
一种蛇形管换热器芯体的制造方法.pdf

英瑞****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种蛇形管换热器芯体的制造方法.pdf
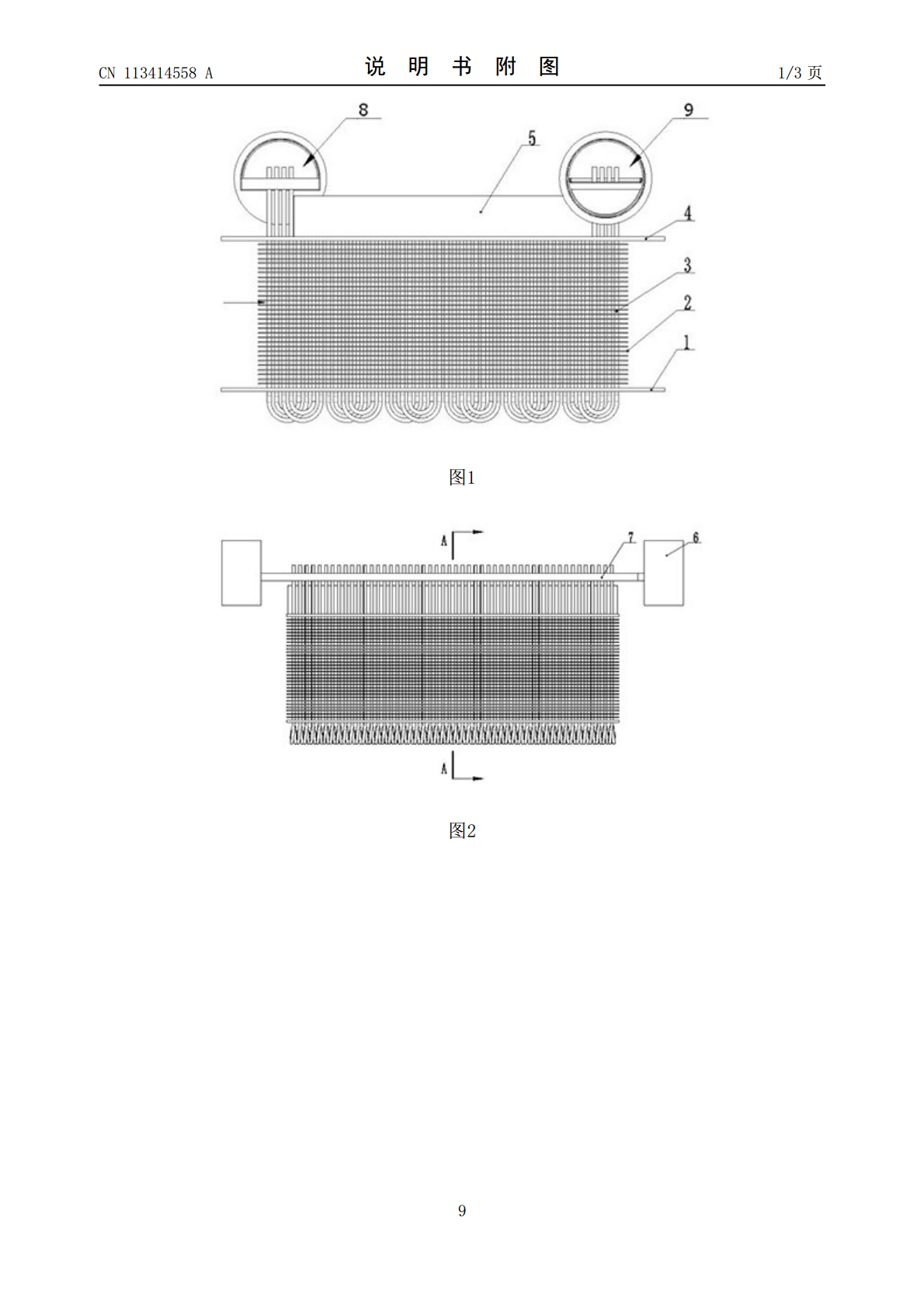
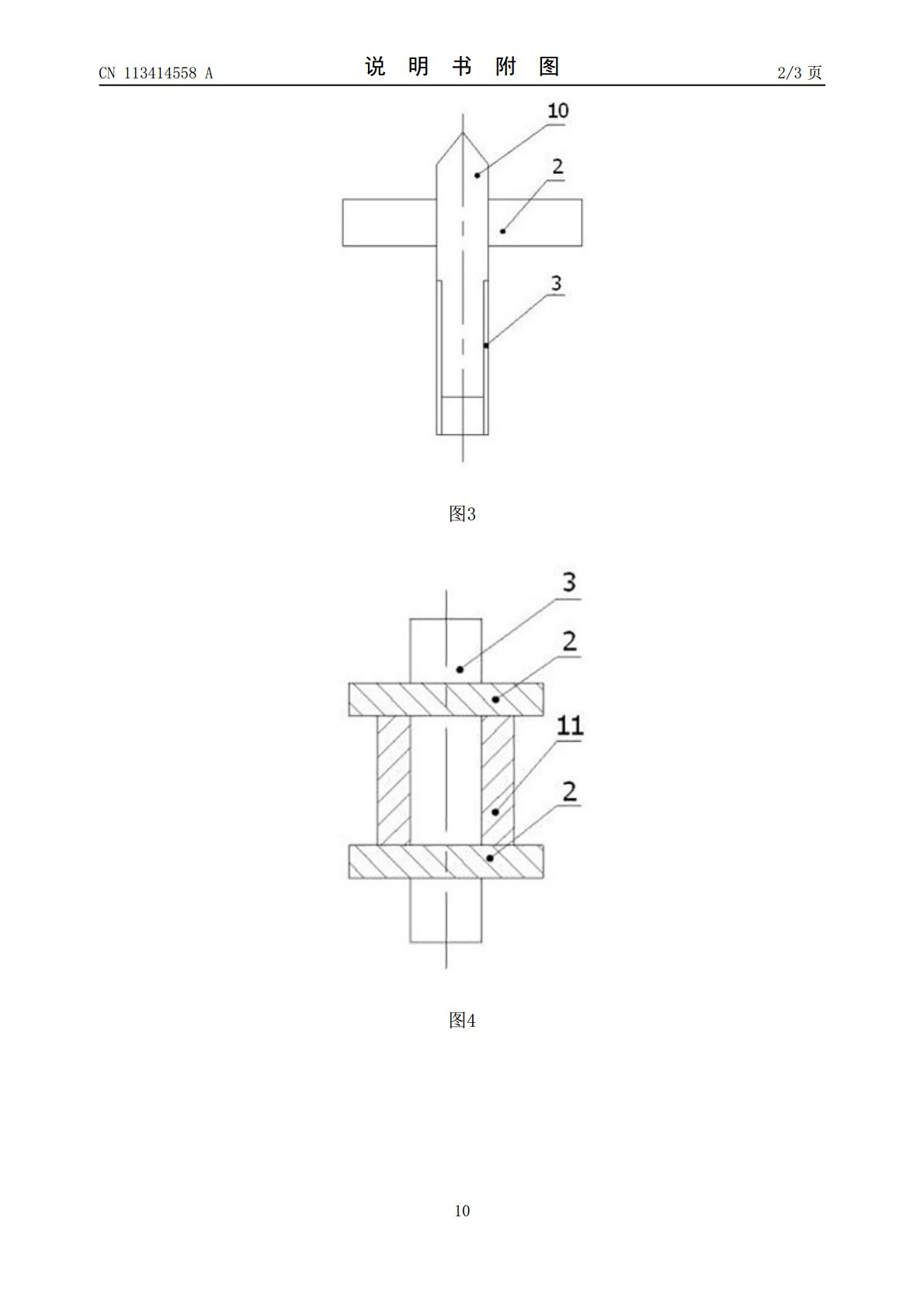
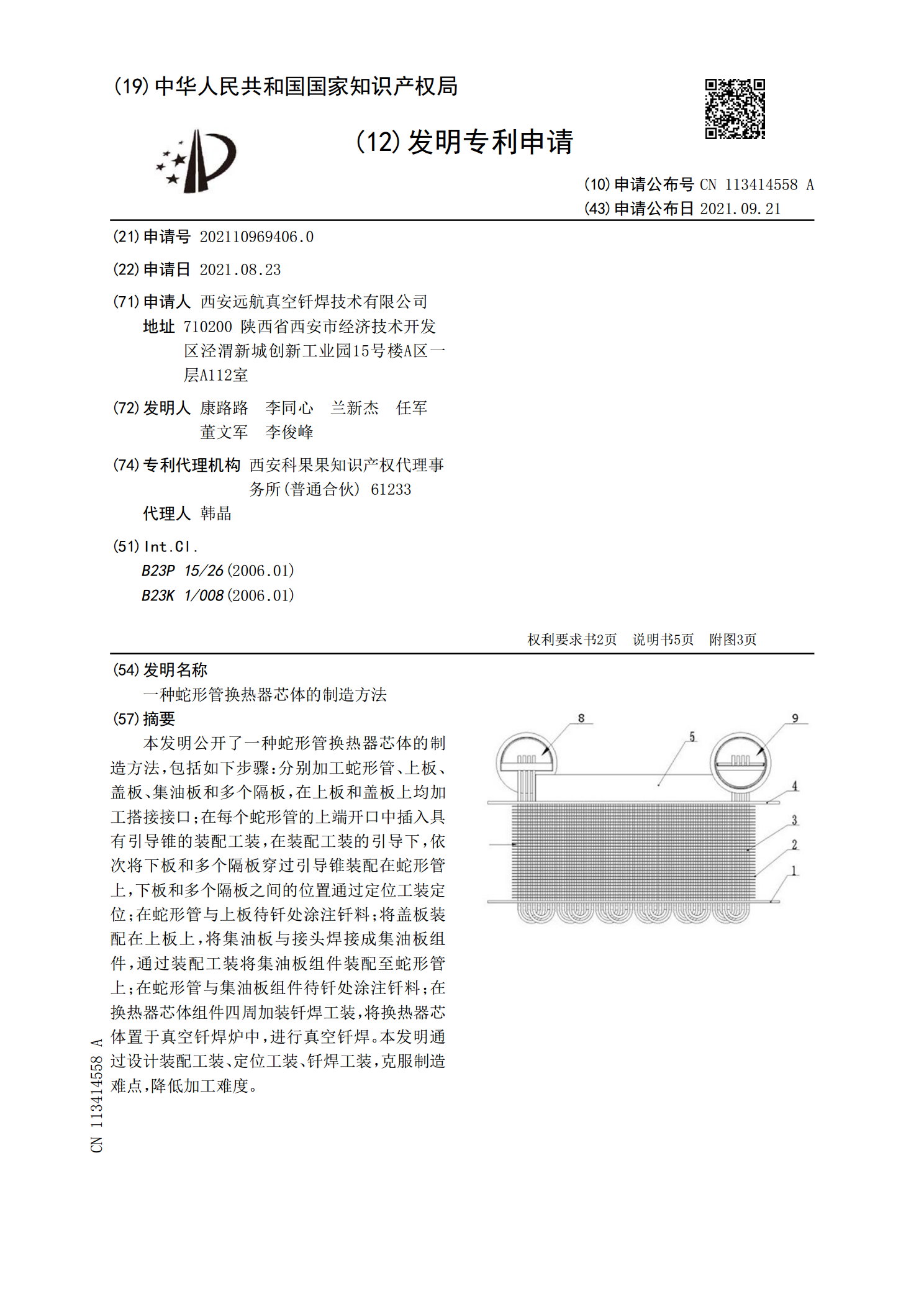
本发明公开了一种蛇形管换热器芯体的制造方法,包括如下步骤:分别加工蛇形管、上板、盖板、集油板和多个