
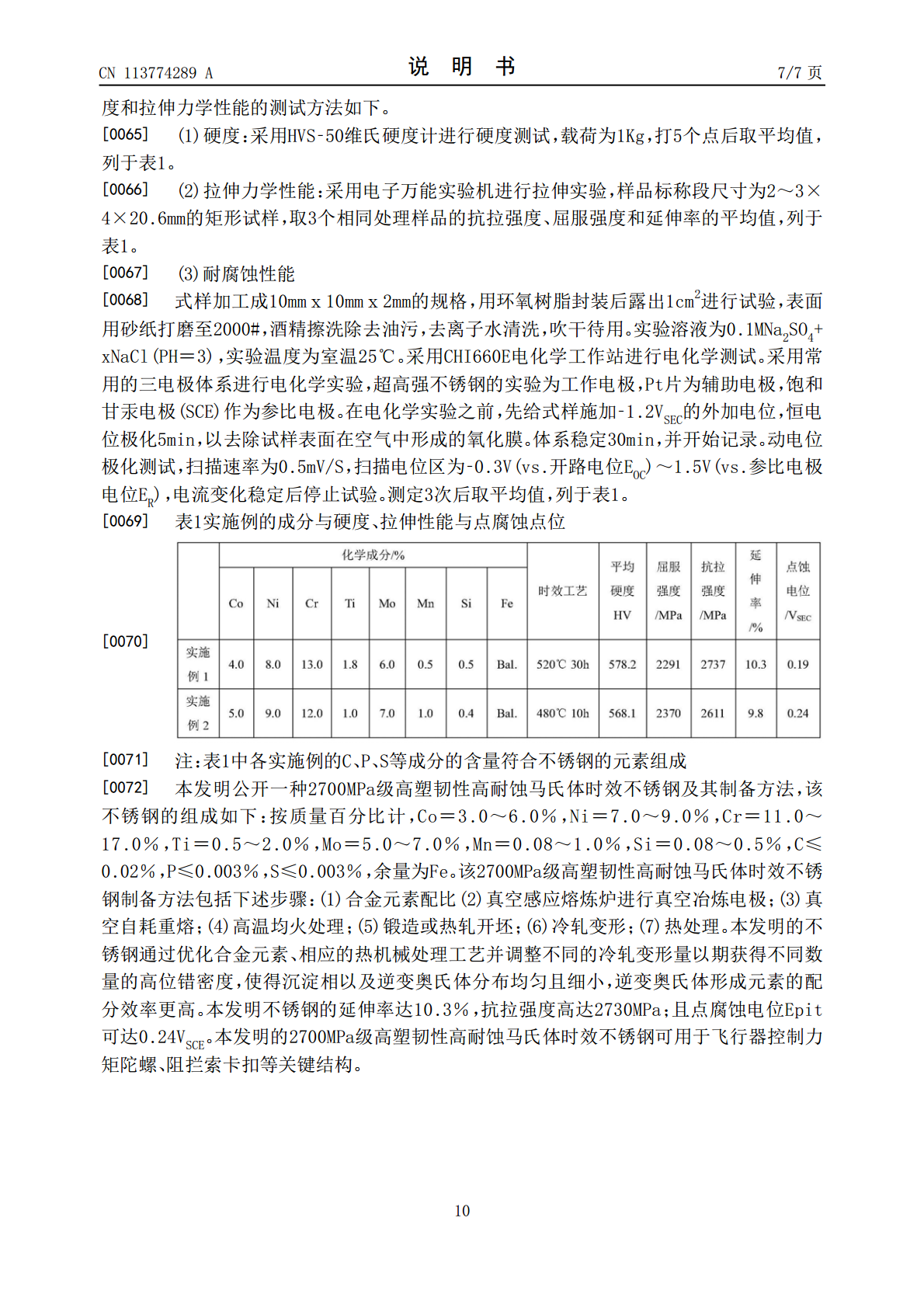
一种2700MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法.pdf

代瑶****zy

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种2700MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法.pdf
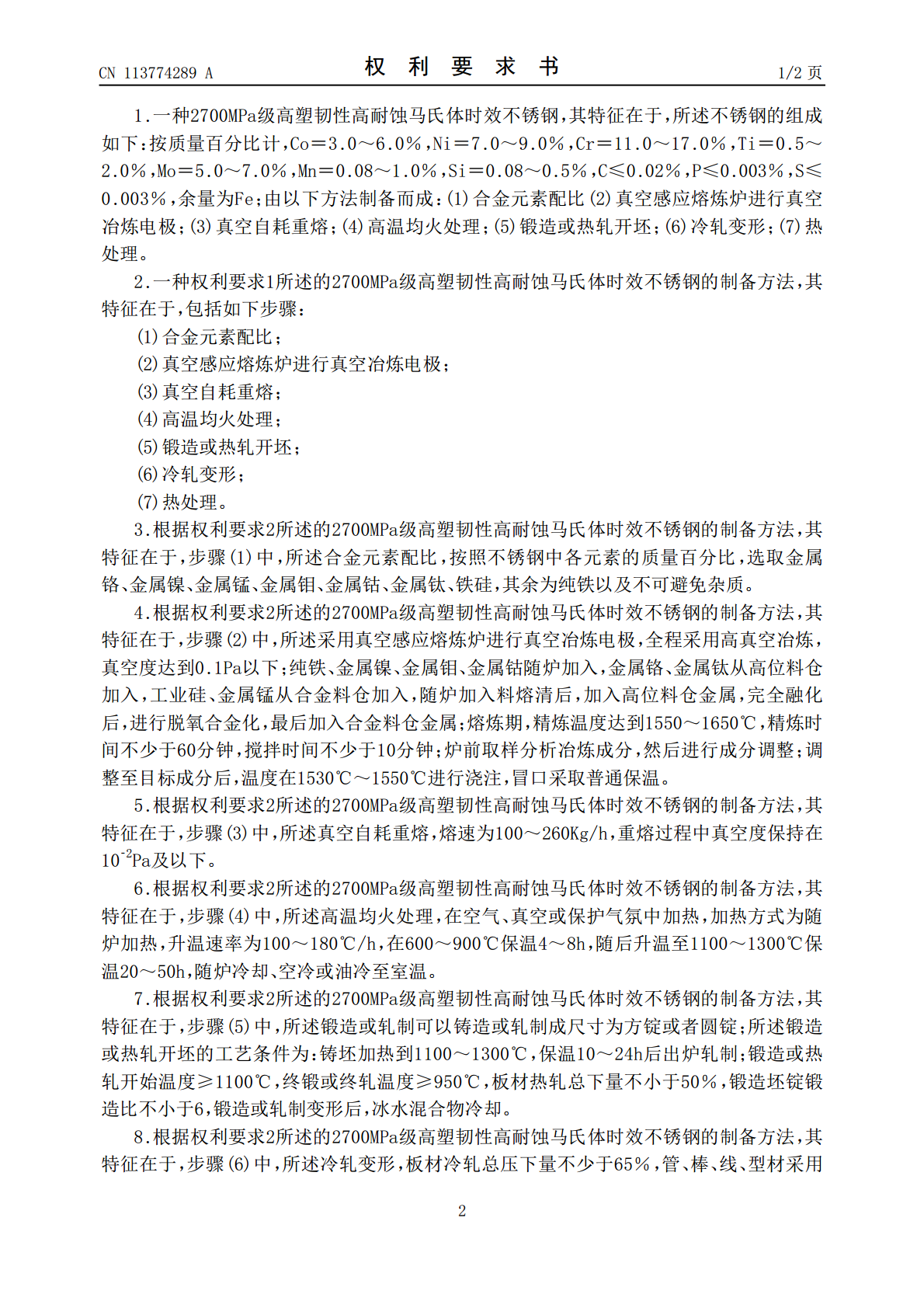
本发明公开一种2700MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