
铌钒微合金化高强细晶非调质冷镦钢方坯及其制造方法.pdf

听容****55

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铌钒微合金化高强细晶非调质冷镦钢方坯及其制造方法.pdf
本发明公开了铌钒微合金化高强细晶非调质冷镦钢方坯及其制造方法,属于钢铁冶炼领域。本发明的冷镦钢方坯,按重量百分比计包括:C:0.16wt%~0.35wt%;Si:0.10wt%~0.55wt%;Mn:1.25wt%~2.20wt%;P:≤0.025wt%;S:≤0.015wt%;Alt:0.015wt%~0.050wt%;Nb:0.015wt%~0.045wt%;V:0.015wt%~0.045wt%;其余为Fe及不可避免的杂质。本发明针对目前非调质冷镦钢的加工及性能仍有各种缺陷的现状,通过成分控制、转炉
一种10.9级铌微合金化冷镦钢生产方法.pdf
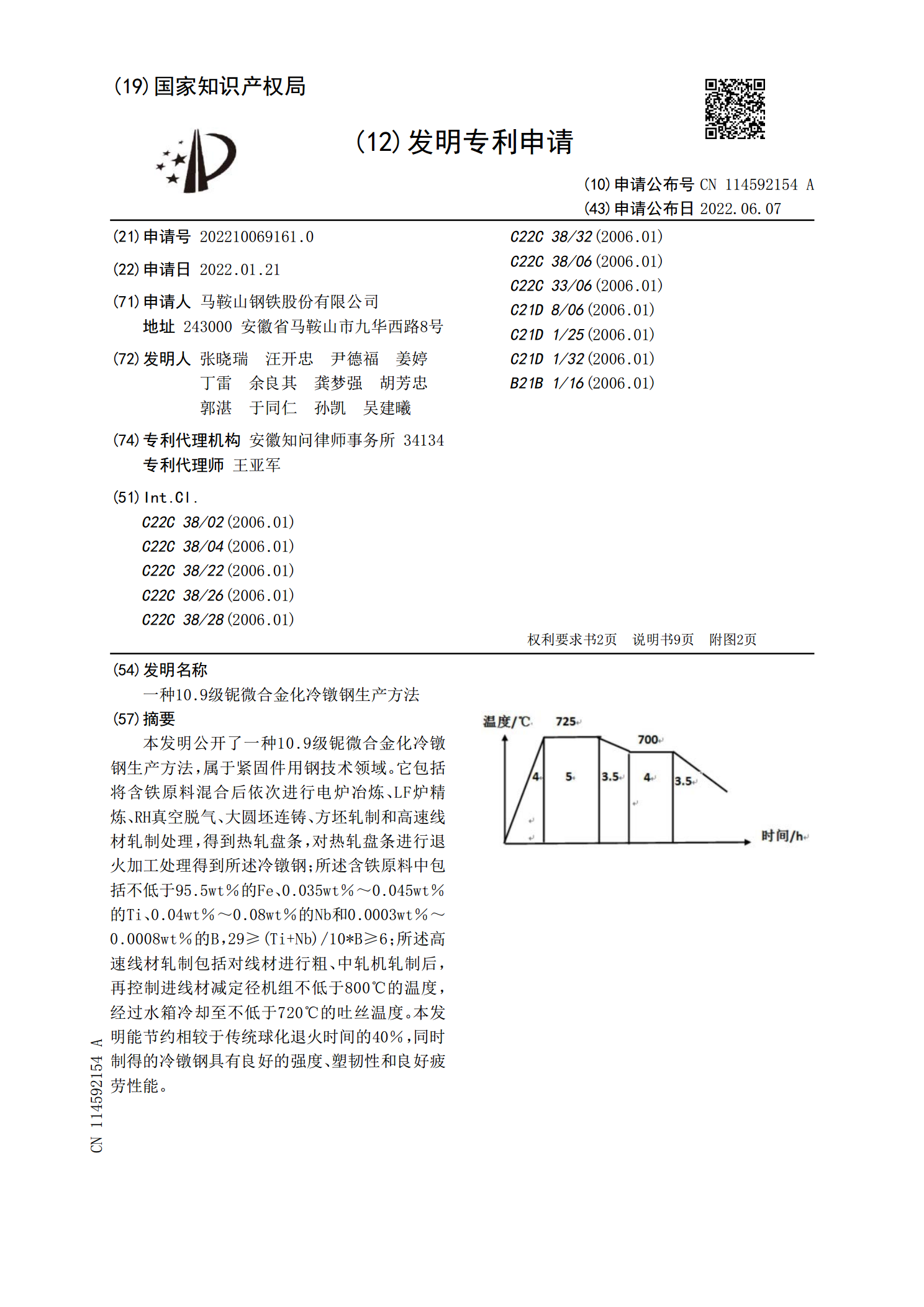
本发明公开了一种10.9级铌微合金化冷镦钢生产方法,属于紧固件用钢技术领域。