
一种中碳高铝钢的方坯连铸生产方法.pdf

书錦****by

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中碳高铝钢的方坯连铸生产方法.pdf
本发明公开了一种中碳高铝钢的方坯连铸生产方法,涉及钢铁生产技术领域,采用电炉冶炼—LF炉精炼—VD真空—连铸生产中碳高铝钢,控制电炉出钢碳含量控制钢水氧化性,采用合适出钢合金化顺序减少钢水氧化,采用LF炉和VD炉进行钢水精炼,通过连铸的保护浇注、耐材组分控制及保护渣理化性能减少钢水中铝的氧化,控制结晶器传热和二冷冷却生产合格的连铸坯。
一种高锰高铝钢连铸方坯的生产工艺.pdf
本发明涉及一种高锰高铝钢连铸方坯的生产工艺,包括电炉炼钢、精炼及连铸坯浇注过程,其中:电炉炼钢时控制出钢温度及C、P含量,加入锰和铝铁;精炼时进行渣面脱氧,调节Mn含量和Al含量后进行真空脱气处理,出钢前喂入铁钙丝并控制出钢温度;连铸坯浇注时控制浇注速度和拉速,保证恒速生产;浇注全程进行氩气保护,浇注后,钢坯进入缓冷坑缓冷处理。本发明通过控制出钢时间、在精炼过程中进行铝含量调整,以及在拉坯过程中控制浇注速度,可生产出满足成分及性能要求的连铸坯成品钢,并可防止漏钢事故发生,确保高锰高铝钢连铸坯的顺利生产。
一种大方坯中碳高铝钢铸坯及其制备方法与零配件.pdf
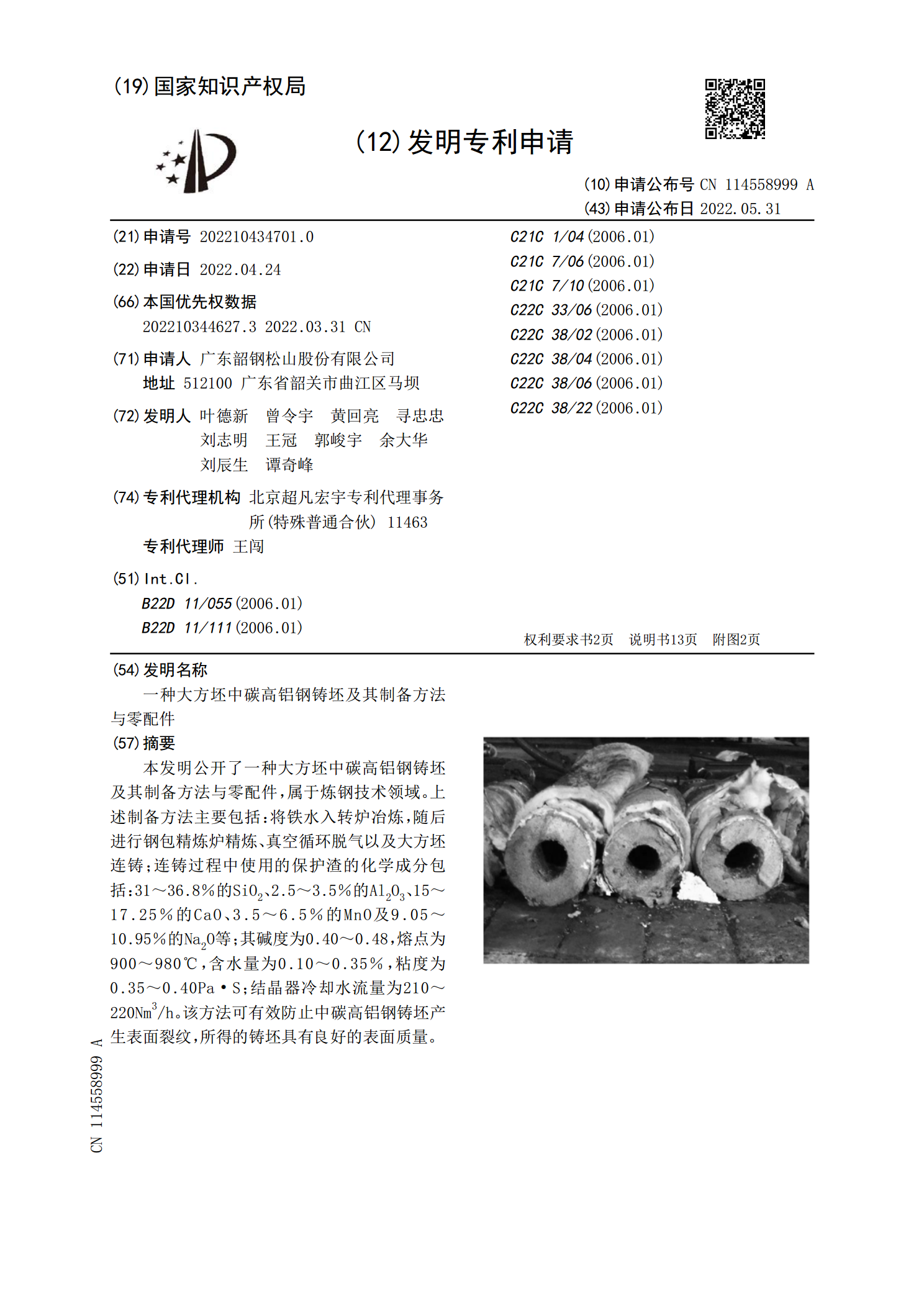
本发明公开了一种大方坯中碳高铝钢铸坯及其制备方法与零配件,属于炼钢技术领域。上述制备方法主要包括:将铁水入转炉冶炼,随后进行钢包精炼炉精炼、真空循环脱气以及大方坯连铸;连铸过程中使用的保护渣的化学成分包括:31~36.8%的SiO
一种低碳含铝冷镦钢连铸方坯网状裂纹的控制方法.pdf
本发明提供一种低碳含铝冷镦钢连铸方坯网状裂纹的控制方法,冶炼工艺为铁水脱硫预处理—转炉冶炼—LF炉精炼—连铸,钢包及合金烘烤;LF精炼过程中造泡沫渣,埋弧加热,微正压操作,増氮<0.0005%,[Mn]/[S]比控制在80~100;连铸保护渣和中包覆盖剂H
一种直弧形板坯连铸机生产高碳高锰耐磨钢连铸坯的方法.pdf
本发明涉及冶金领域,具体涉及一种直弧形板坯连铸机生产高碳高锰耐磨钢连铸坯的方法。一种直弧形板坯连铸机生产高碳高锰耐磨钢连铸坯的方法,包括以下步骤:(1)解决铸坯通长纵裂问题。(2)解决开浇粘结漏钢问题。(3)解决尾坯封顶挤出钢水及坯壳脆断问题。(4)解决中心偏析及轧后中心分层问题。本发明突破了传统模注工艺生产高碳高锰耐磨钢的技术,提高了成材率,降低了生产成本。