
一种6061铝合金圆杆的连铸连轧制备方法.pdf

是来****文章


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种6061铝合金圆杆的连铸连轧制备方法.pdf
本发明涉及一种6061铝合金圆杆的连铸连轧制备方法,属于铝合金圆杆加工技术领域。该方法包括:铝液熔炼、铝液合金化、铝液电磁搅拌、铝液精炼、铝液转炉、铝液在线除气、铝液在线过滤、铝液控流、铝液连续铸造、铝坯在线矫直、铝坯中频感应炉加热、铝坯粗轧、铝坯精轧、成品圆杆在线雾化淬冷、成品圆杆自动绕线和成品卷打包这些大步骤;本发明采用连铸连轧生产的6061铝合金圆杆,表面无裂纹、起皮、氧化皮;抗拉强度和伸长率高,物理性能稳定。生产效率高,能耗低,绿色低碳,易于推广应用。
一种高强度铝合金圆杆的连铸连轧装置及方法.pdf
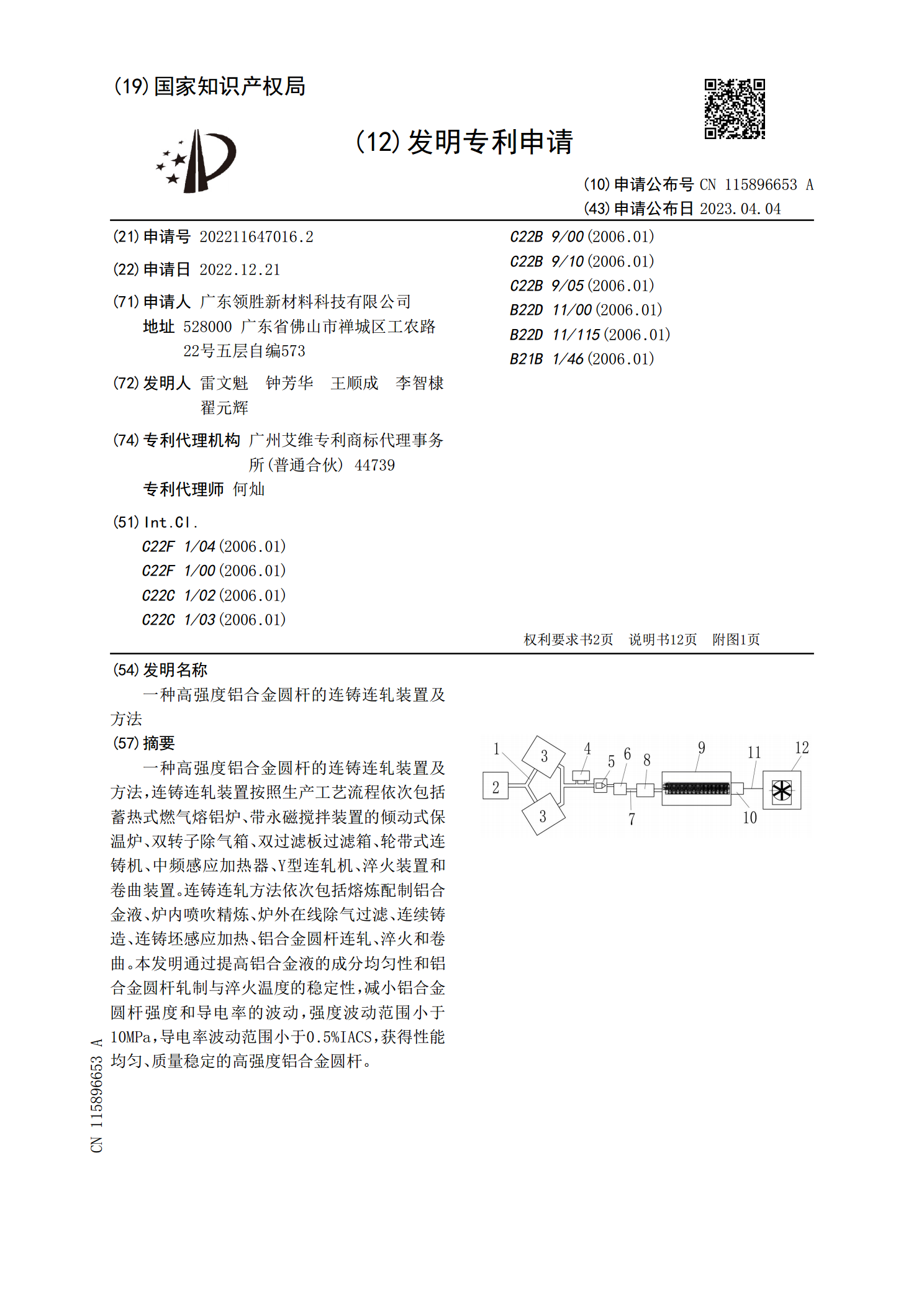
一种高强度铝合金圆杆的连铸连轧装置及方法,连铸连轧装置按照生产工艺流程依次包括蓄热式燃气熔铝炉、带永磁搅拌装置的倾动式保温炉、双转子除气箱、双过滤板过滤箱、轮带式连铸机、中频感应加热器、Y型连轧机、淬火装置和卷曲装置。