=3.0~6.0%,Ni=7.0~9.0%,Cr=11.0~17.0%,Ti=0.5~2.0%,Mo=5.0~7.0%,Mn=0.08~1.0%,Si=0.08~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:合金元素配比、真空感应熔炼炉进行真空冶炼电极、真空自耗重熔、高温均火处理、锻造或热轧开坯、冷轧变形、热处理。本发明不锈钢的延伸率达10.3%,抗拉强度高达2
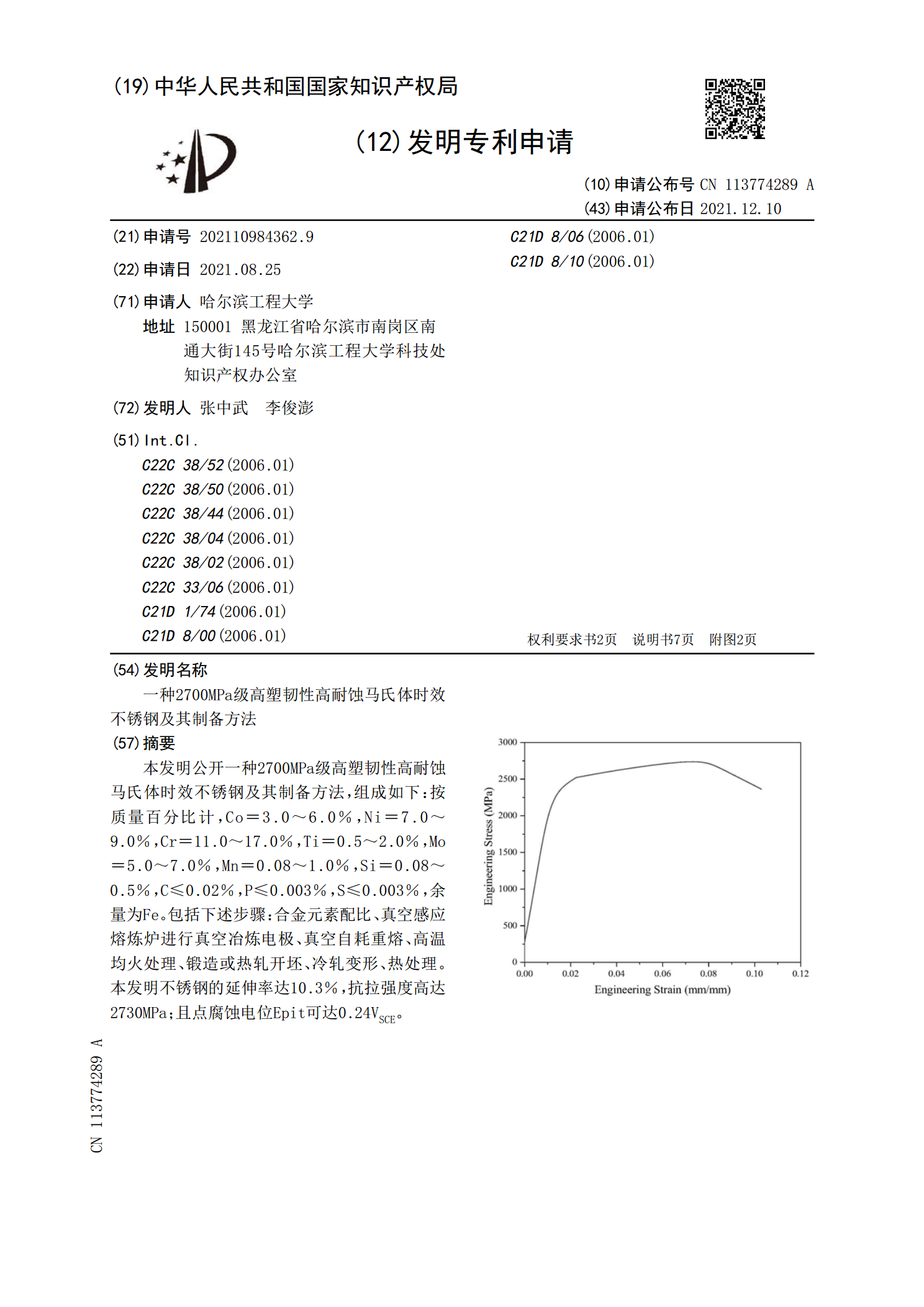
一种2400MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法.pdf
