
一种碳碳拼接保温筒用板材的生产工艺.pdf

文阁****23


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种碳碳拼接保温筒用板材的生产工艺.pdf
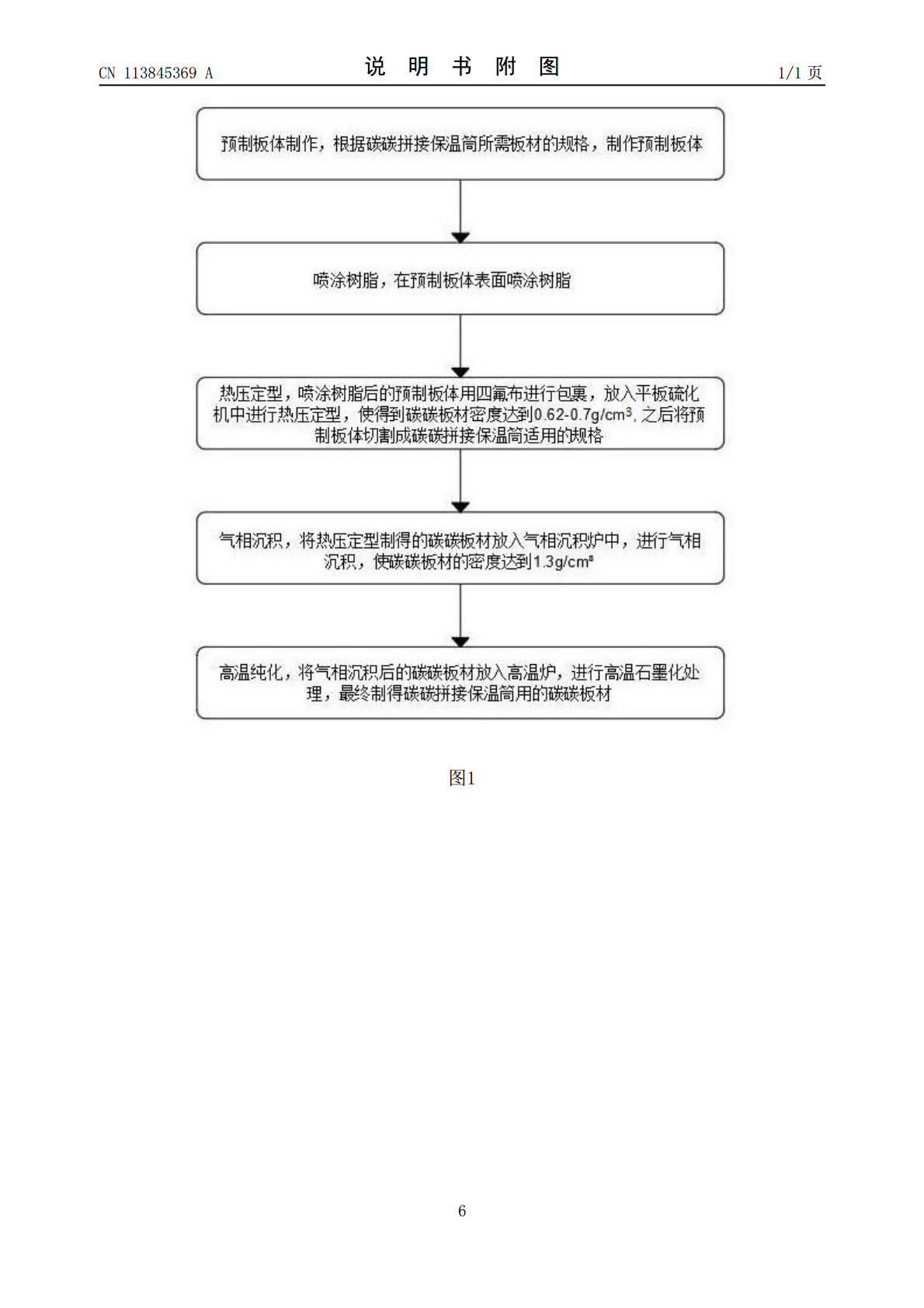
本发明公开了一种碳碳拼接保温筒用板材的生产工艺,涉及碳碳复合材料技术领域,该碳碳拼接保温筒用板材的生产工艺,包括以下步骤,预制板体制作,在预制板体表面喷涂树脂,将预制板体用四氟布进行包裹,放入平板硫化机中进行热压定型,热压定型制得的碳碳板材放入气相沉积炉中