
一种铝液浇铸系统及铝液浇铸方法.pdf

Ch****49

1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝液浇铸系统及铝液浇铸方法.pdf
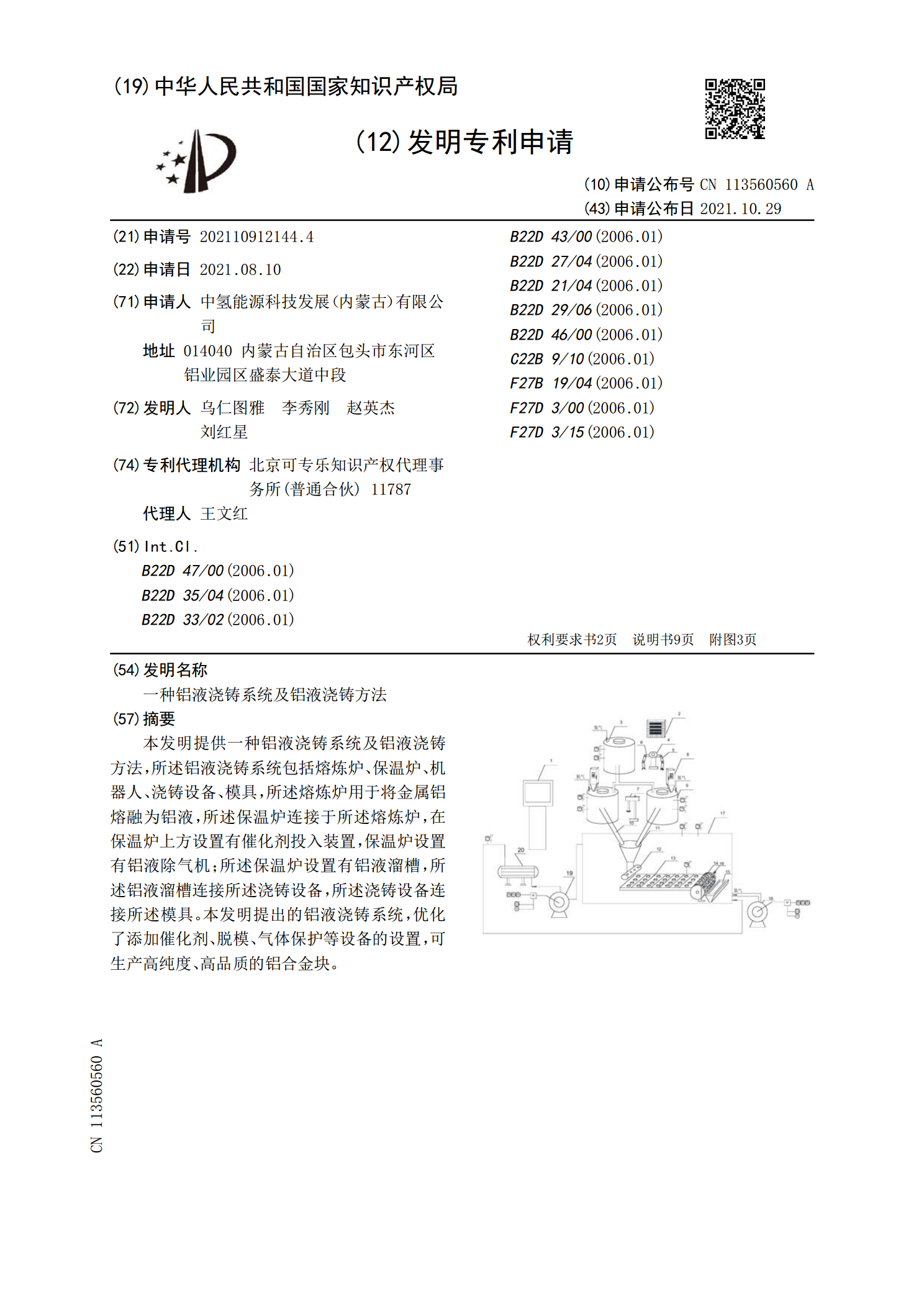
本发明提供一种铝液浇铸系统及铝液浇铸方法,所述铝液浇铸系统包括熔炼炉、保温炉、机器人、浇铸设备、模具,所述熔炼炉用于将金属铝熔融为铝液,所述保温炉连接于所述熔炼炉,在保温炉上方设置有催化剂投入装置,保温炉设置有铝液除气机;所述保温炉设置有铝液溜槽,所述铝液溜槽连接所述浇铸设备,所述浇铸设备连接所述模具。本发明提出的铝液浇铸系统,优化了添加催化剂、脱模、气体保护等设备的设置,可生产高纯度、高品质的铝合金块。

