
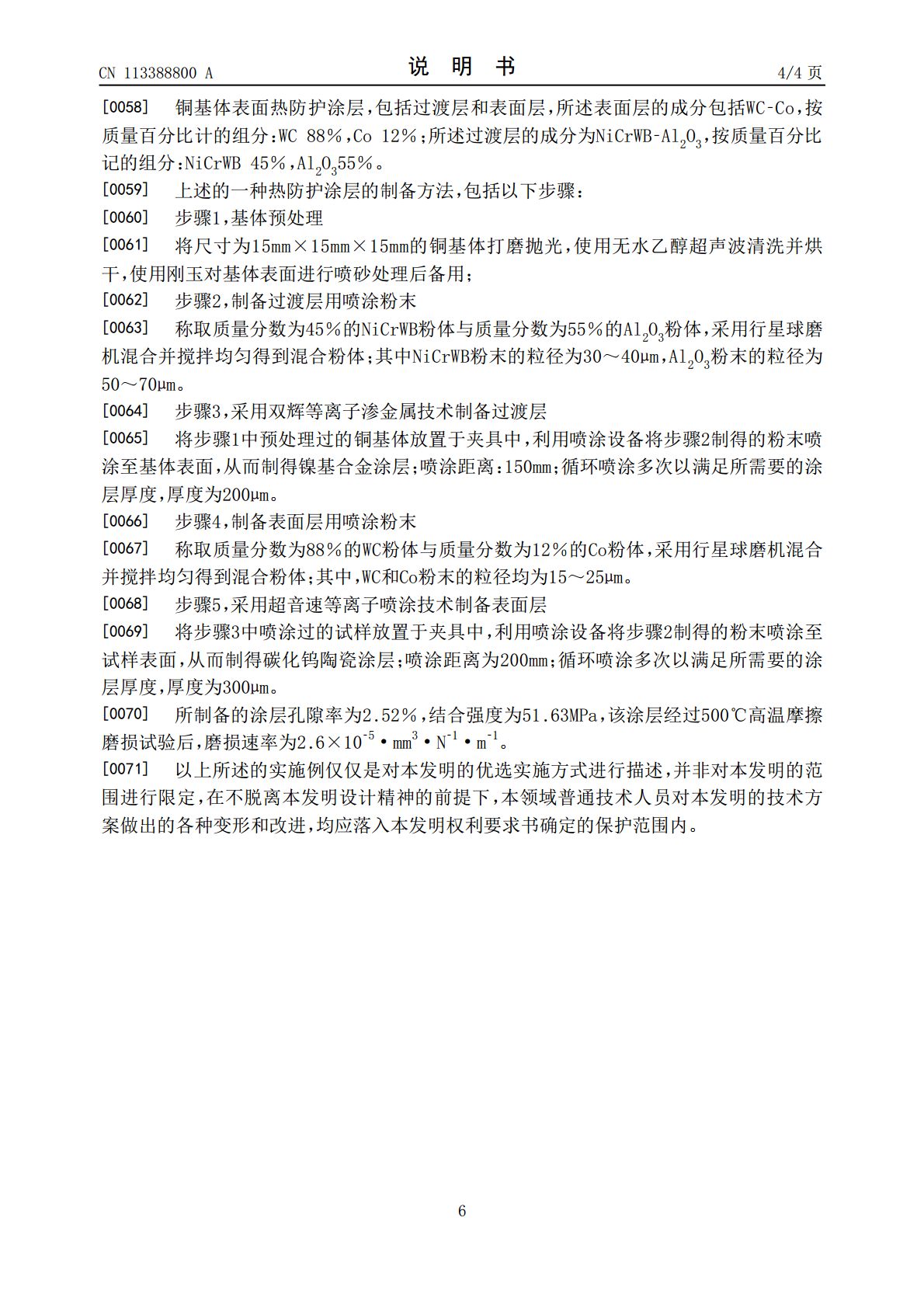
一种热防护涂层及其制备方法.pdf

春景****23

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热防护涂层及其制备方法.pdf
本发明公开了一种热防护涂层及其制备方法。采用两步喷涂法制备了过渡层和表面涂层。过渡层成分为镍基合金;表面层成分为WC‑Co。制备的复合涂层能够在使用环境下对高炉风口小套进行有效保护。本发明有益效果为镍基内涂层能够缓解外涂层与基体之间的热应力,减少剥落和开裂的倾向。碳化钨外涂层具备良好的抗氧化以及耐磨能力。