,进行气相沉积,之后将气相沉积后的碳碳板材放入高温炉,进行高温石墨化处理,最终制得碳碳拼接保温筒用的碳碳板材,本发明创造性提出热压定型+气相沉积+高温石墨化生产工艺,减少碳碳拼接保温筒用板材生产工序,缩短生产周期,生产成本低,对预制体板材采取热压定型后,
碳碳保温筒成型工艺.pdf
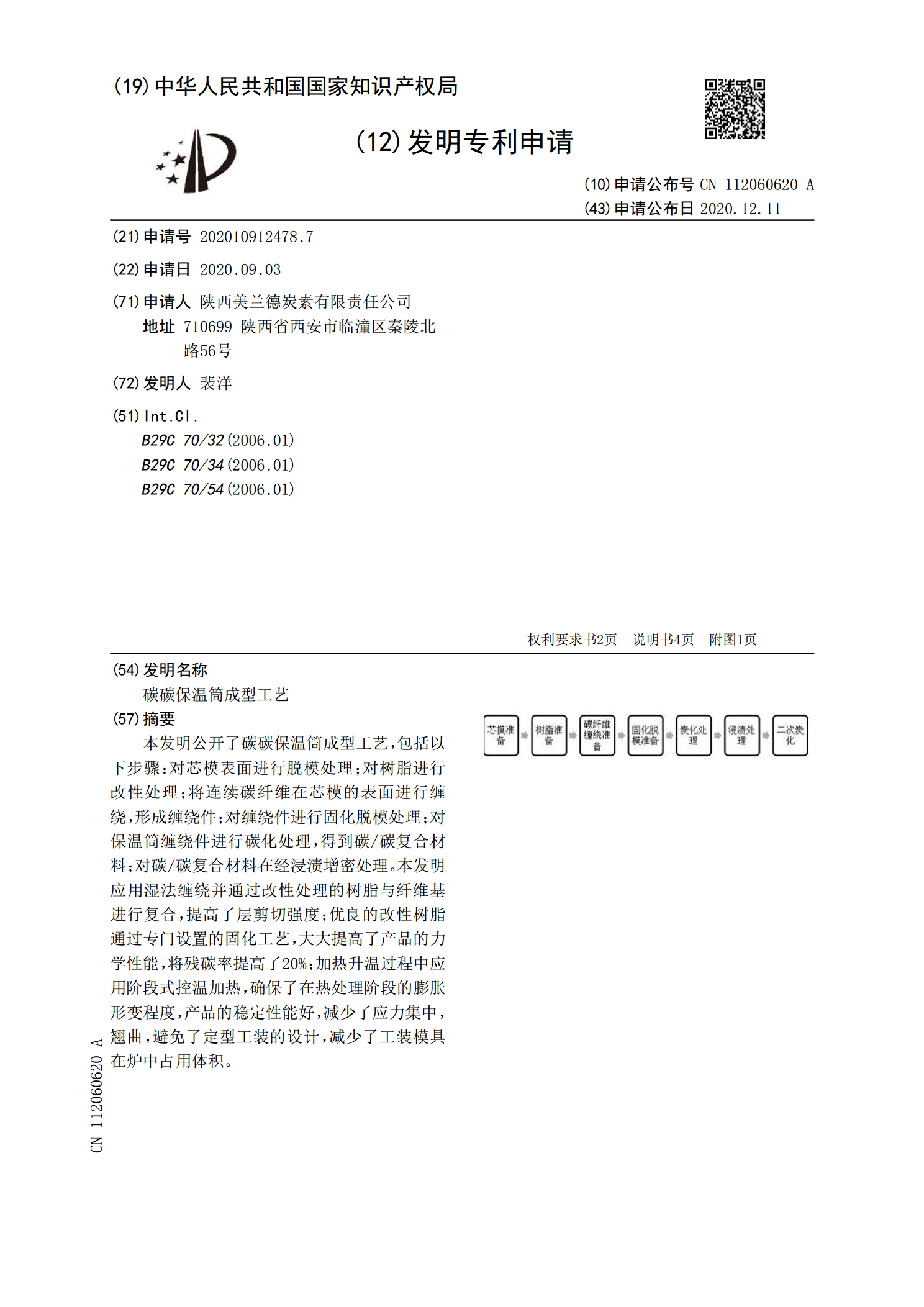
本发明公开了碳碳保温筒成型工艺,包括以下步骤:对芯模表面进行脱模处理;对树脂进行改性处理;将连续碳纤维在芯模的表面进行缠绕,形成缠绕件;对缠绕件进行固化脱模处理;对保温筒缠绕件进行碳化处理,得到碳/碳复合材料;对碳/碳复合材料在经浸渍增密处理。