
铝及铝合金铸造用浇包及铝液或铝合金液浇铸方法.pdf

是你****盟主


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝及铝合金铸造用浇包及铝液或铝合金液浇铸方法.pdf
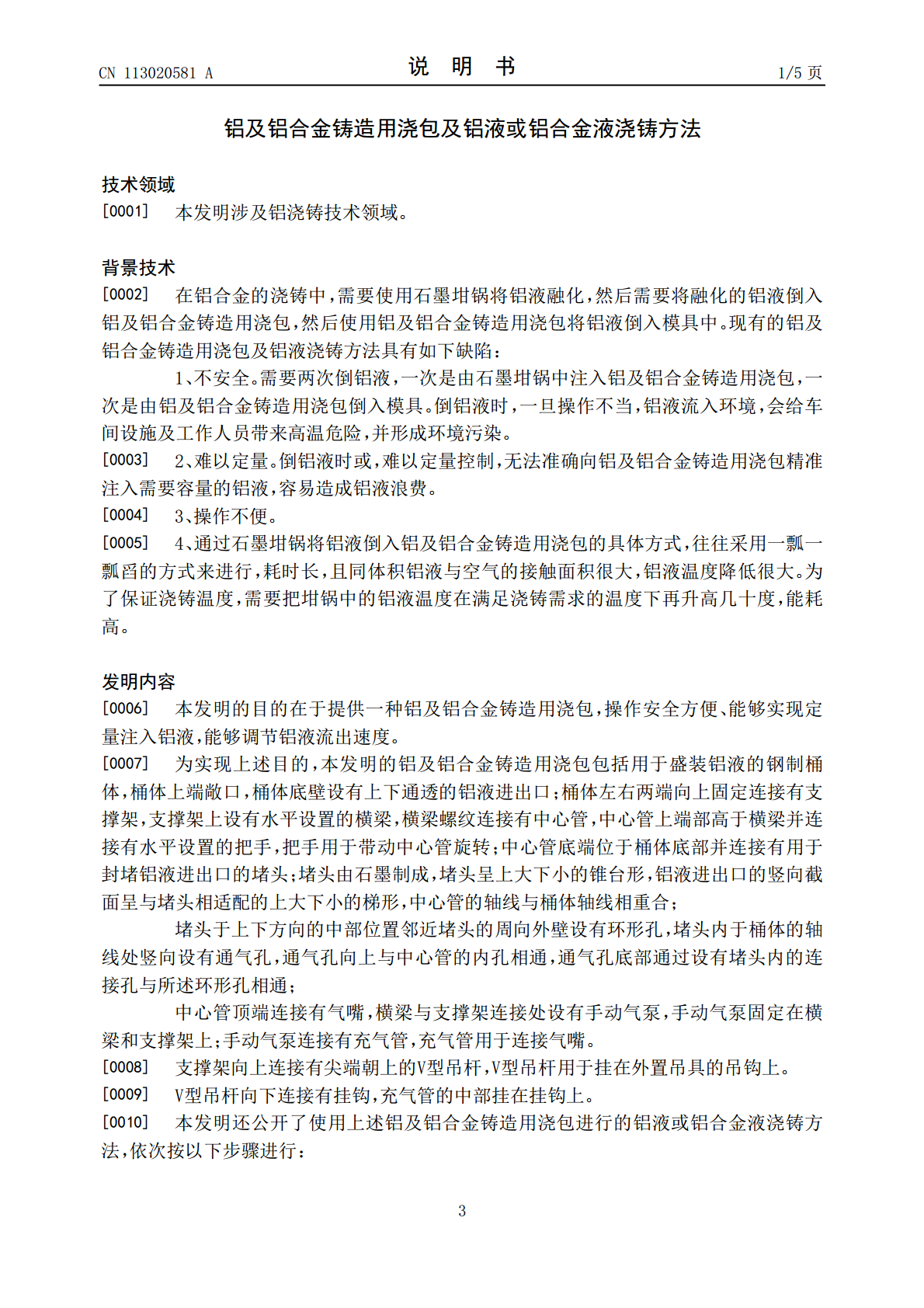
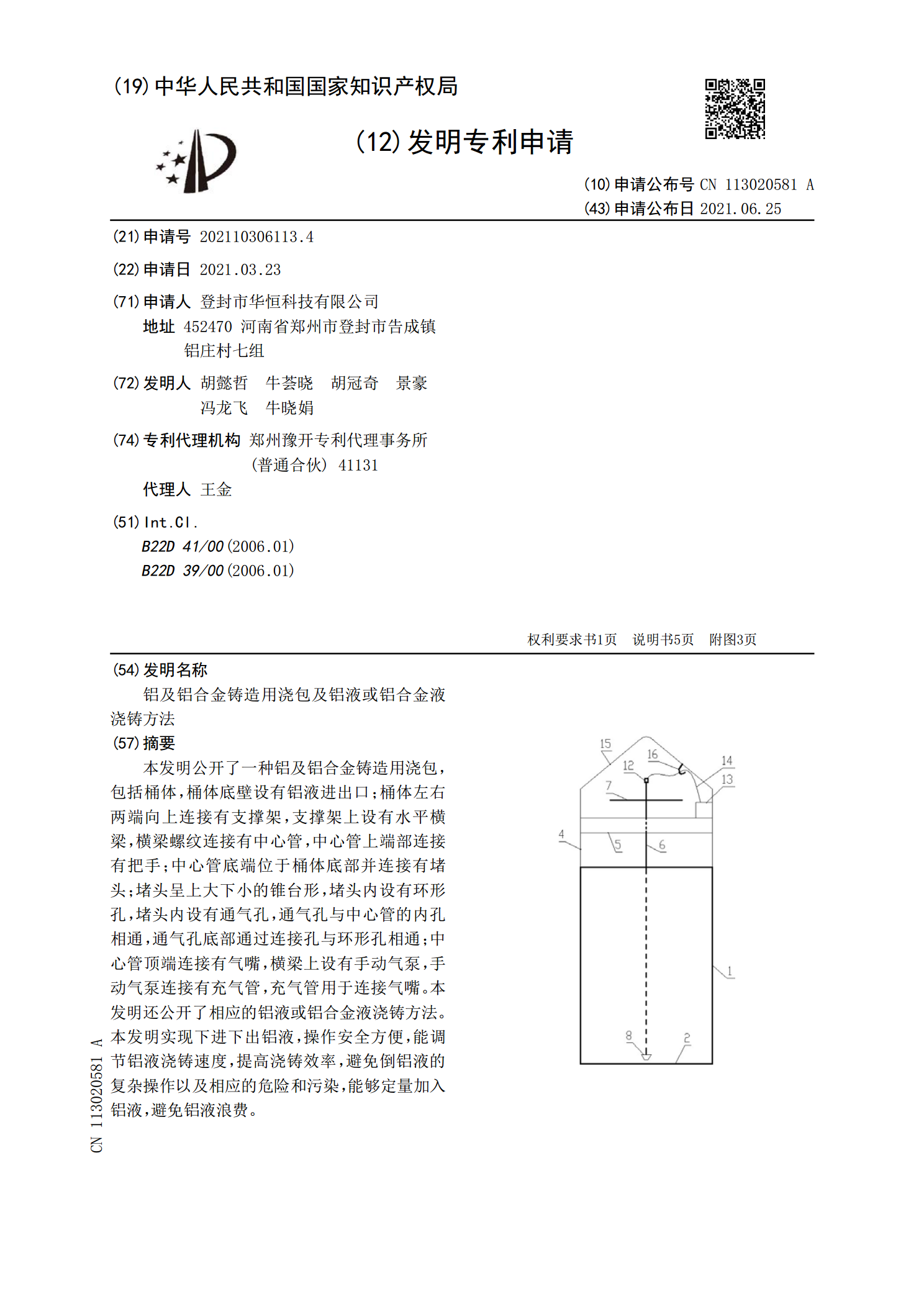
本发明公开了一种铝及铝合金铸造用浇包,包括桶体,桶体底壁设有铝液进出口;桶体左右两端向上连接有支撑架,支撑架上设有水平横梁,横梁螺纹连接有中心管,中心管上端部连接有把手;中心管底端位于桶体底部并连接有堵头;堵头呈上大下小的锥台形,堵