柔性热防护涂料、乙丙橡胶用柔性热防护涂层及其制备方法.pdf
本发明公开了一种柔性热防护涂料、乙丙橡胶用柔性热防护涂层及其制备方法,属于防热涂层技术领域,室温硫化的硅橡胶可在‑65~250℃温度范围内长期保持弹性,而含氢硅油在低温下可交联成膜,常常用作柔顺剂,两者在催化剂作用下,硅橡胶中羟基与含氢硅油的活泼硅氢键反应,形成的交联体系具有非常好的柔性。甲基含氢硅油和室温硫化硅橡胶配合使用可改善单一硅橡胶涂层的柔韧性,再通过调节交联剂和催化剂的比例,涂层在柔韧性方面性能突出,能够很好的适应乙丙橡胶的表面。
一种耐高温烧蚀的柔性热防护涂层及其制备方法.pdf
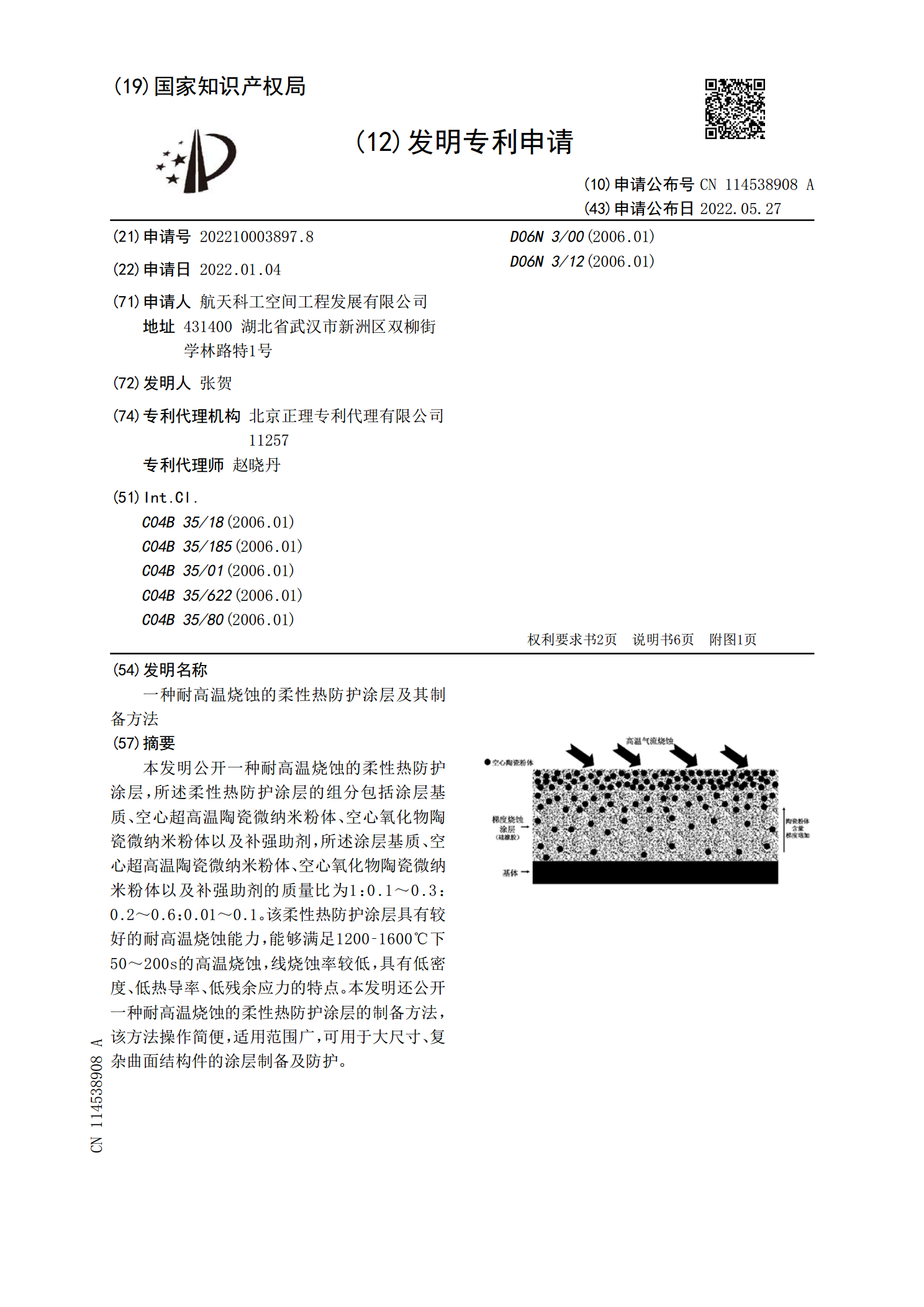