连铸连轧方法依次包括熔炼配制铝合金液、炉内喷吹精炼、炉外在线除气过滤、连续铸造、连铸坯感应加热、铝合金圆杆连轧、淬火和卷曲。本发明通过提高铝合金液的成分均匀性和铝合金圆杆轧制与淬火温度的稳定性,减小铝合金圆杆强度和导电率的波动,强度波动范围小于10MPa,导电率波动范围小于0.5%IACS,
铝合金杆(电缆)连铸连轧工序.pdf
铝合金杆(电缆)连铸连轧工序铝连铸连轧生产属于热加工工艺。是电工用铝加工的第一道生产工序,也是公司生产中的重要生产工序。它的主要生产功能是把电工用铝锭加工成φ9.5大小的圆铝杆。连轧机的主要控制参数有:保温炉铝液温度、浇铸下浇煲铝液温度、铸锭温度、冷却水温度、冷却水压力、乳化液温度、乳化液压力、浇铸电机反馈电压、连轧、电机反馈电压、连轧电机反馈电流等主要参数。铝连铸连轧生产共分为9个生产工序,由3个操作机台来完成。9个工序为:装料、熔化、保温、精炼、过滤、连续浇铸、剪头、连续轧制、成圈。3个操作机台是:熔
一种用于制备宽幅连铸连轧铝合金板材的装置及方法.pdf
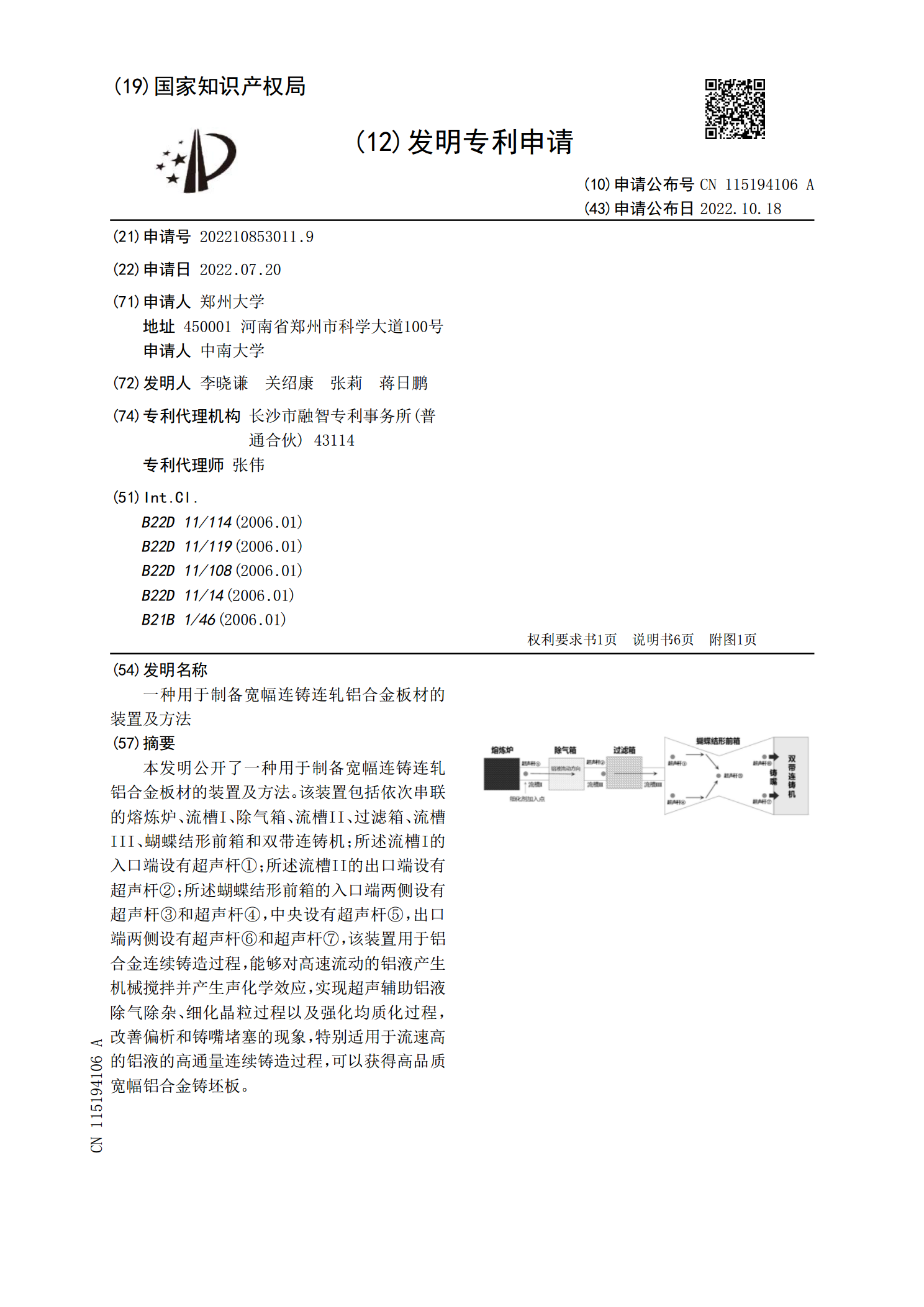