一种浇铸用铝液熔炉.pdf
本发明涉及熔炉技术领域,具体为一种浇铸用铝液熔炉,包括炉体、炉盖、吊板、气缸、投料仓、排烟筒、炉腔、加热棒、坩埚及排烟口,所述炉盖活动安装于炉体的上端中心处,所述吊板固定安装于炉盖的上端,所述气缸固定安装于炉体的左侧上部,且气缸的上端与吊板的下端左侧固定连接,所述投料仓固定安装于吊板的上端右侧,且投料仓贯穿于吊板及炉盖与炉体相连通,所述排烟筒固定安装于炉体的右侧上部,所述炉腔开设于炉体的内部中心处,该浇铸用铝液熔炉能够有效降低坩埚与加热棒之间的粘粘同时可以去除铝液中的锰杂质,提高铝液纯度,并且,能够随着坩
一种浇铸用铝液熔炉.pdf
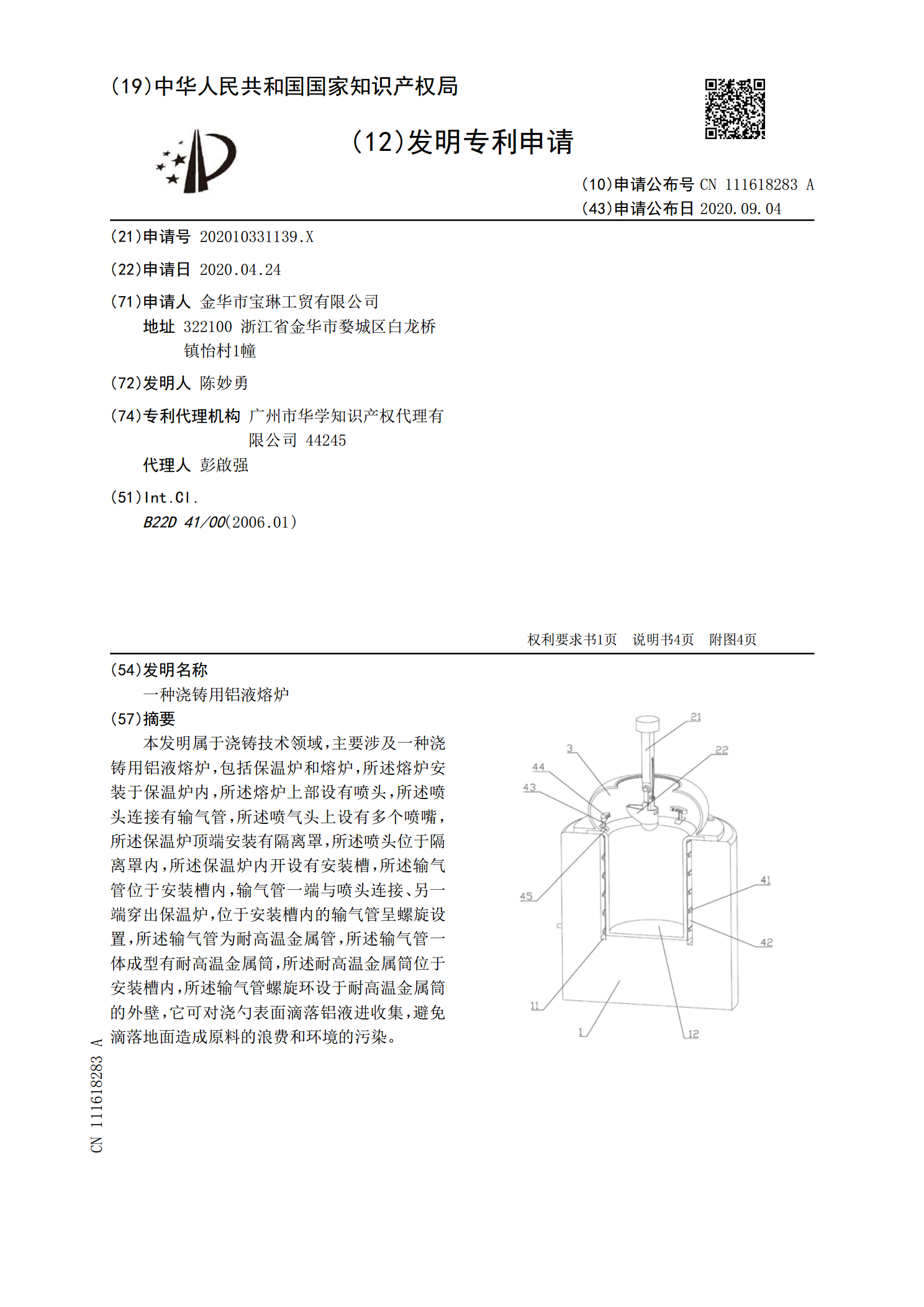
本发明属于浇铸技术领域,主要涉及一种浇铸用铝液熔炉,包括保温炉和熔炉,所述熔炉安装于保温炉内,所述熔炉上部设有喷头,所述喷头连接有输气管,所述喷气头上设有多个喷嘴,所述保温炉顶端安装有隔离罩,所述喷头位于隔离罩内,所述保温炉内开设有安装槽,所述输气管位于安装槽内,输气管一端与喷头连接、另一端穿出保温炉,位于安装槽内的输气管呈螺旋设置,所述输气管为耐高温金属管,所述输气管一体成型有耐高温金属筒,所述耐高温金属筒位于安装槽内,所述输气管螺旋环设于耐高温金属筒的外壁,它可对浇勺表面滴落铝液进收集,避免滴落地面造