本发明应用湿法缠绕并通过改性处理的树脂与纤维基进行复合,提高了层剪切强度;优良的改性树脂通过专门设置的固化工艺,大大提高了产品的力学性能,将残碳率提高了20%;加热升温过程中应用阶段式控温加热,确保了在热处理阶段的膨胀形变程度,产品的稳定性能好,减少了应力集中,翘曲
碳/碳复合材料保温筒及制备方法.pdf
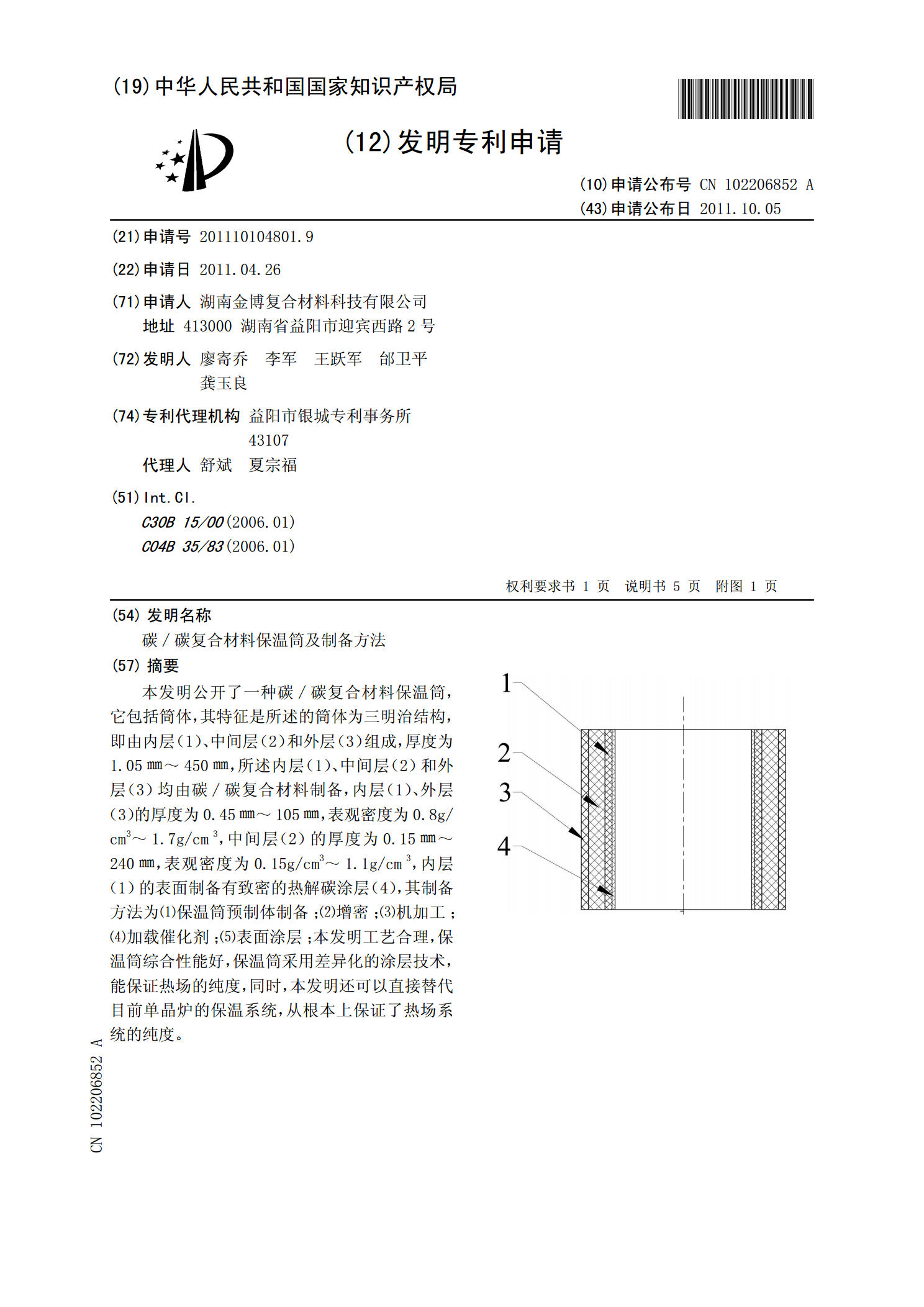
本发明公开了一种碳/碳复合材料保温筒,它包括筒体,其特征是所述的筒体为三明治结构,即由内层(1)、中间层(2)和外