隔板,在上板和盖板上均加工搭接接口;在每个蛇形管的上端开口中插入具有引导锥的装配工装,在装配工装的引导下,依次将下板和多个隔板穿过引导锥装配在蛇形管上,下板和多个隔板之间的位置通过定位工装定位;在蛇形管与上板待钎处涂注钎料;将盖板装配在上板上,将集油板与接头焊接成集油板组件,通过装配工装将集油板组件装配至蛇形管上;在蛇形管与集油板组件待钎处涂注钎料;在换热器芯体组件四周加装钎焊工装,将换热器芯体置于真空钎焊炉
一种微通道换热器芯体组件及其制造方法.pdf
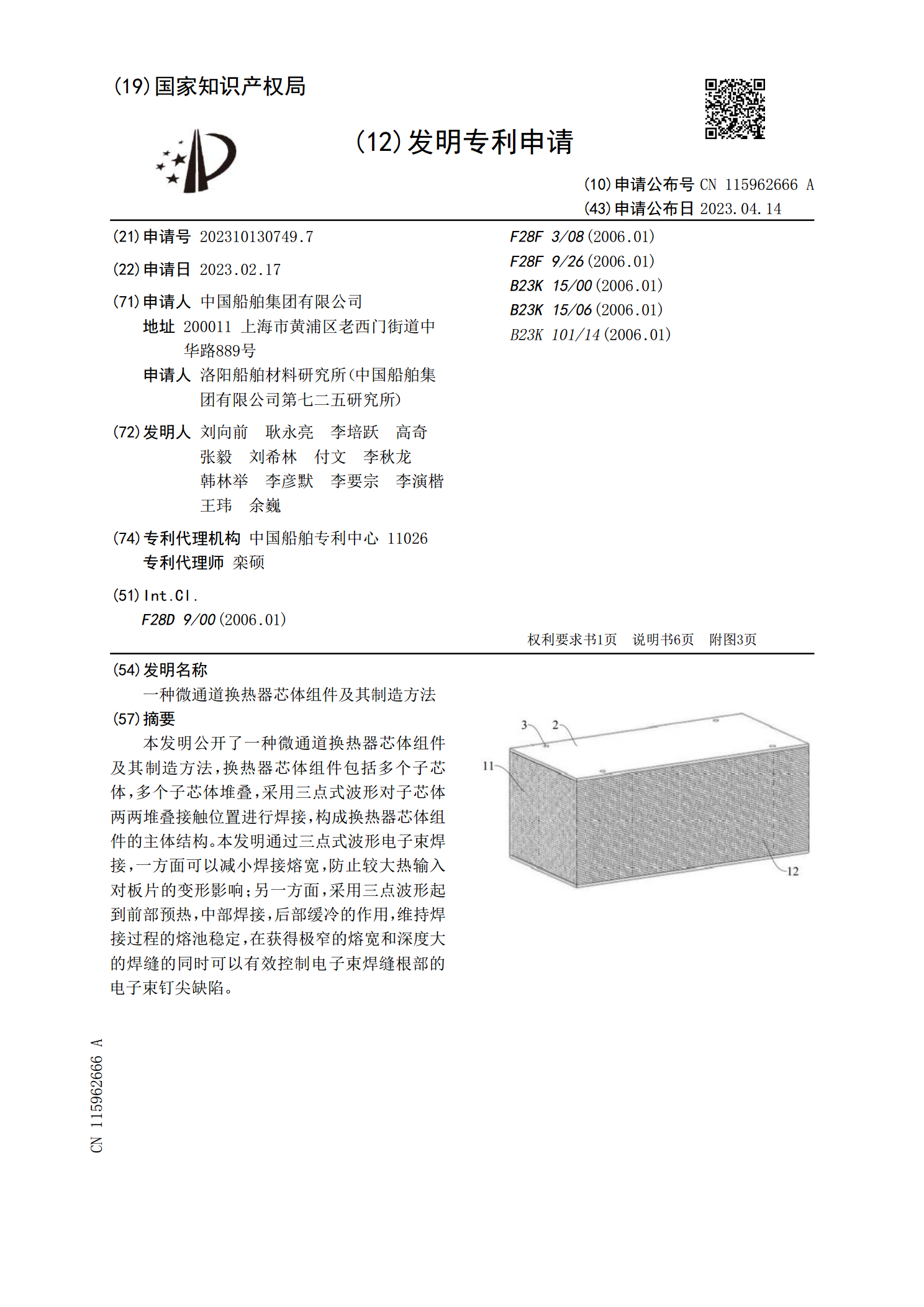