本发明公开一种2400MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法,该不锈钢的组成如下:按质量百分比计,Co=2.0~4.0%,Ni=6.0~8.0%,Cr=11.0~16.0%,Ti=0.3~1.5%,Mo=4.0~7.0%,Mn=0.08~1.0%,Si=0.08~0.5%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:合金元素配比、真空感应熔炼炉进行真空冶炼电极、真空自耗重熔、高温均火处理、锻造或热轧开坯、冷轧变形和热处理。本发明不锈钢的延伸率可达13%以上,抗
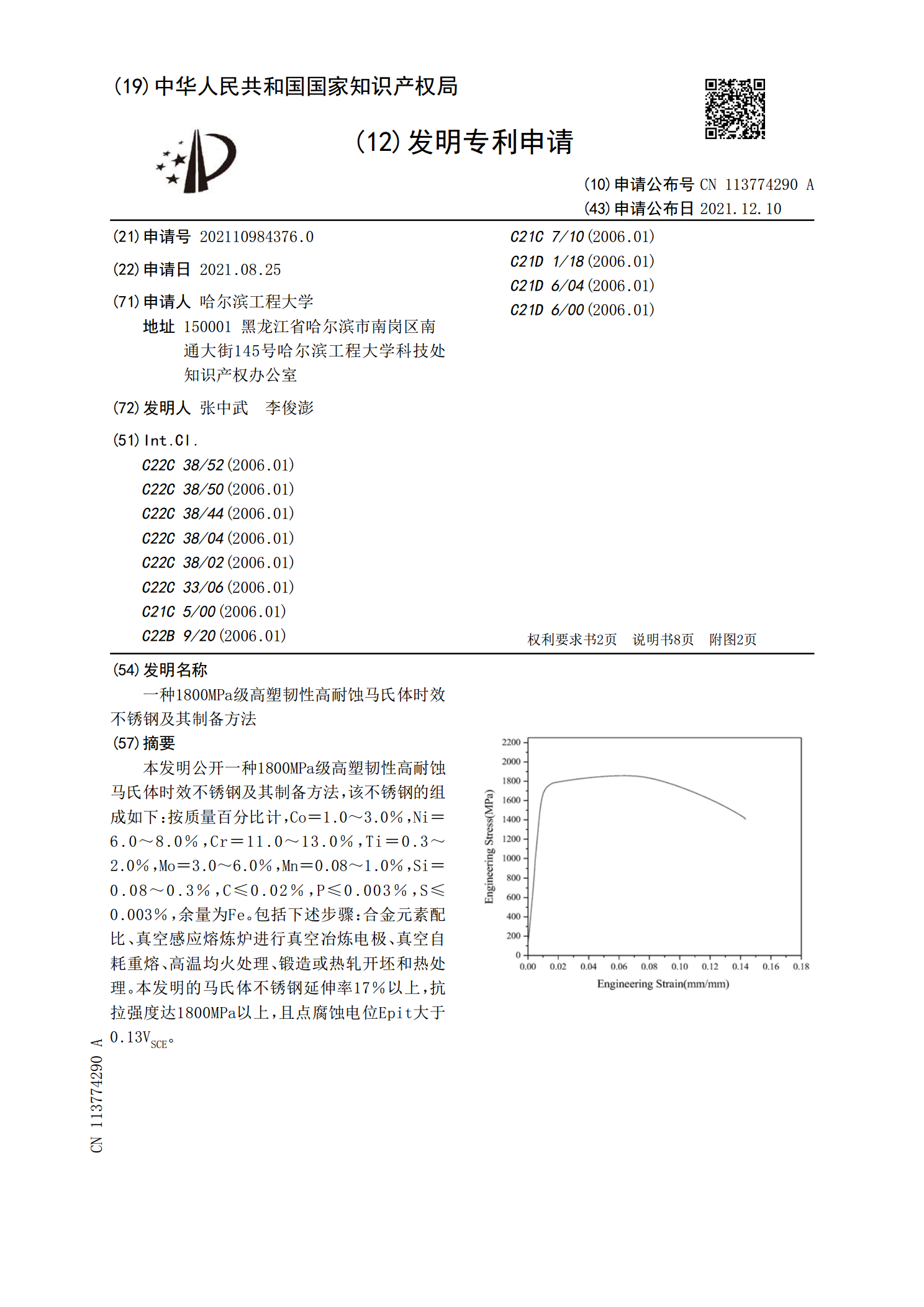