层(3)组成,厚度为1.05㎜~450㎜,所述内层(1)、中间层(2)和外层(3)均由碳/碳复合材料制备,内层(1)、外层(3)的厚度为0.45㎜~105㎜,表观密度为0.8g/cm3~1.7g/cm3,中间层(2)的厚度为0.15㎜~240㎜,表观密度为0.15g/cm3~1.1g/cm3,内层(1)的表面制备有致密的热解碳涂层(4),其制备方法为⑴保温筒预制体制备;⑵增密;⑶机加工;⑷加载
一种碳毡保温筒外圆磨削加工装置.pdf
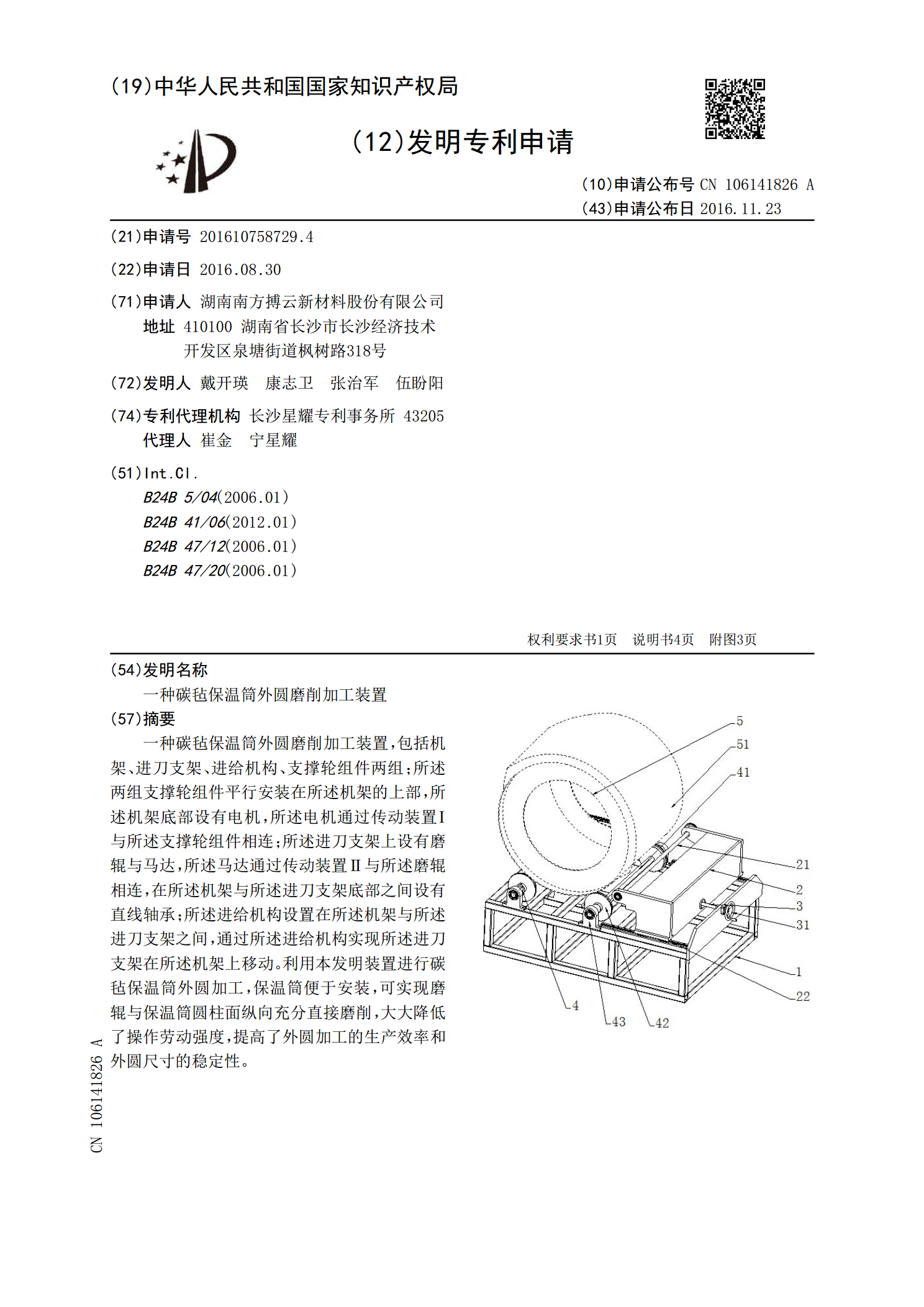