本发明公开了一种微通道换热器芯体组件及其制造方法,换热器芯体组件包括多个子芯体,多个子芯体堆叠,采用三点式波形对子芯体两两堆叠接触位置进行焊接,构成换热器芯体组件的主体结构。本发明通过三点式波形电子束焊接,一方面可以减小焊接熔宽,防止较大热输入对板片的变形影响;另一方面,采用三点波形起到前部预热,中部焊接,后部缓冷的作用,维持焊接过程的熔池稳定,在获得极窄的熔宽和深度大的焊缝的同时可以有效控制电子束焊缝根部的电子束钉尖缺陷。

一种换热板组件、换热器芯体、换热器及换热器制作方法.pdf
本发明公开了一种换热板组件、换热器芯体、换热器及换热器制作方法,换热板组件设置换热板,所述的换热板上设置热量交换区及流体口;至少围绕所述的热量交换区及流体口嵌设密封体,所述的密封体为多个金属丝或金属管并列拼接形成的流道式封闭结构。本发明的换热器组成换热器芯体的换热板之间为迷宫紧压式密封,密封效果好,能耐高温高压;换热器所有部件包括换热板之间连接均为密封连接,所有部件活动可拆,换热板通道堵塞或蚀穿后,便于维修更换;换热芯体外部存在耐压壳体,壳体与芯体之间填充保温装置,同时起到多重防护,能有效防止、监测工质泄
一种高效的蛇形管式换热器.pdf
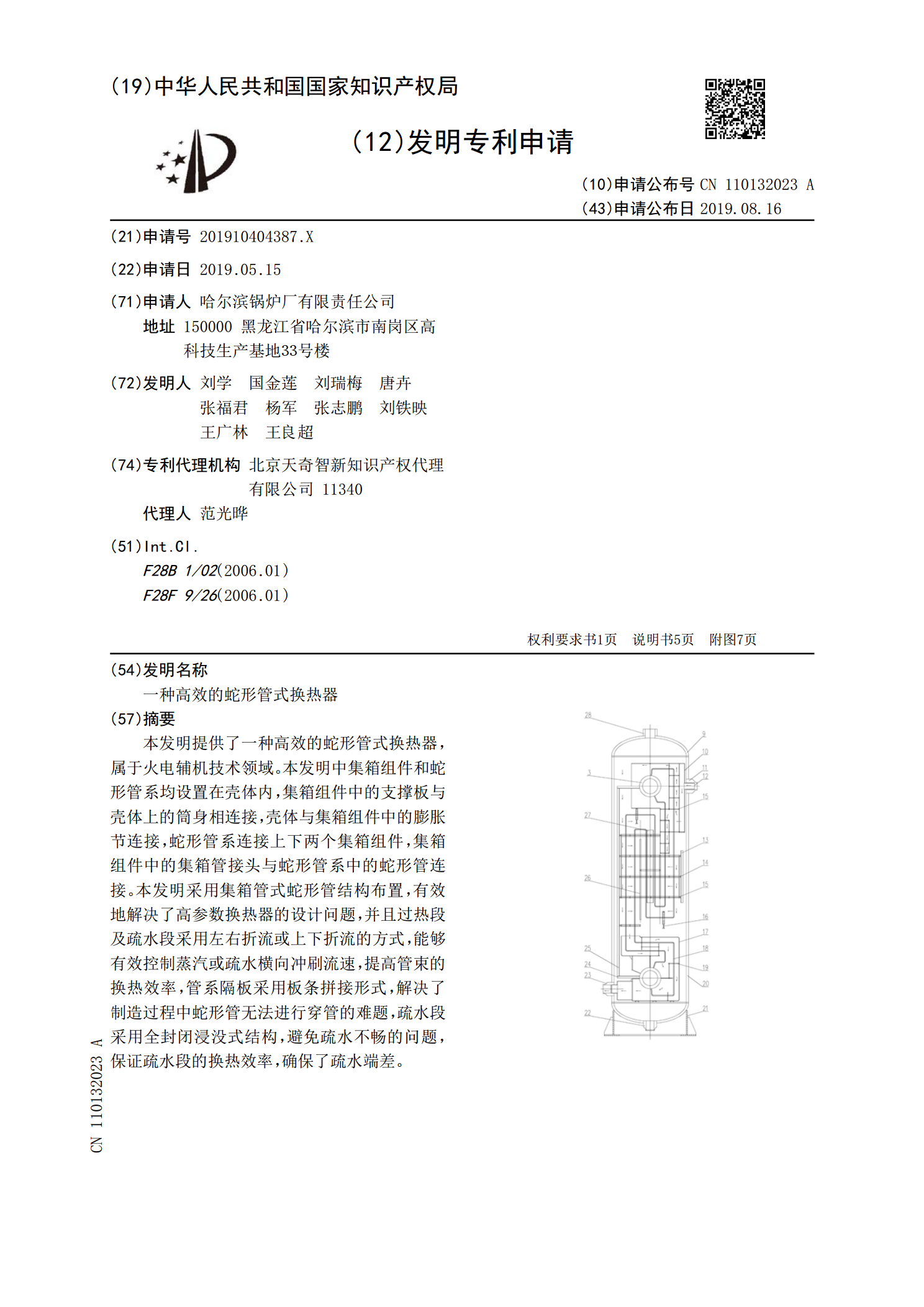