头内设有环形孔,堵头内设有通气孔,通气孔与中心管的内孔相通,通气孔底部通过连接孔与环形孔相通;中心管顶端连接有气嘴,横梁上设有手动气泵,手动气泵连接有充气管,充气管用于连接气嘴。本发明还公开了相应的铝液或铝合金液浇铸方法。本发明实现下进下出铝液,操作安全方便,能调节铝液浇铸速度
一种铝液浇铸系统及铝液浇铸方法.pdf
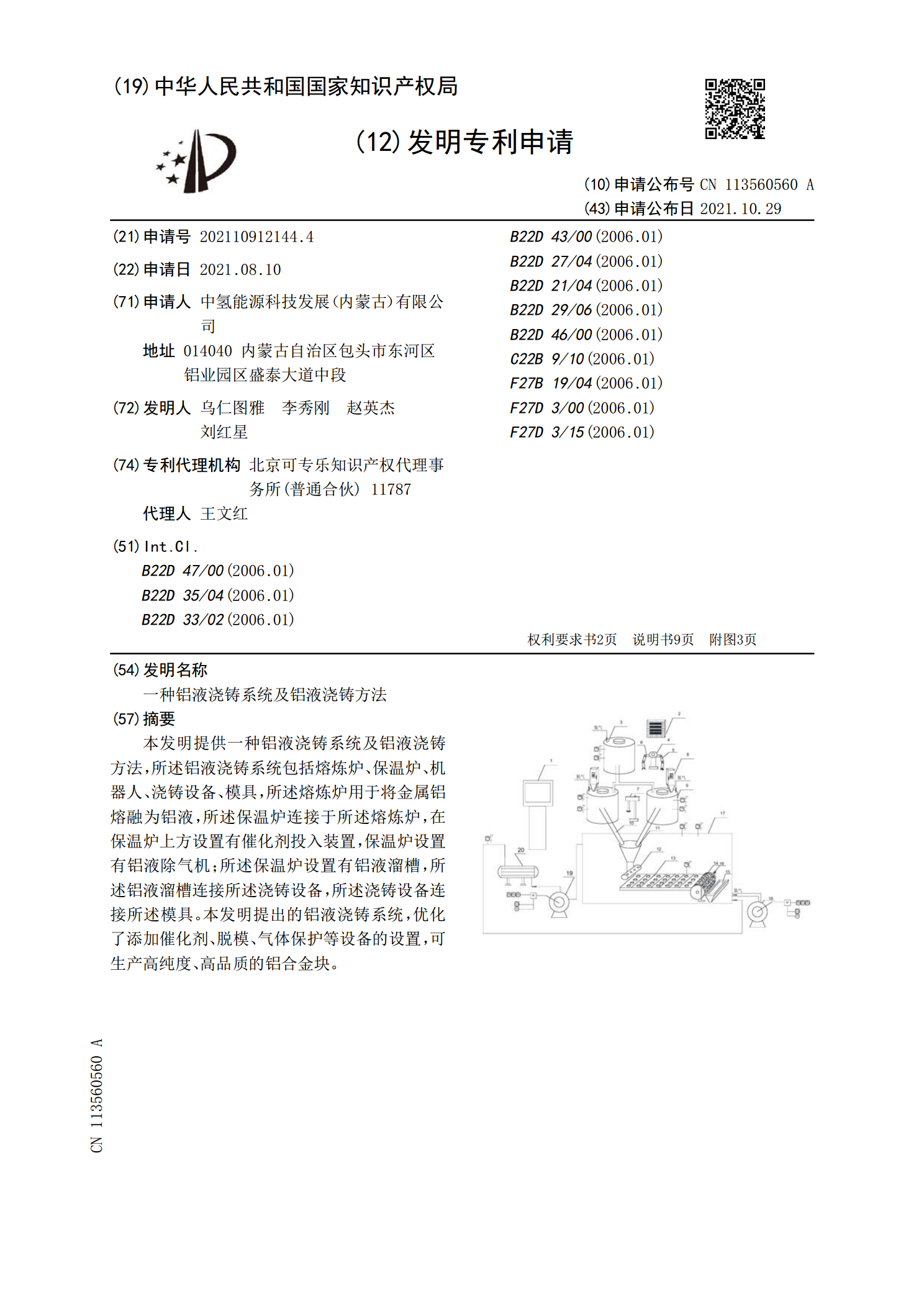
本发明提供一种铝液浇铸系统及铝液浇铸方法,所述铝液浇铸系统包括熔炼炉、保温炉、机器人、浇铸设备、模具,所述熔炼炉用于将金属铝熔融为铝液,所述保温炉连接于所述熔炼炉,在保温炉上方设置有催化剂投入装置,保温炉设置有铝液除气机;所述保温炉设置有铝液溜槽,所述铝液溜槽连接所述浇铸设备,所述浇铸设备连接所述模具。