
紧固件用非调质贝氏体冷镦钢及其制造方法.pdf

玉怡****文档

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
紧固件用非调质贝氏体冷镦钢及其制造方法.pdf
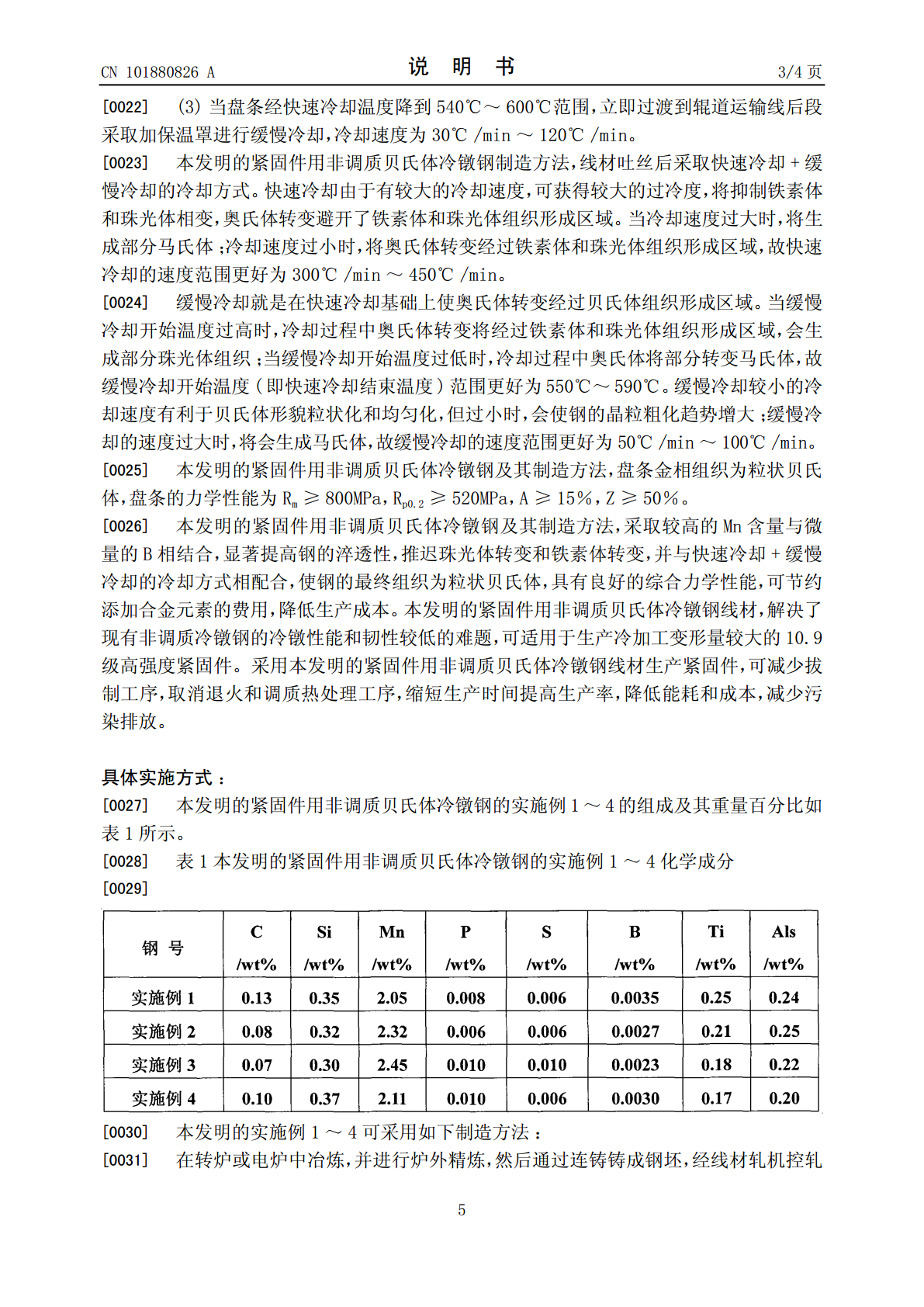
本发明提供一种紧固件用非调质贝氏体冷镦钢及其制造方法。该冷镦钢组分及其重量百分比为:C:0.06~0.15%,Si:0.10~0.50%,Mn:1.90~2.60%,P≤0.015%,S≤0.015%,B:0.001~0.004%,Ti:0.01~0.03%,Als:≤0.040%,其余为铁和不可避免的微量杂质。其制造方法:(1)在转炉或电炉中冶炼,并进行炉外精炼,然后通过连铸铸成钢坯,经线材轧机控轧控冷轧制成线材;(2)线材吐丝后,在辊道运输线前段采取强制风冷进行快速冷却,冷却速度为250℃/min~5