本发明公开一种耐高温烧蚀的柔性热防护涂层,所述柔性热防护涂层的组分包括涂层基质、空心超高温陶瓷微纳米粉体、空心氧化物陶瓷微纳米粉体以及补强助剂,所述涂层基质、空心超高温陶瓷微纳米粉体、空心氧化物陶瓷微纳米粉体以及补强助剂的质量比为1:0.1~0.3:0.2~0.6:0.01~0.1。该柔性热防护涂层具有较好的耐高温烧蚀能力,能够满足1200?1600℃下50~200s的高温烧蚀,线烧蚀率较低,具有低密度、低热导率、低残余应力的特点。本发明还公开一种耐高温烧蚀的柔性热防护涂层的制备方法,该方法操作简便,适用
一种热防护复合涂层及其制造方法.pdf
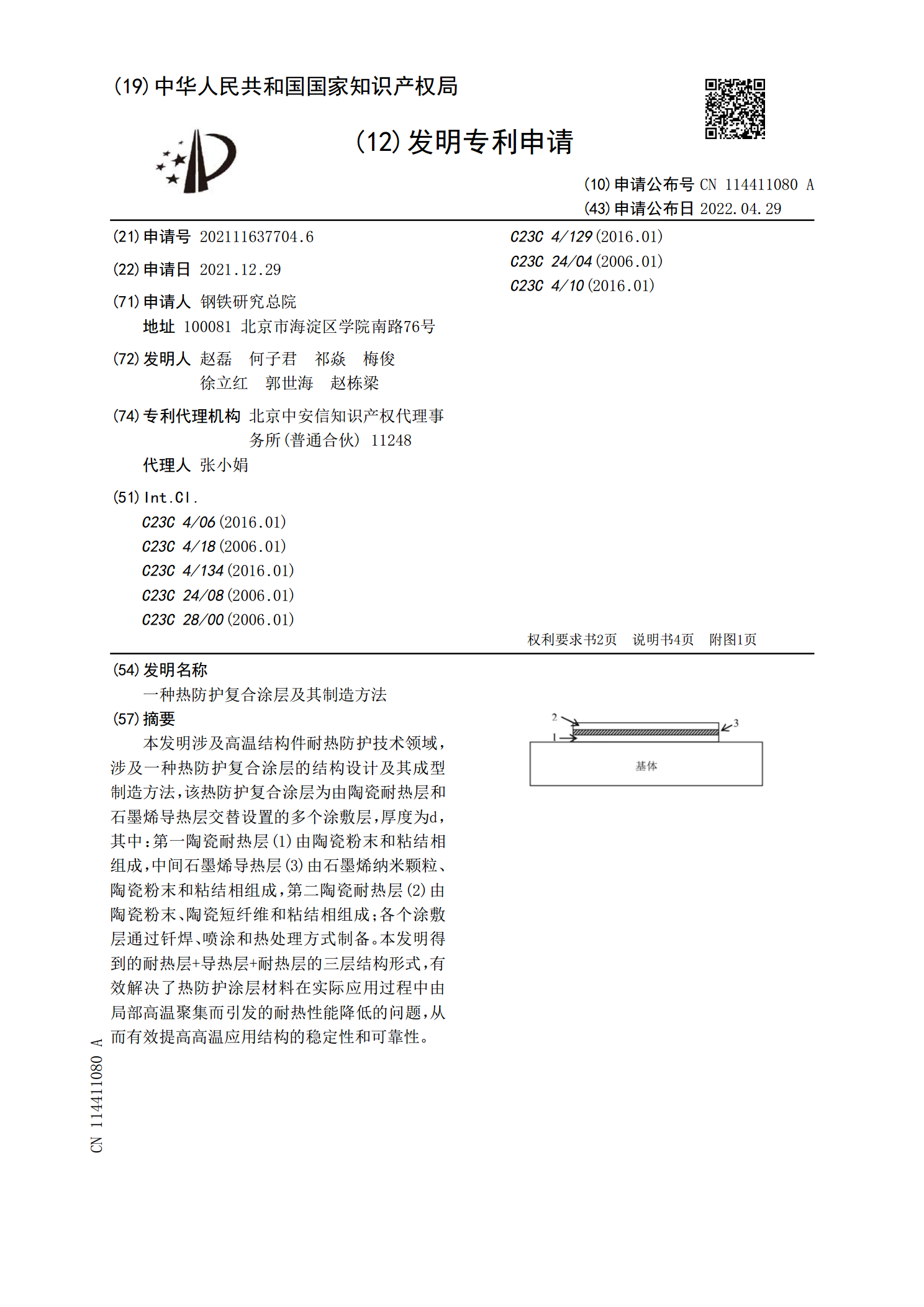
本发明涉及高温结构件耐热防护技术领域,涉及一种热防护复合涂层的结构设计及其成型制造方法,该热防护复合涂层为由陶瓷耐热层和石墨烯导热层交替设置的多个涂敷层,厚度为d,其中:第一陶瓷耐热层(1)由陶瓷粉末和粘结相组成,中间石墨烯导热层(3)由石墨烯纳米颗粒、陶瓷粉末和粘结相组成,第二陶瓷耐热层(2)由陶瓷粉末、陶瓷短纤维和粘结相组成;各个涂敷层通过钎焊、喷涂和热处理方式制备。本发明得到的耐热层+导热层+耐热层的三层结构形式,有效解决了热防护涂层材料在实际应用过程中由局部高温聚集而引发的耐热性能降低的问题,从而
一种自适应热迷彩涂层及其制备方法.pdf