本发明公开了一种用于制备宽幅连铸连轧铝合金板材的装置及方法。该装置包括依次串联的熔炼炉、流槽I、除气箱、流槽II、过滤箱、流槽III、蝴蝶结形前箱和双带连铸机;所述流槽I的入口端设有超声杆①;所述流槽II的出口端设有超声杆②;所述蝴蝶结形前箱的入口端两侧设有超声杆③和超声杆④,中央设有超声杆⑤,出口端两侧设有超声杆⑥和超声杆⑦,该装置用于铝合金连续铸造过程,能够对高速流动的铝液产生机械搅拌并产生声化学效应,实现超声辅助铝液除气除杂、细化晶粒过程以及强化均质化过程,改善偏析和铸嘴堵塞的现象,特别适用于流速高
一种铝合金板带连铸连轧的制备工艺.pdf
本发明公开了一种铝合金板带连铸连轧的制备工艺,包括熔炼、连铸连轧及收卷,具体包括配料、熔融搅拌、精炼处理、扒渣、静置、晶粒细化处理、除气、过滤除渣,得铝合金液;然后水平浇铸进入模腔内,经冷却得到铸坯;所述模腔由钢带封闭结晶轮凹槽外缘所形成,模腔的四周侧面均匀布满若干用于喷淋冷却水的喷嘴;所得铸坯经矫直后,进行三道热连轧;然后剪切、收卷,即得。本发明改进浇铸及冷却方式,大大改善了铸坯组织性能,使铸坯厚度达到38~45mm、宽度达到500~800mm,设备投资小,生产可以灵活切换合金,设备损耗小产能大,产品质