本发明提出的铝液浇铸系统,优化了添加催化剂、脱模、气体保护等设备的设置,可生产高纯度、高品质的铝合金块。
变形铝合金铸造过程中的铝液液面高度的控制方法.pdf
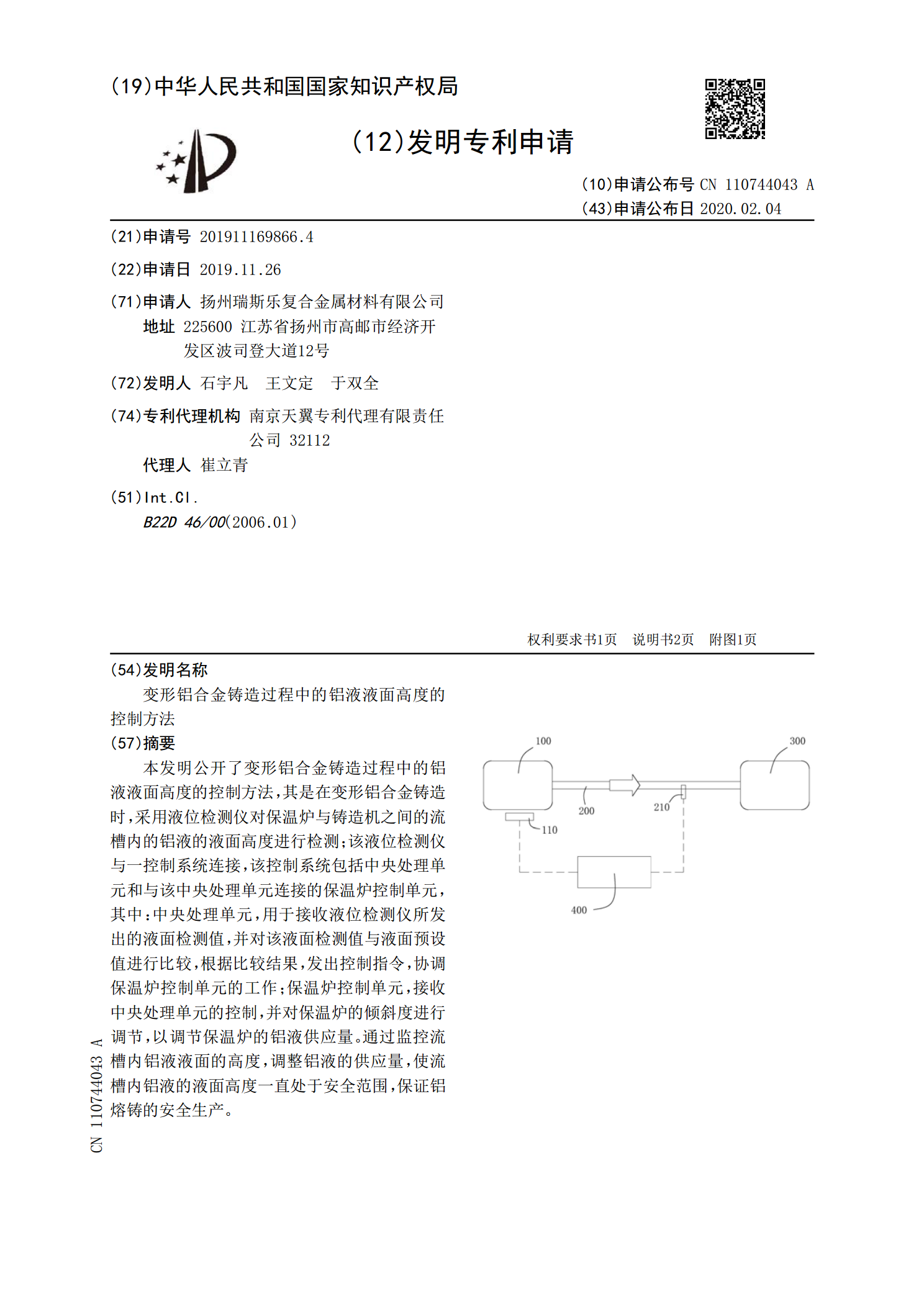
本发明公开了变形铝合金铸造过程中的铝液液面高度的控制方法,其是在变形铝合金铸造时,采用液位检测仪对保温炉与铸造机之间的流槽内的铝液的液面高度进行检测;该液位检测仪与一控制系统连接,该控制系统包括中央处理单元和与该中央处理单元连接的保温炉控制单元,其中:中央处理单元,用于接收液位检测仪所发出的液面检测值,并对该液面检测值与液