
一种高强度铝合金焊丝制备工艺.pdf

梅雪****67

1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度铝合金焊丝制备工艺.pdf
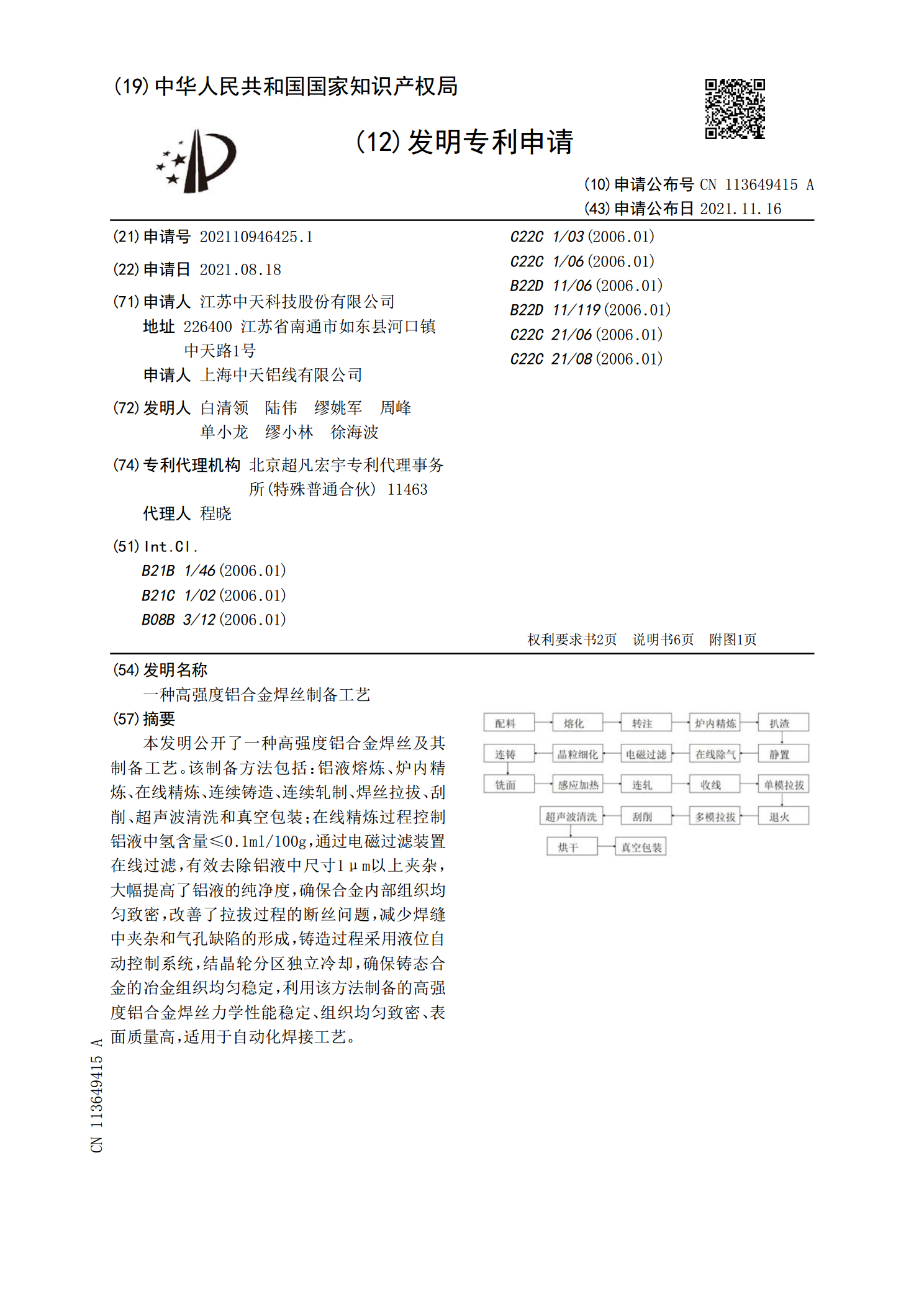
本发明公开了一种高强度铝合金焊丝及其制备工艺。该制备方法包括:铝液熔炼、炉内精炼、在线精炼、连续铸造、连续轧制、焊丝拉拔、刮削、超声波清洗和真空包装;在线精炼过程控制铝液中氢含量≤0.1ml/100g,通过电磁过滤装置在线过滤,有效去除铝液中尺寸1μm以上夹杂,大幅提高了铝液的纯净度,确保合金内部组织均匀致密,改善了拉拔过程的断丝问题,减少焊缝中夹杂和气孔缺陷的形成,铸造过程采用液位自动控制系统,结晶轮分区独立冷却,确保铸态合金的冶金组织均匀稳定,利用该方法制备的高强度铝合金焊丝力学性能稳定、组织均匀致密
一种高强度稀土铝合金焊丝及其制备方法.pdf
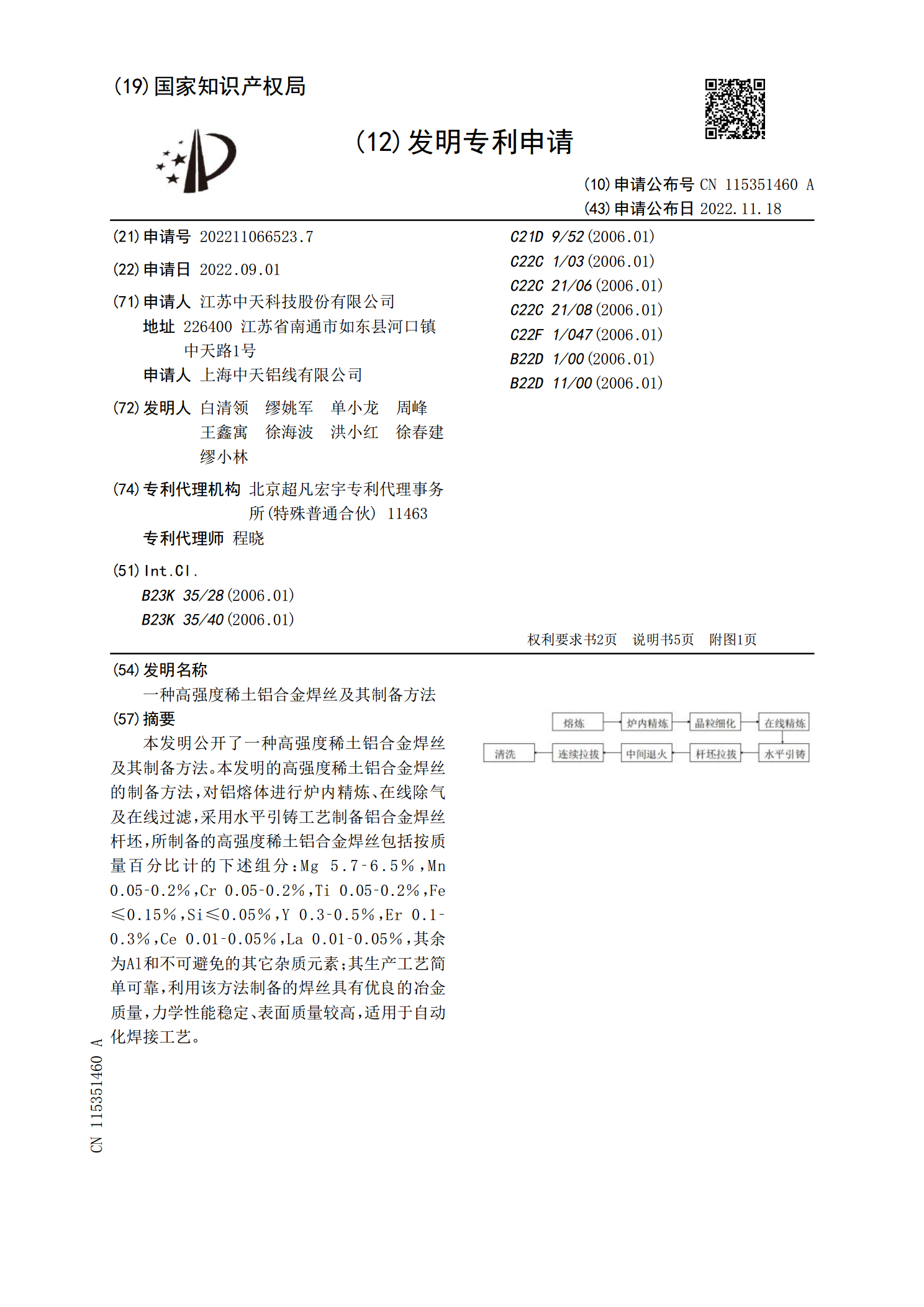