一种1800MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法.pdf
本发明公开一种1800MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法,该不锈钢的组成如下:按质量百分比计,Co=1.0~3.0%,Ni=6.0~8.0%,Cr=11.0~13.0%,Ti=0.3~2.0%,Mo=3.0~6.0%,Mn=0.08~1.0%,Si=0.08~0.3%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:合金元素配比、真空感应熔炼炉进行真空冶炼电极、真空自耗重熔、高温均火处理、锻造或热轧开坯和热处理。本发明的马氏体不锈钢延伸率17%以上,抗拉强度达
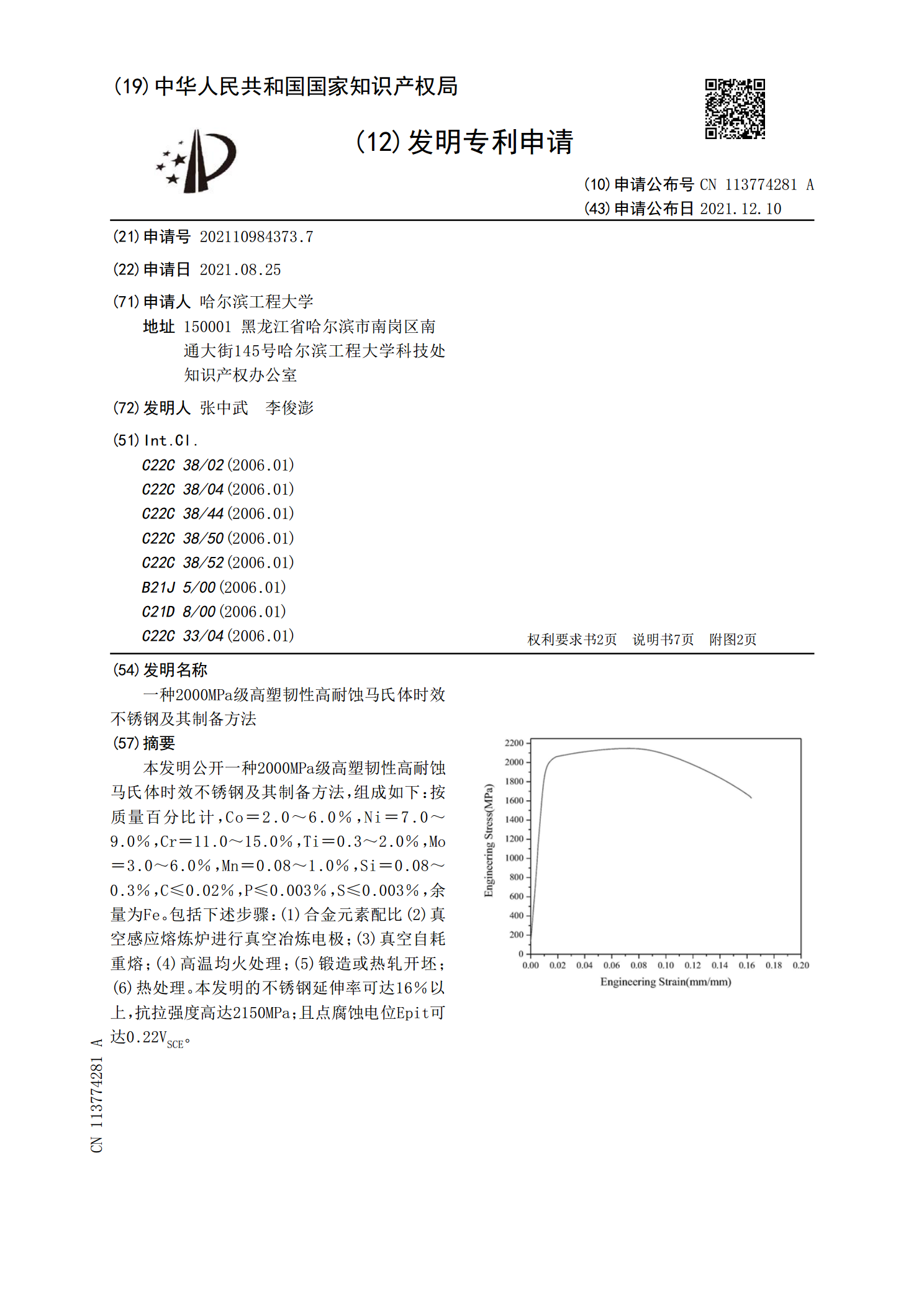
一种2000MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法.pdf
本发明公开一种2000MPa级高塑韧性高耐蚀马氏体时效不锈钢及其制备方法,组成如下:按质量百分比计,Co=2.0~6.0%,Ni=7.0~9.0%,Cr=11.0~15.0%,Ti=0.3~2.0%,Mo=3.0~6.0%,Mn=0.08~1.0%,Si=0.08~0.3%,C≤0.02%,P≤0.003%,S≤0.003%,余量为Fe。包括下述步骤:(1)合金元素配比(2)真空感应熔炼炉进行真空冶炼电极;(3)真空自耗重熔;(4)高温均火处理;(5)锻造或热轧开坯;(6)热处理。本发明的不锈钢延伸率可达