一种高强度紧固件用非调质冷镦钢盘条及其制备方法.pdf
本发明属于冷镦钢技术领域,具体涉及一种高强度紧固件用非调质冷镦钢盘条及其制备方法。非调质冷镦钢盘条的组成为C:0.16~0.18%,Si:≤0.20%,Mn:1.40~1.50%,P:≤0.008%,S:≤0.008%,Ti:0.05~0.06%,V:0.10~0.13%,Al:≤0.01%,N:60~90ppm,其余为Fe和不可避免的杂质。制备方法包括转炉冶炼、LF精炼、方坯连铸、盘条轧制。本发明通过优化组分中元素的成分设计,采用创新性的冶炼工艺,结合先进的控轧控冷技术,有效的提高了钢的强度和塑性,实现
一种9.8级紧固件用MnV系非调质冷镦钢盘条及其生产方法.pdf
本发明提供了一种9.8级紧固件用MnV系非调质冷镦钢盘条及其生产方法,在转炉冶炼过程中:废钢比≤20%,出钢温度≥1600℃,出钢碳含量控制在0.12‑0.20%、磷含量控制在P≤0.015%,大方坯连铸过程中:采取低过热度控制,过热度范围是20‑35℃,采用结晶器电搅和末端电搅组合方式进行搅拌;轧制过程中:开轧温度1050‑1120℃,进精轧温度840~860℃,进减定径温度810~830℃,吐丝温度780~800℃,冷却速度控制在0.4~0.6℃/s。本发明通过优化非调冷镦钢的化学成分,并优化生产工艺
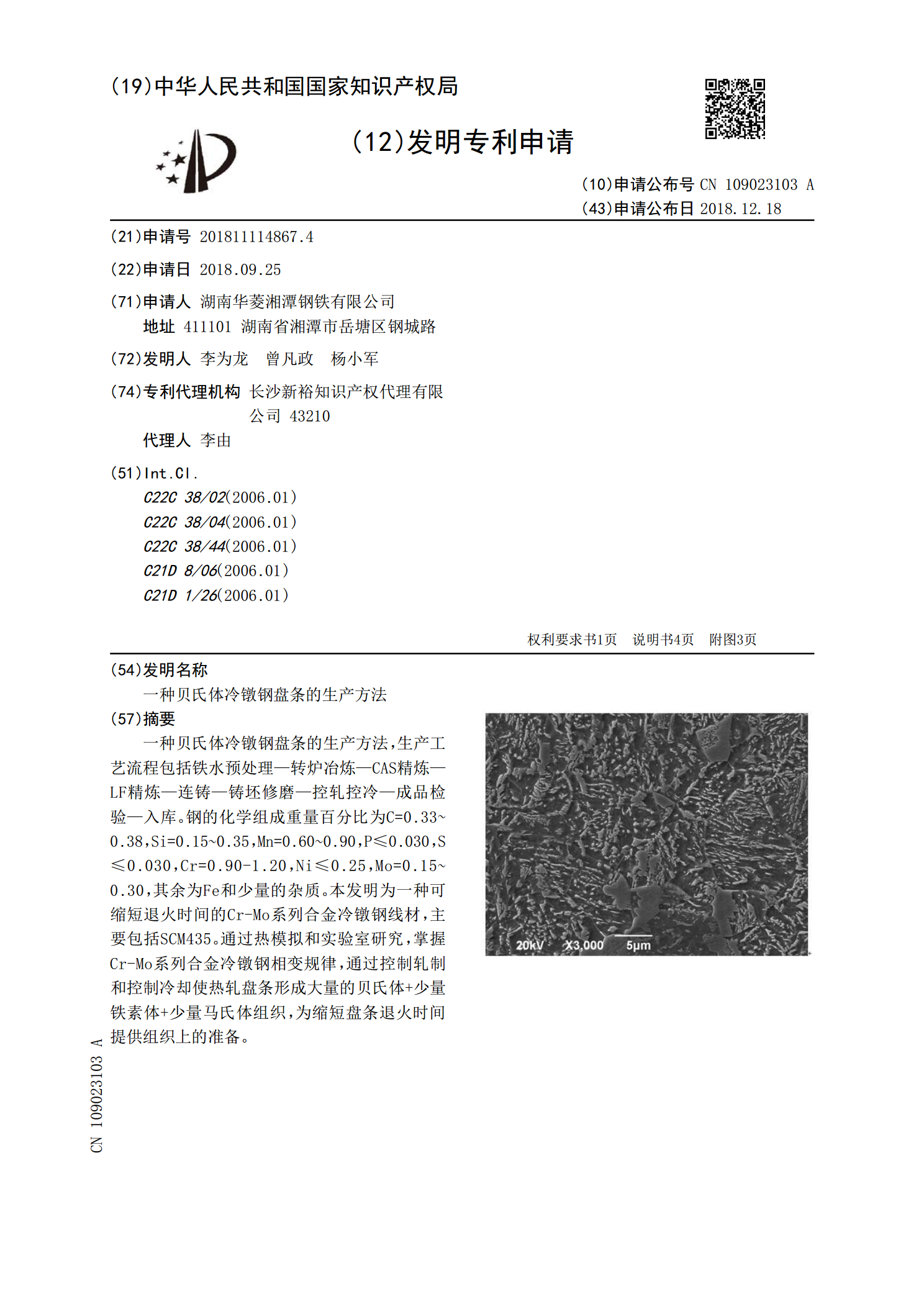
一种贝氏体冷镦钢盘条的生产方法.pdf
一种贝氏体冷镦钢盘条的生产方法,生产工艺流程包括铁水预处理—转炉冶炼—CAS精炼—LF精炼—连铸—铸坯修磨—控轧控冷—成品检验—入库。钢的化学组成重量百分比为C=0.33~0.38,Si=0.15~0.35,Mn=0.60~0.90,P≤0.030,S≤0.030,Cr=0.90‑1.20,Ni≤0.25,Mo=0.15~0.30,其余为Fe和少量的杂质。