本发明公开了一种高强度稀土铝合金焊丝及其制备方法。本发明的高强度稀土铝合金焊丝的制备方法,对铝熔体进行炉内精炼、在线除气及在线过滤,采用水平引铸工艺制备铝合金焊丝杆坯,所制备的高强度稀土铝合金焊丝包括按质量百分比计的下述组分:Mg5.7‑6.5%,Mn0.05‑0.2%,Cr0.05‑0.2%,Ti0.05‑0.2%,Fe≤0.15%,Si≤0.05%,Y0.3‑0.5%,Er0.1‑0.3%,Ce0.01‑0.05%,La0.01‑0.05%,其余为Al和不可避免的其它杂质元素;其生产工

一种铝合金焊丝制备方法及其制备的铝合金焊丝.pdf
本发明提供了一种铝合金焊丝制备方法及其制备的铝合金焊丝,方法包括:将铝锭加入到感应电炉中,熔化并升温至850℃~880℃,然后将感应电炉调整为搅拌模式;将氟钛酸钾、氟硼酸钾、铌粉混合料加入感应电炉内,反应后倾倒出合金表面上的熔盐;加入氟化钙清理合金表面剩余熔盐,清理完毕后,将合金温度降至800℃‑830℃,用旋转除气机通氩气进行精炼除气;精炼除气完毕清理合金表面浮渣后,将合金连铸连轧连挤成
一种高强度铝合金杆的制备工艺.pdf