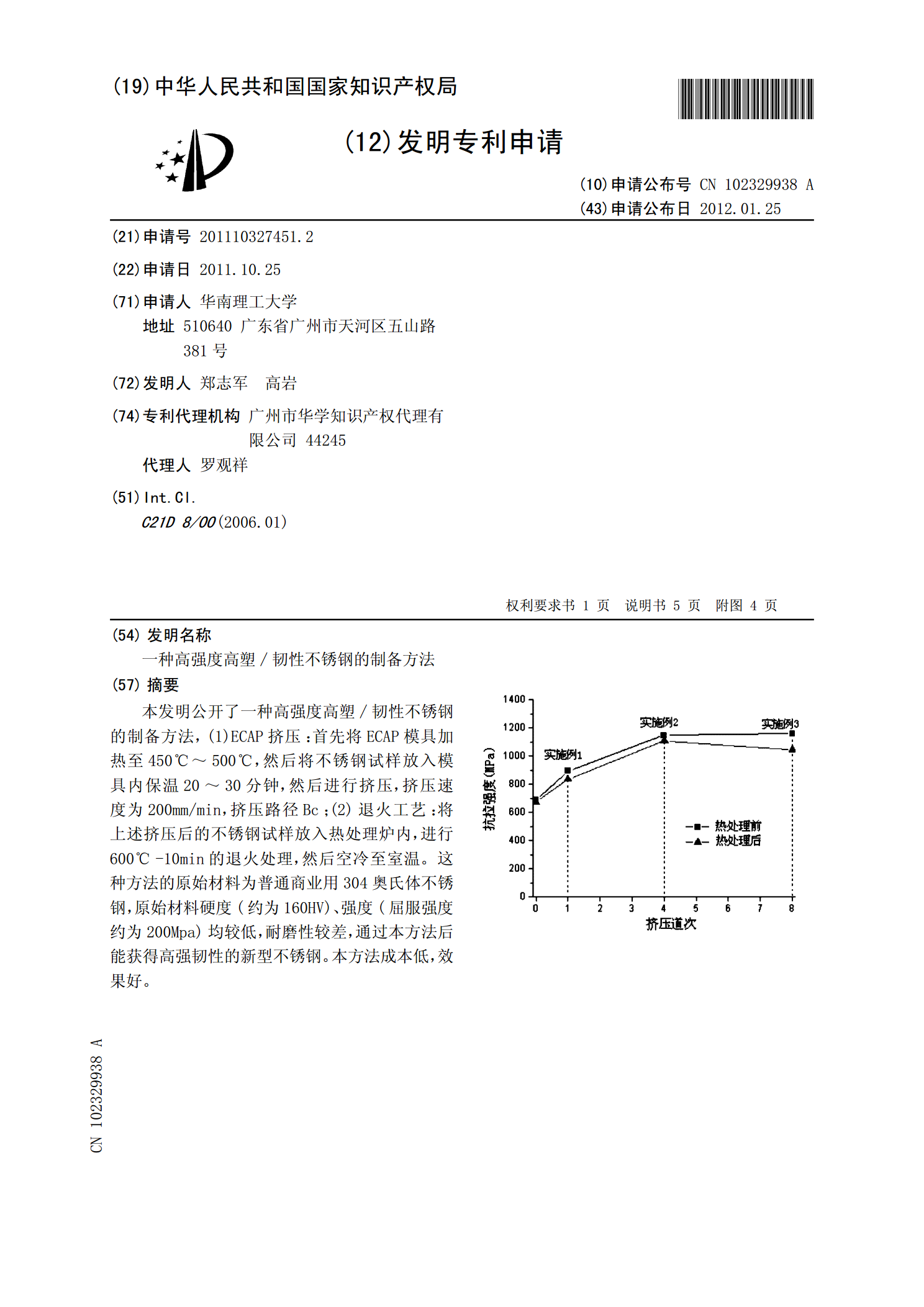
一种高强度高塑/韧性不锈钢的制备方法.pdf
本发明公开了一种高强度高塑/韧性不锈钢的制备方法,(1)ECAP挤压:首先将ECAP模具加热至450℃~500℃,然后将不锈钢试样放入模具内保温20~30分钟,然后进行挤压,挤压速度为200mm/min,挤压路径Bc;(2)退火工艺:将上述挤压后的不锈钢试样放入热处理炉内,进行600℃-10min的退火处理,然后空冷至室温。这种方法的原始材料为普通商业用304奥氏体不锈钢,原始材料硬度(约为160HV)、强度(屈服强度约为200Mpa)均较低,耐磨性较差,通过本方法后能获得高强韧性的新型不锈钢。本方法成本