一种铝液用浇铸装置.pdf
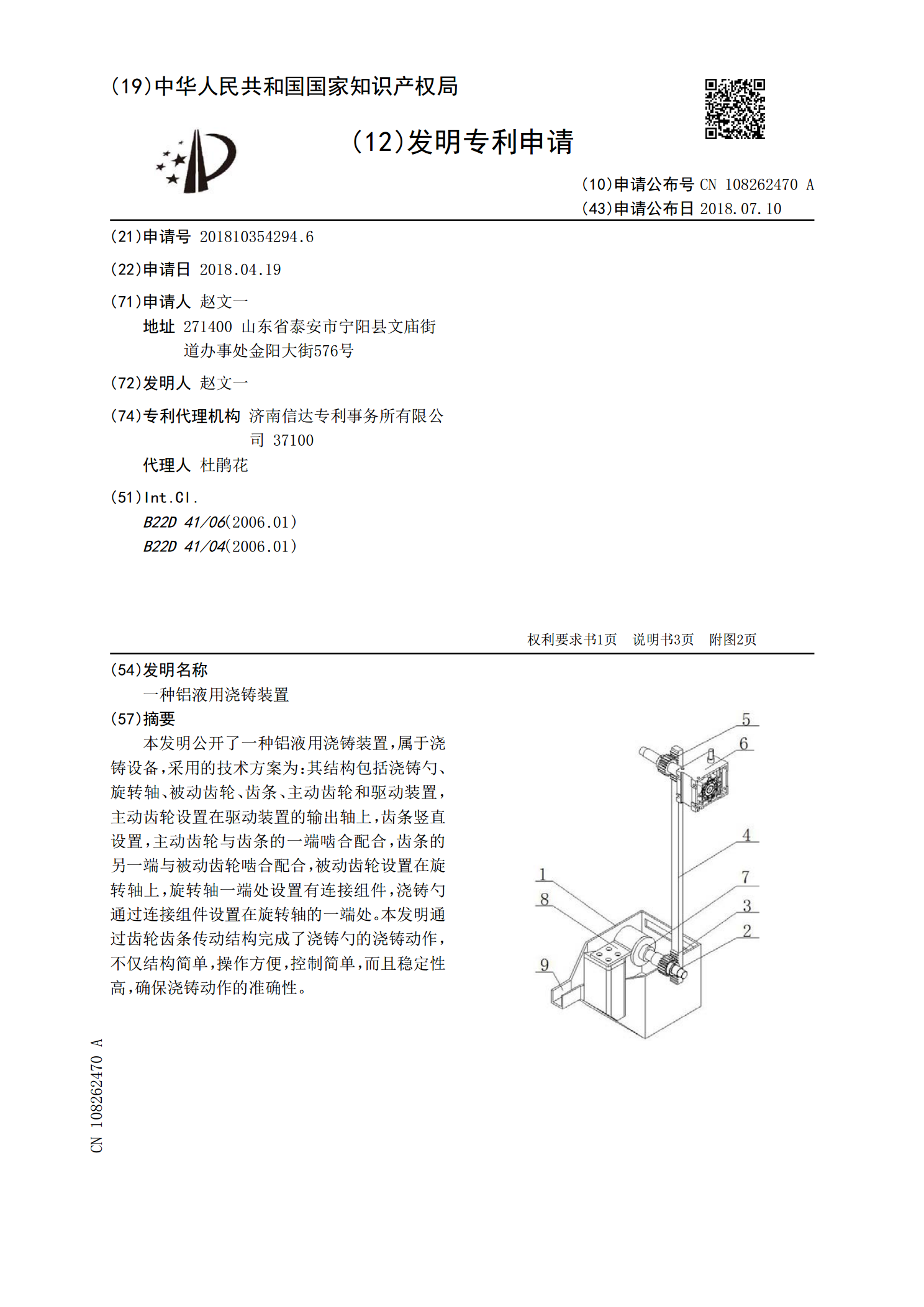
本发明公开了一种铝液用浇铸装置,属于浇铸设备,采用的技术方案为:其结构包括浇铸勺、旋转轴、被动齿轮、齿条、主动齿轮和驱动装置,主动齿轮设置在驱动装置的输出轴上,齿条竖直设置,主动齿轮与齿条的一端啮合配合,齿条的另一端与被动齿轮啮合配合,被动齿轮设置在旋转轴上,旋转轴一端处设置有连接组件,浇铸勺通过连接组件设置在旋转轴的一端处。本发明通过齿轮齿条传动结构完成了浇铸勺的浇铸动作,不仅结构简单,操作方便,控制简单,而且稳定性高,确保浇铸动作的准确性。
铝及铝合金铸造用浇包及铝液或铝合金液浇铸方法.pdf