本发明为一种高强度铝合金杆的制备工艺,在铝合金杆的生产过程中,通过对合金成分的调配及工艺流程中各温度的控制,以此来改变铝合金杆的导电率和强度,进轧过程温度的提高和结晶轮分段渐变冷却,利于合金补缩和晶粒细化,可以提高合金的强度和致密度,从而在保证合金高强度的同时进一步提高其导电率,最终得到铝合金杆能制备等效圆直径小于3.0mm以下的异型单丝,并保证单丝抗拉强度不小于320MPa,直流电阻率不大于32.75nΩ·m(20℃环境)。
一种AI‑Mg‑Si系列铝合金配用焊丝及其制备工艺.pdf
本发明公开了AI‑Mg‑Si系列铝合金配用焊丝,其主要化学成分及其质量百分比(%)为Mg:1.2~1.5%,Si:0.8~1.0%,Cu:0.2~0.3%,Fe:0.4~0.5%,Cr:0.1~0.15%,Ce:0.15~0.2%,Er:0.1~0.2%,其余为Al;其制备工艺如下:按配比将上述原料混合,采用中频感应电阻炉熔炼,并在氩气的保护下浇铸为铸锭;将均匀化后的铸锭切头、铣面,再经挤压制得合金盘条;将合金盘条经粗、中、精拉丝后,再进行刮削清洗处理得到上述焊丝。本发明制备的焊丝有如下优点:冶炼工艺稳定