它包括将含铁原料混合后依次进行电炉冶炼、LF炉精炼、RH真空脱气、大圆坯连铸、方坯轧制和高速线材轧制处理,得到热轧盘条,对热轧盘条进行退火加工处理得到所述冷镦钢;所述含铁原料中包括不低于95.5wt%的Fe、0.035wt%~0.045wt%的Ti、0.04wt%~0.08wt%的Nb和0.0003wt%~0.0008wt%的B,29≥(Ti+Nb)/10*B≥6;所述高速线材轧制包括对线材进行粗、中轧机轧制后,再控制进线材减定径
紧固件用非调质贝氏体冷镦钢及其制造方法.pdf
本发明提供一种紧固件用非调质贝氏体冷镦钢及其制造方法。该冷镦钢组分及其重量百分比为:C:0.06~0.15%,Si:0.10~0.50%,Mn:1.90~2.60%,P≤0.015%,S≤0.015%,B:0.001~0.004%,Ti:0.01~0.03%,Als:≤0.040%,其余为铁和不可避免的微量杂质。其制造方法:(1)在转炉或电炉中冶炼,并进行炉外精炼,然后通过连铸铸成钢坯,经线材轧机控轧控冷轧制成线材;(2)线材吐丝后,在辊道运输线前段采取强制风冷进行快速冷却,冷却速度为250℃/min~5
非调质钢及其制造方法.pdf
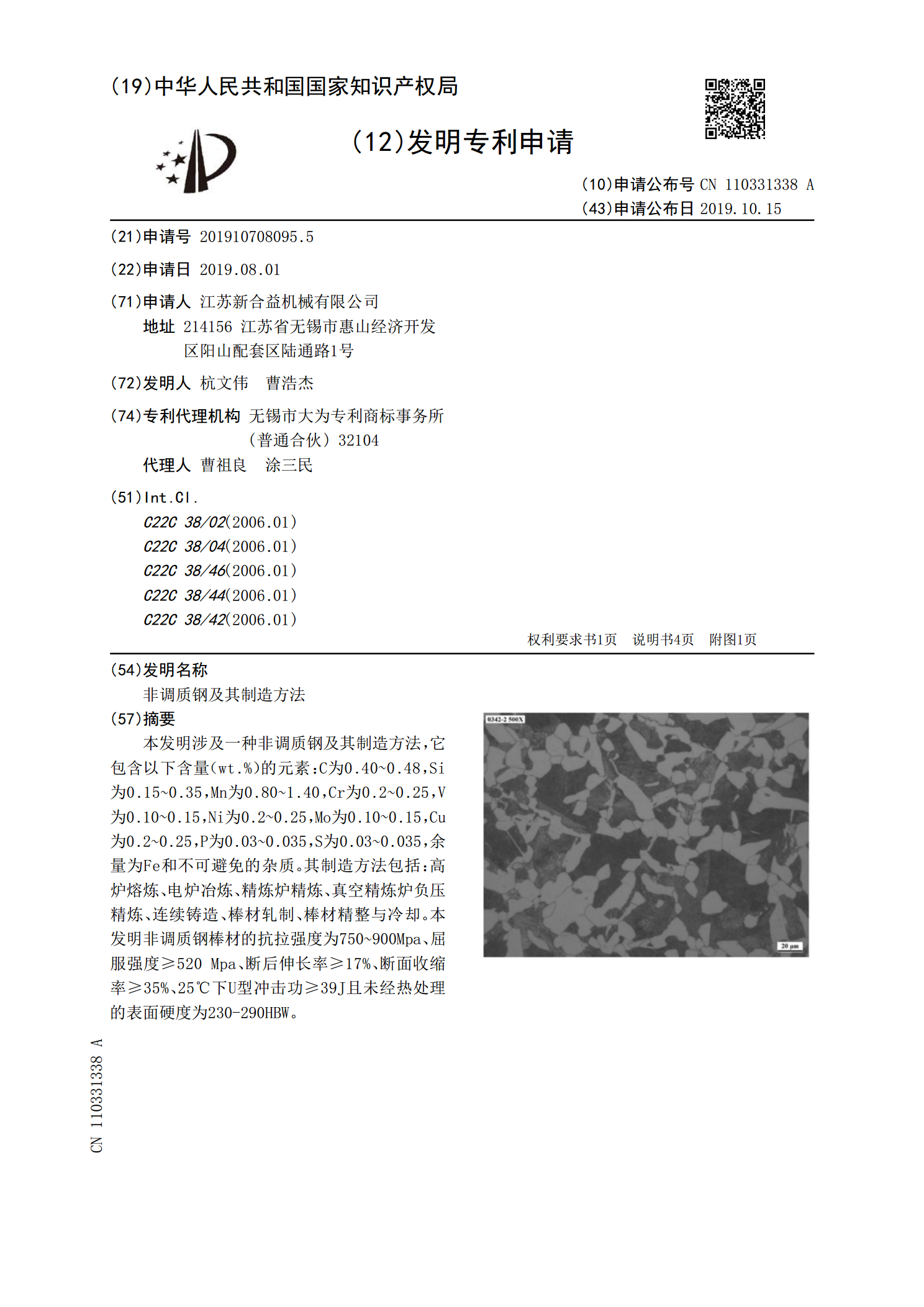