本发明为一种可缩短退火时间的Cr‑Mo系列合金冷镦钢线材,主要包括SCM435。通过热模拟和实验室研究,掌握Cr‑Mo系列合金冷镦钢相变规律,通过控制轧
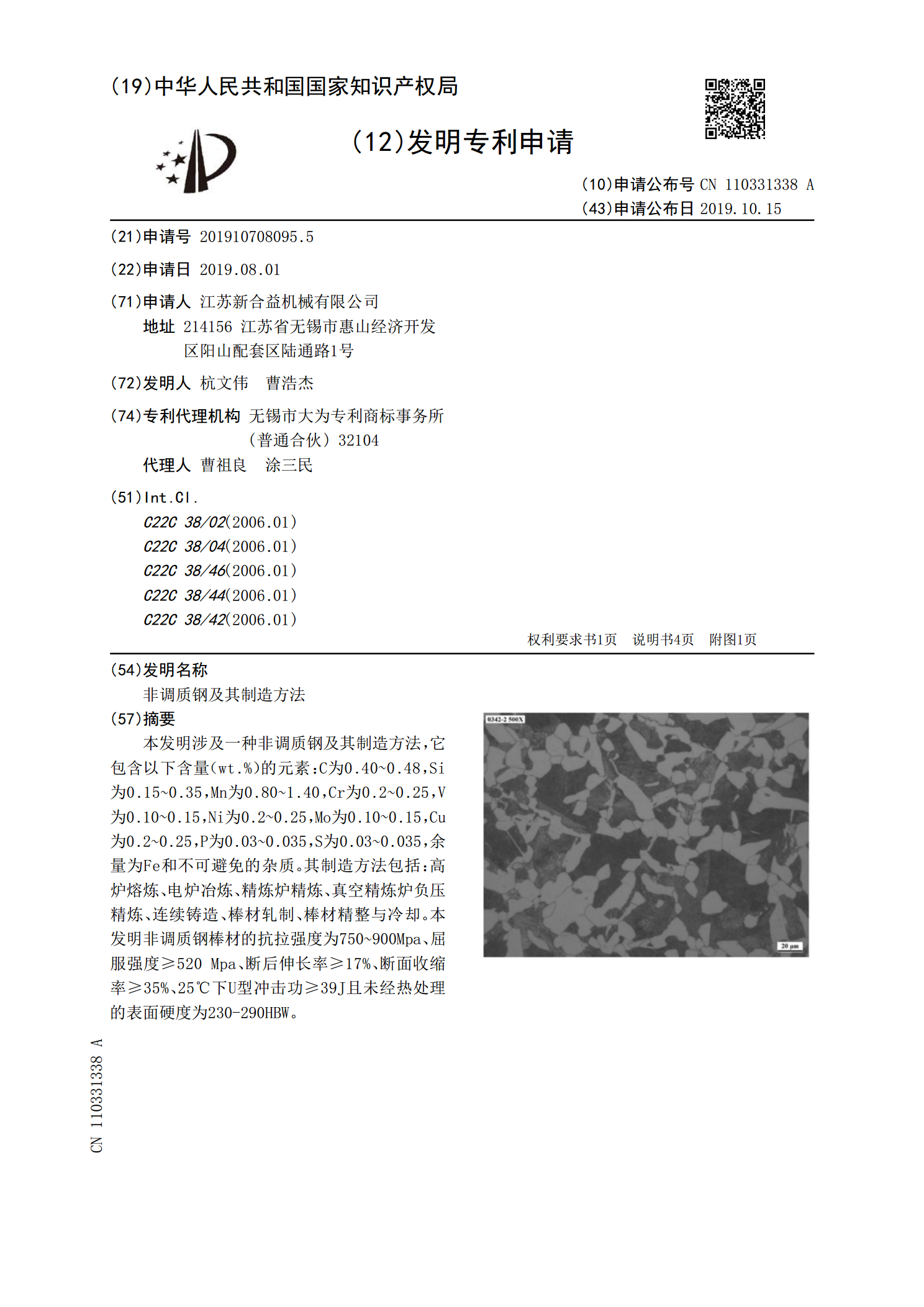
非调质钢及其制造方法.pdf
本发明涉及一种非调质钢及其制造方法,它包含以下含量(wt.%)的元素:C为0.40~0.48,Si为0.15~0.35,Mn为0.80~1.40,Cr为0.2~0.25,V为0.10~0.15,Ni为0.2~0.25,Mo为0.10~0.15,Cu为0.2~0.25,P为0.03~0.035,S为0.03~0.035,余量为Fe和不可避免的杂质。其制造方法包括:高炉熔炼、电炉冶炼、精炼炉精炼、真空精炼炉负压精炼、连续铸造、棒材轧制、棒材精整与冷却。本发明非调质钢棒材的抗拉强度为750~900Mpa、屈服强