
风电用钢板及其生产方法.pdf

元容****少女


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
风电用钢板及其生产方法.pdf
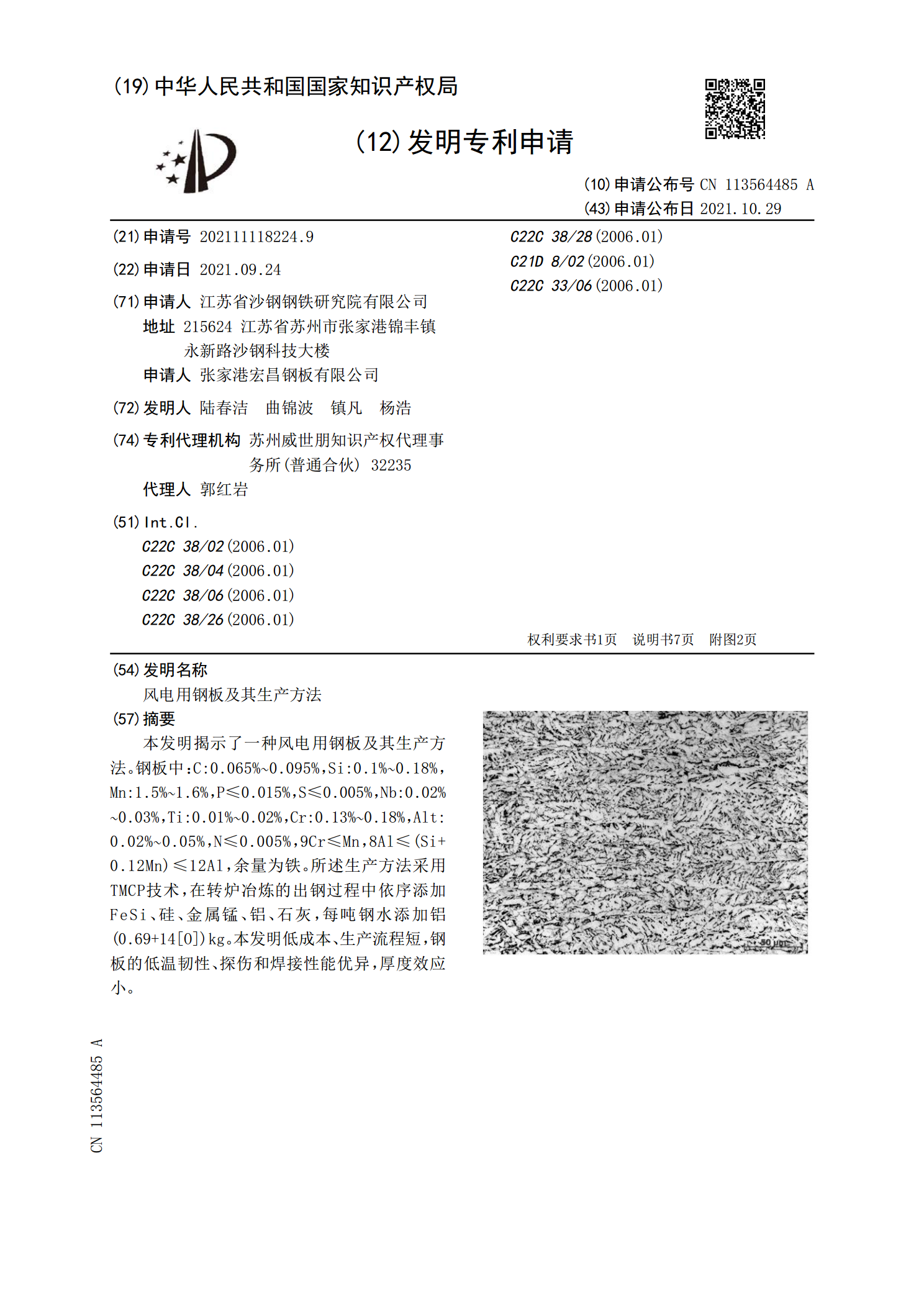
本发明揭示了一种风电用钢板及其生产方法。钢板中:C:0.065%~0.095%,Si:0.1%~0.18%,Mn:1.5%~1.6%,P≤0.015%,S≤0.005%,Nb:0.02%~0.03%,Ti:0.01%~0.02%,Cr:0.13%~0.18%,Alt:0.02%~0.05%,N≤0.005%,9Cr≤Mn,8Al≤(Si+0.12Mn)≤12Al,余量为铁。所述生产方法采用TMCP技术,在转炉冶炼的出钢过程中依序添加FeSi、硅、金属锰、铝、石灰,每吨钢水添加铝(0.69+14[O])kg

一种正火DH36风电用钢板及其制备方法.pdf
本发明公开了一种正火DH36风电用钢板及其制备方法。按照需要称量各组分混合得铁水、铁水KR机械搅拌脱硫、转炉吹氧冶炼、LF精炼、RH真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、加速冷却、下线堆冷出堆、超声探伤、抛丸、正火、钢板加速冷却、火切、入库。其中板坯再加热阶段,加热温度控制在1150~1250℃,在炉时间不小于1.0min/mm;粗轧温度控制在1000~1100℃,终轧温度为860~900℃;钢板正火温度880~900℃,正火在炉时间不小于2.0min/mm,正火后冷却
一种改善风电用宽厚规格钢板冲击韧性的生产方法.pdf
本发明涉及风电用钢,尤其涉及一种改善风电用宽厚规格钢板冲击韧性的生产方法。采用低温加热,控制加热段和均热段烧钢温度,控制均热段在炉时间和在炉总时间,进而控制原始晶粒尺寸;采用大压下控轧技术,进行三阶段控制轧制,通过在热轧过程中控制母相奥氏体的状态以及控制相变过程中的变化过程来实现应变积累程度从而实现晶粒细化,本发明解决了因低温韧性指标较高,生产过程中风电用宽厚规格钢板因受限于坯料尺寸影响,冲击性能受到大幅影响,出现冲击离散的问题,提高了钢板的冲击韧性。

一种厚规格的正火工艺抗疲劳风电用钢板及其制备方法.pdf
本发明公开了一种厚规格的正火工艺抗疲劳风电用钢板及其制备方法。该风电用钢的化学成分及其质量百分比为:C:0.13~0.17%,Si:0.35~0.45%,Mn:1.45~1.60%,Nb:0.025~0.040%,Al;0.025~0.045%,Ti:0.01~0.02%,Ni:0.30~0.50%,Cr:0.10~0.20%,V:0.05~0.07%,Cu≤0.10%,N≤0.01%,Mo≤0.001%,P≤0.012%,S≤0.005%,其余为Fe和不可避免的杂质。该风电用钢利用钢坯加热、轧制、快速冷
一种电渣成材调质水电用钢板及其生产方法.pdf
本发明公开了一种电渣成材调质水电用钢板及其生产方法,所述钢板化学成分组成及其质量百分含量为:C:0.13~0.18%,Si:0.20~0.50%,Mn:0.90~1.30%,P≤0.015%,S≤0.005%,Ni:0.60~1.25%,Cr:0.30~0.60%,Mo:0.40~0.60%,Nb:0.020~0.050%,TAl:0.020~0.050%,余量为Fe和不可避免的杂质;所述生产方法包括冶炼、连铸、电渣重熔、加热、轧制、退火和热处理工序。本发明所得钢板具有良好的各向同性、冲击韧性和Z向性能,