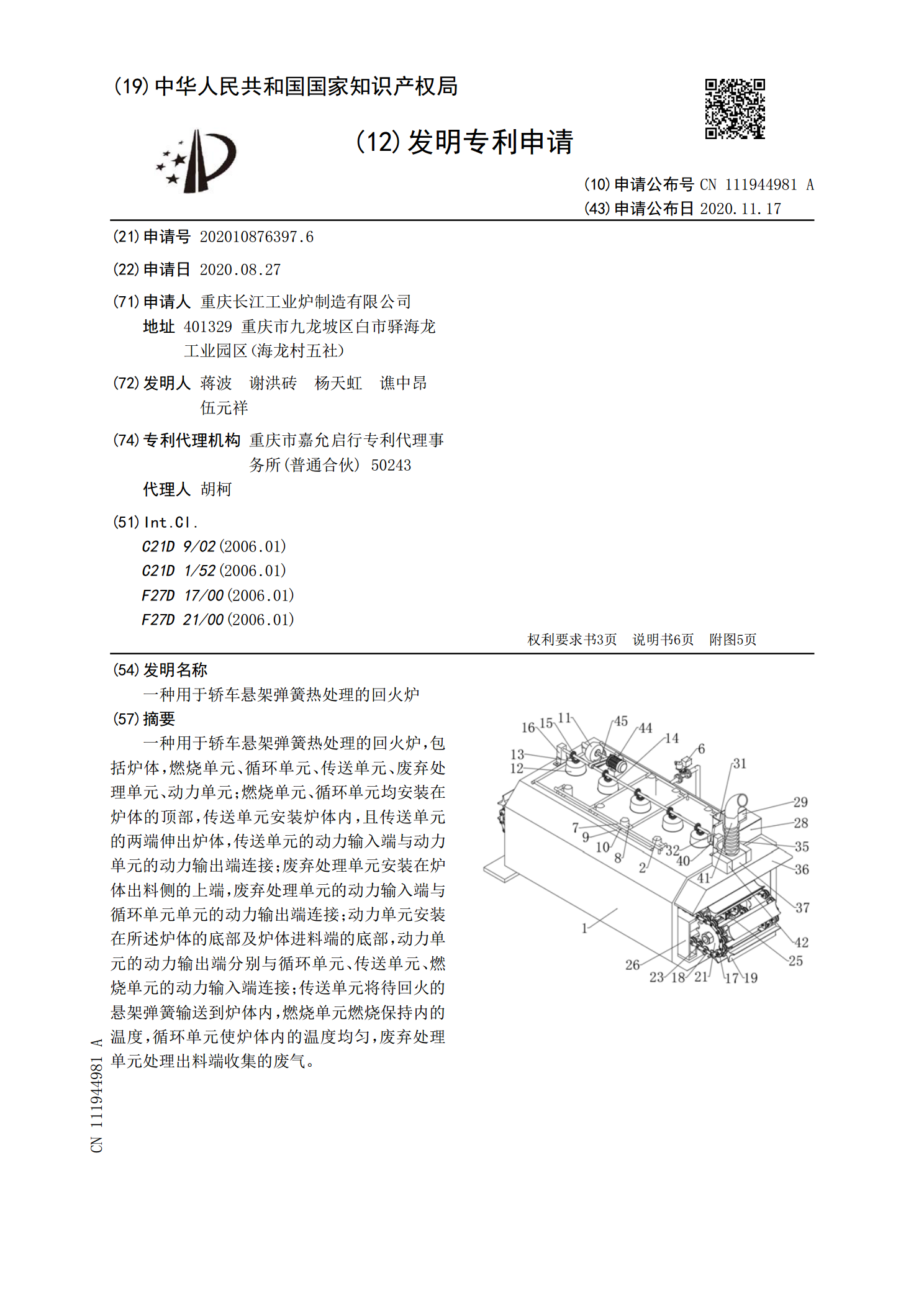
一种用于轿车悬架弹簧热处理的回火炉,包括炉体,燃烧单元、循环单元、传送单元、废弃处理单元、动力单元;燃烧单元、循环单元均安装在炉体的顶部,传送单元安装炉体内,且传送单元的两端伸出炉体,传送单元的动力输入端与动力单元的动力输出端连接;废弃处理单元安装在炉体出料侧的上端,废弃处理单元的动力输入端与循环单元单元的动力输出端连接;动力单元安装在所述炉体的底部及炉体进料端的底部,动力单元的动力输出端分别与循环单元、传送单元、燃烧单元的动力输入端连接;传送单元将待回火的悬架弹簧输送到炉体内,燃烧单元燃烧保持内的温度,