本发明涉及一种非调质钢及其制造方法,它包含以下含量(wt.%)的元素:C为0.40~0.48,Si为0.15~0.35,Mn为0.80~1.40,Cr为0.2~0.25,V为0.10~0.15,Ni为0.2~0.25,Mo为0.10~0.15,Cu为0.2~0.25,P为0.03~0.035,S为0.03~0.035,余量为Fe和不可避免的杂质。其制造方法包括:高炉熔炼、电炉冶炼、精炼炉精炼、真空精炼炉负压精炼、连续铸造、棒材轧制、棒材精整与冷却。本发明非调质钢棒材的抗拉强度为750~900Mpa、屈服强
一种高强度紧固件用非调质冷镦钢盘条及其制备方法.pdf
本发明属于冷镦钢技术领域,具体涉及一种高强度紧固件用非调质冷镦钢盘条及其制备方法。非调质冷镦钢盘条的组成为C:0.16~0.18%,Si:≤0.20%,Mn:1.40~1.50%,P:≤0.008%,S:≤0.008%,Ti:0.05~0.06%,V:0.10~0.13%,Al:≤0.01%,N:60~90ppm,其余为Fe和不可避免的杂质。制备方法包括转炉冶炼、LF精炼、方坯连铸、盘条轧制。本发明通过优化组分中元素的成分设计,采用创新性的冶炼工艺,结合先进的控轧控冷技术,有效的提高了钢的强度和塑性,实现