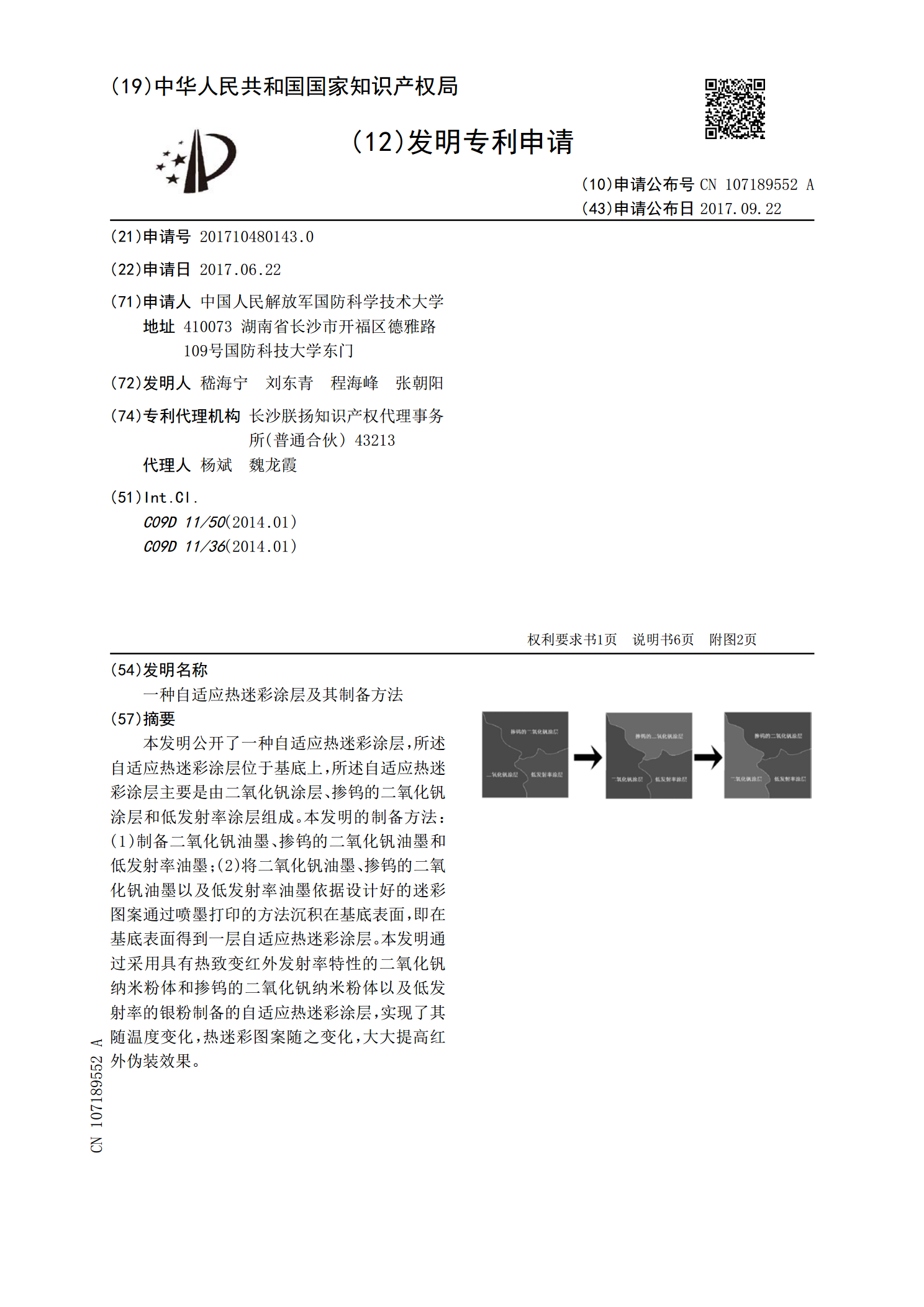
本发明公开了一种自适应热迷彩涂层,所述自适应热迷彩涂层位于基底上,所述自适应热迷彩涂层主要是由二氧化钒涂层、掺钨的二氧化钒涂层和低发射率涂层组成。本发明的制备方法:(1)制备二氧化钒油墨、掺钨的二氧化钒油墨和低发射率油墨;(2)将二氧化钒油墨、掺钨的二氧化钒油墨以及低发射率油墨依据设计好的迷彩图案通过喷墨打印的方法沉积在基底表面,即在基底表面得到一层自适应热迷彩涂层。本发明通过采用具有热致变红外发射率特性的二氧化钒纳米粉体和掺钨的二氧化钒纳米粉体以及低发射率的银粉制备的自适应热迷彩涂层,实现了其随温度变化