面预设值进行比较,根据比较结果,发出控制指令,协调保温炉控制单元的工作;保温炉控制单元,接收中央处理单元的控制,并对保温炉的倾斜度进行调节,以调节保温炉的铝液供应量。通过监控流槽内铝液液

用于铝合金金属铸件铸造的铝液传输装置.pdf
本申请涉及金属铸造技术的领域,具体为一种用于铝合金金属铸件铸造的铝液传输装置,其包括位于熔炼炉和浇铸装置之间的机架,所述机架上设置有环形传输带,所述环形传输带上间隔设置有多个用于转移铝液的传输箱,每个所述传输箱上端均配有盖体,所述机架上设置有防护罩箱,所述环形传输带位于防护罩箱中,所述防护罩箱中设置有保温结构。本申请在传输的过程中,由于传输箱上配有盖体,从而在传输的过程中铝液不会始终与空气相接触,从而减少了与污染源接触的可能性,在传输的过程中也极少出现氧化的现象,从而能够保证铝液的质量,进而能够提高铝合金

铝合金车轮低压铸造铝液转运系统.pdf
铝合金车轮低压铸造铝液转运系统,由地面导轨(1)、铝液转运煲(3)、转运行走小车(2)和倾倒机构(4)组成,其特征在于:所述的铝液转运煲(3)固定在行走小车(2)上,行走小车(2)由电机驱动沿着地面导轨上行走,行走小车(2)上活动安装有倾倒机构(4),铝液转运煲(3)可倾倒。本发明铝液转运煲上增加转运行走小车和倾倒机构,铝液转运行走小车载着铝液转运煲由电机驱动沿着地面导轨匀速行走,铝液转运小车始终在地面专用导轨上行驶,其行驶速度匀速可控,铝液转运的安全性即可得到最大程度的保证。