一种碳毡保温筒外圆磨削加工装置,包括机架、进刀支架、进给机构、支撑轮组件两组;所述两组支撑轮组件平行安装在所述机架的上部,所述机架底部设有电机,所述电机通过传动装置Ⅰ与所述支撑轮组件相连;所述进刀支架上设有磨辊与马达,所述马达通过传动装置Ⅱ与所述磨辊相连,在所述机架与所述进刀支架底部之间设有直线轴承;所述进给机构设置在所述机架与所述进刀支架之间,通过所述进给机构实现所述进刀支架在所述机架上移动。利用本发明装置进行碳毡保温筒外圆加工,保温筒便于安装,可实现磨辊与保温筒圆柱面纵向充分直接磨削,大大降低了操作劳
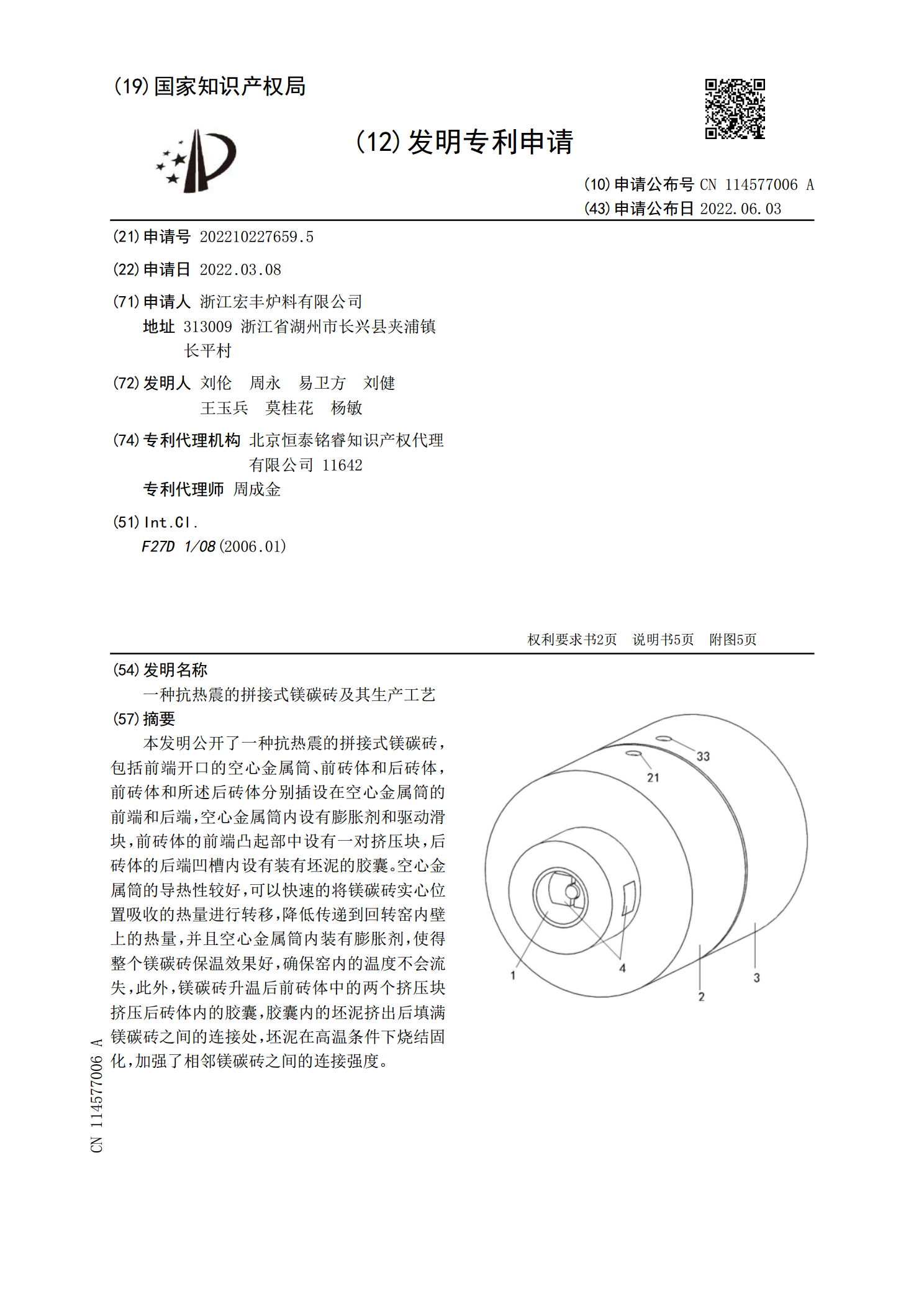
一种抗热震的拼接式镁碳砖及其生产工艺.pdf
本发明公开了一种抗热震的拼接式镁碳砖,包括前端开口的空心金属筒、前砖体和后砖体,前砖体和所述后砖体分别插设在空心金属筒的前端和后端,空心金属筒内设有膨胀剂和驱动滑块,前砖体的前端凸起部中设有一对挤压块,后砖体的后端凹槽内设有装有坯泥的胶囊。空心金属筒的导热性较好,可以快速的将镁碳砖实心位置吸收的热量进行转移,降低传递到回转窑内壁上的热量,并且空心金属筒内装有膨胀剂,使得整个镁碳砖保温效果好,确保窑内的温度不会流失,此外,镁碳砖升温后前砖体中的两个挤压块挤压后砖体内的胶囊,胶囊内的坯泥挤出后填满镁碳砖之间的