本发明提供了一种高效的蛇形管式换热器,属于火电辅机技术领域。本发明中集箱组件和蛇形管系均设置在壳体内,集箱组件中的支撑板与壳体上的筒身相连接,壳体与集箱组件中的膨胀节连接,蛇形管系连接上下两个集箱组件,集箱组件中的集箱管接头与蛇形管系中的蛇形管连接。本发明采用集箱管式蛇形管结构布置,有效地解决了高参数换热器的设计问题,并且过热段及疏水段采用左右折流或上下折流的方式,能够有效控制蒸汽或疏水横向冲刷流速,提高管束的换热效率,管系隔板采用板条拼接形式,解决了制造过程中蛇形管无法进行穿管的难题,疏水段采用全封闭浸

换热器芯体及换热器.pdf
本实用新型公开了换热器芯体及换热器,涉及到换热器技术领域,所述框体内壁的上下两侧共同固定连接有多个卡槽板,多个所述卡槽板的内壁共同固定连接有S形冷却孔板,所述S形冷却孔板内壁的拐角处均设置有排污装置,所述排污装置包括转动杆,所述转动杆的上下两端分别与S形冷却孔板内壁的相反一侧固定连接,所述转动杆的杆壁转动连接有多个连接块,多个所述连接块的表面均固定连接有多个螺旋叶片板。本实用新型能对流入内部的液体进行过滤处理,并且在拐角容易发生沉积的位置做了储杂质的结构,保证设备的使用效果和使用质量,避免杂质导致芯体内部