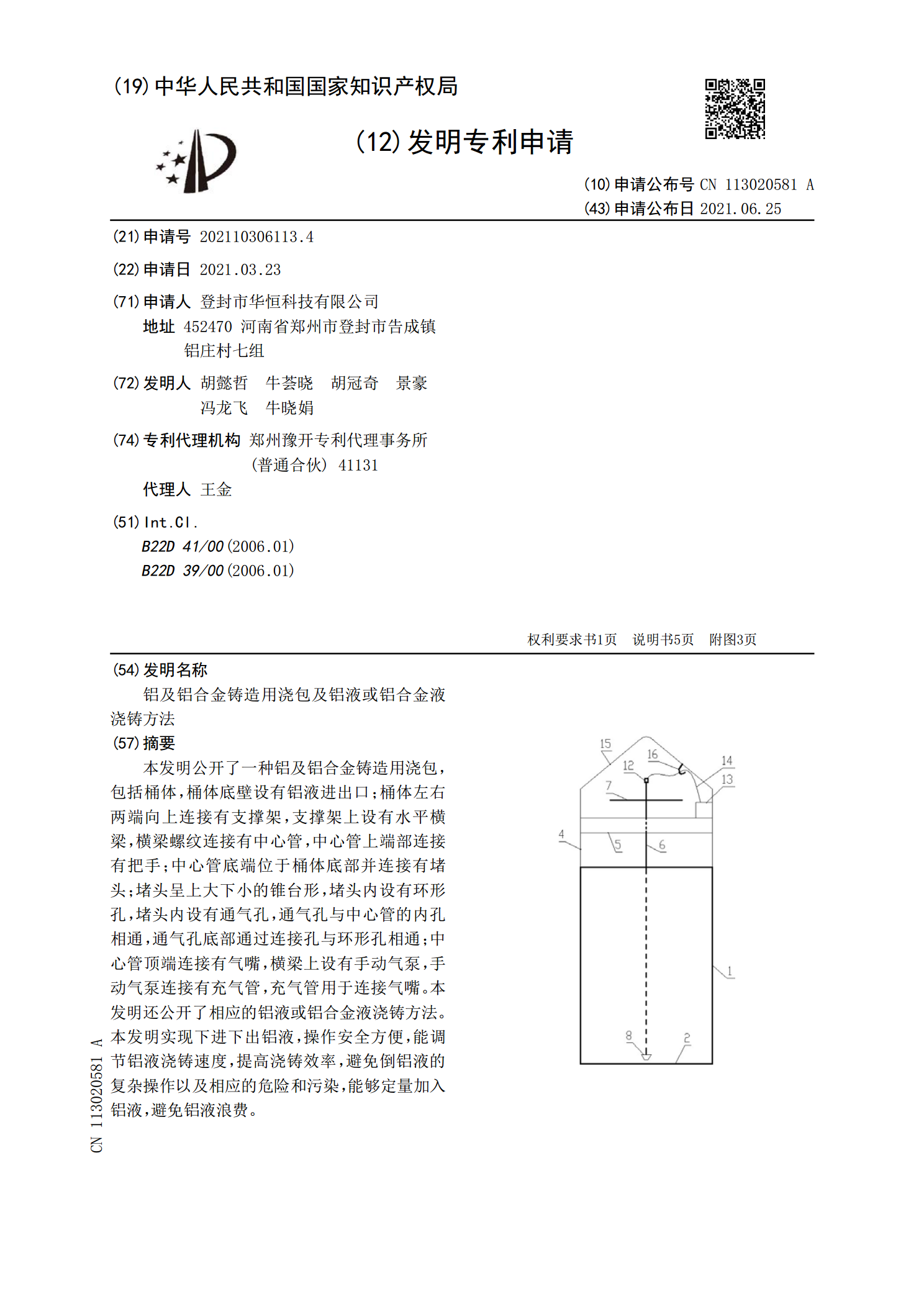
本发明公开了一种铝及铝合金铸造用浇包,包括桶体,桶体底壁设有铝液进出口;桶体左右两端向上连接有支撑架,支撑架上设有水平横梁,横梁螺纹连接有中心管,中心管上端部连接有把手;中心管底端位于桶体底部并连接有堵头;堵头呈上大下小的锥台形,堵头内设有环形孔,堵头内设有通气孔,通气孔与中心管的内孔相通,通气孔底部通过连接孔与环形孔相通;中心管顶端连接有气嘴,横梁上设有手动气泵,手动气泵连接有充气管,充气管用于连接气嘴。本发明还公开了相应的铝液或铝合金液浇铸方法。本发明实现下进下出铝液,操作安全方便,能调节铝液浇铸速度