
碳碳保温筒成型工艺.pdf

文光****iu


1/8

2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
碳碳保温筒成型工艺.pdf
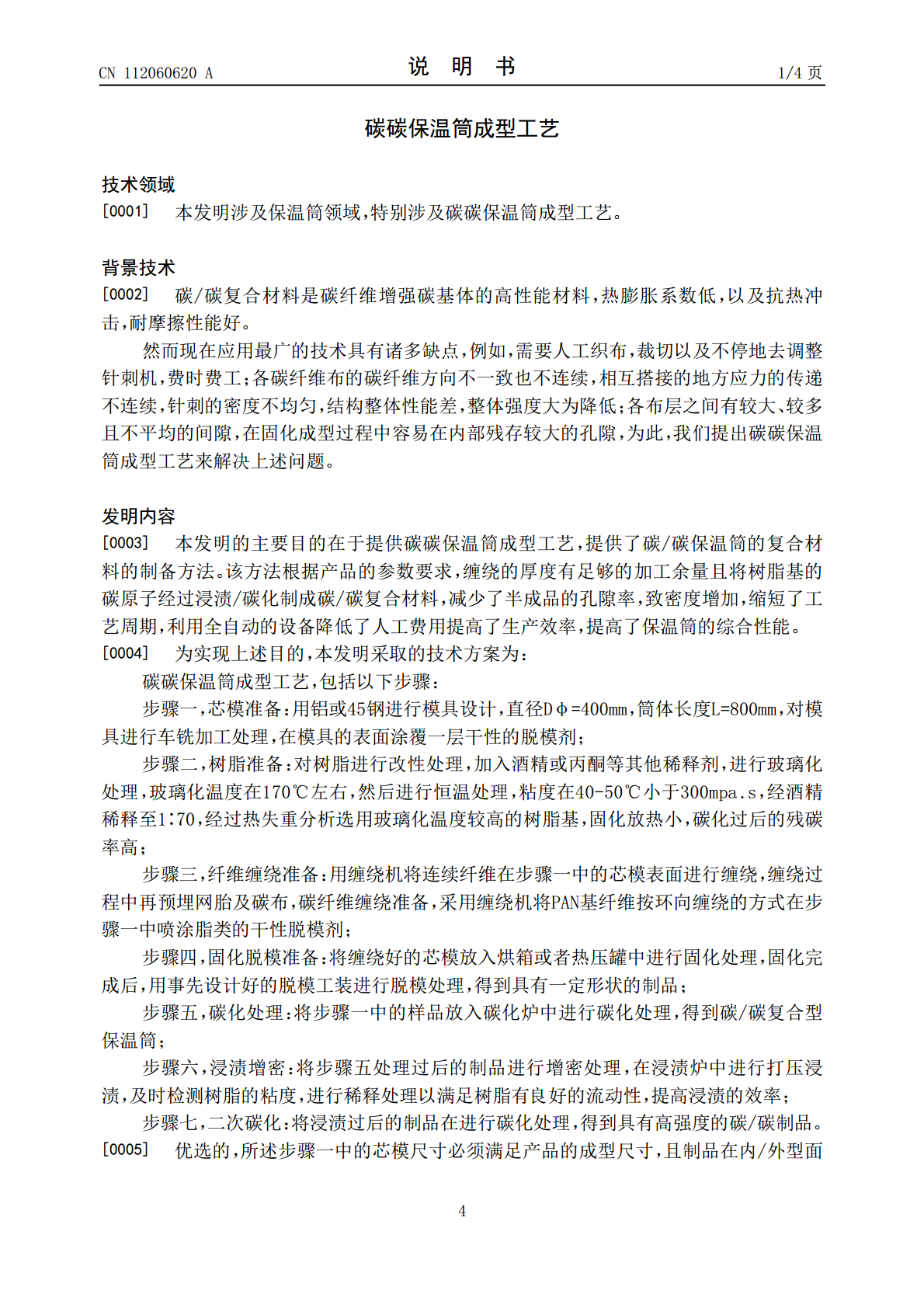
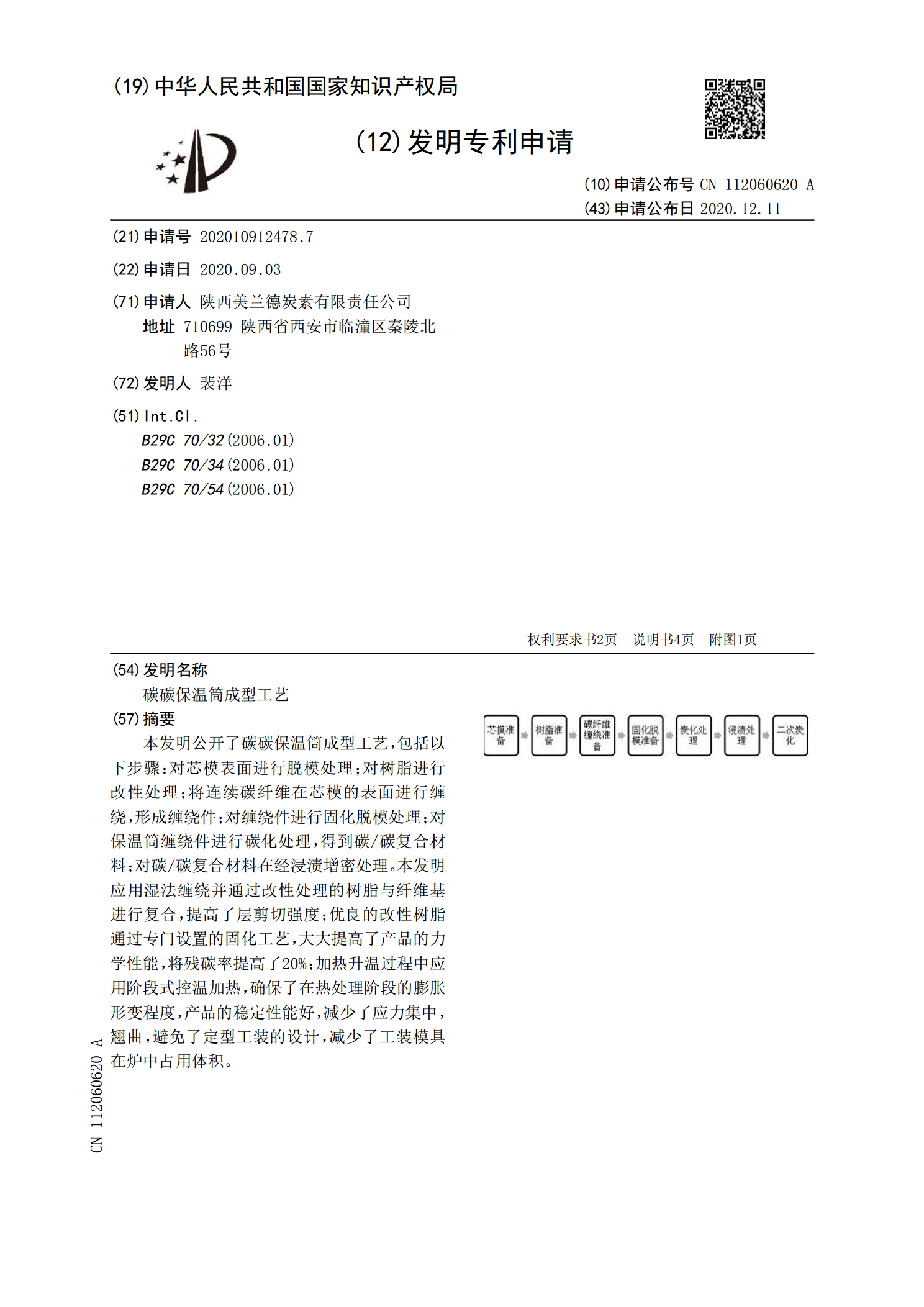
本发明公开了碳碳保温筒成型工艺,包括以下步骤:对芯模表面进行脱模处理;对树脂进行改性处理;将连续碳纤维在芯模的表面进行缠绕,形成缠绕件;对缠绕件进行固化脱模处理;对保温筒缠绕件进行碳化处理,得到碳/碳复合材料;对碳/碳复合材料在经浸渍增密处理。本发明应用湿法缠绕并通过改性处理的树脂与纤维基进行复合,提高了层剪切强度;优良的改性树脂通过专门设置的固化工艺,大大提高了产品的力学性能,将残碳率提高了20%;加热升温过程中应用阶段式控温加热,确保了在热处理阶段的膨胀形变程度,产品的稳定性能好,减少了应力集中,翘曲

一种碳碳拼接保温筒用板材的生产工艺.pdf
本发明公开了一种碳碳拼接保温筒用板材的生产工艺,涉及碳碳复合材料技术领域,该碳碳拼接保温筒用板材的生产工艺,包括以下步骤,预制板体制作,在预制板体表面喷涂树脂,将预制板体用四氟布进行包裹,放入平板硫化机中进行热压定型,热压定型制得的碳碳板材放入气相沉积炉中,进行气相沉积,之后将气相沉积后的碳碳板材放入高温炉,进行高温石墨化处理,最终制得碳碳拼接保温筒用的碳碳板材,本发明创造性提出热压定型+气相沉积+高温石墨化生产工艺,减少碳碳拼接保温筒用板材生产工序,缩短生产周期,生产成本低,对预制体板材采取热压定型后,
碳/碳复合材料保温筒及制备方法.pdf
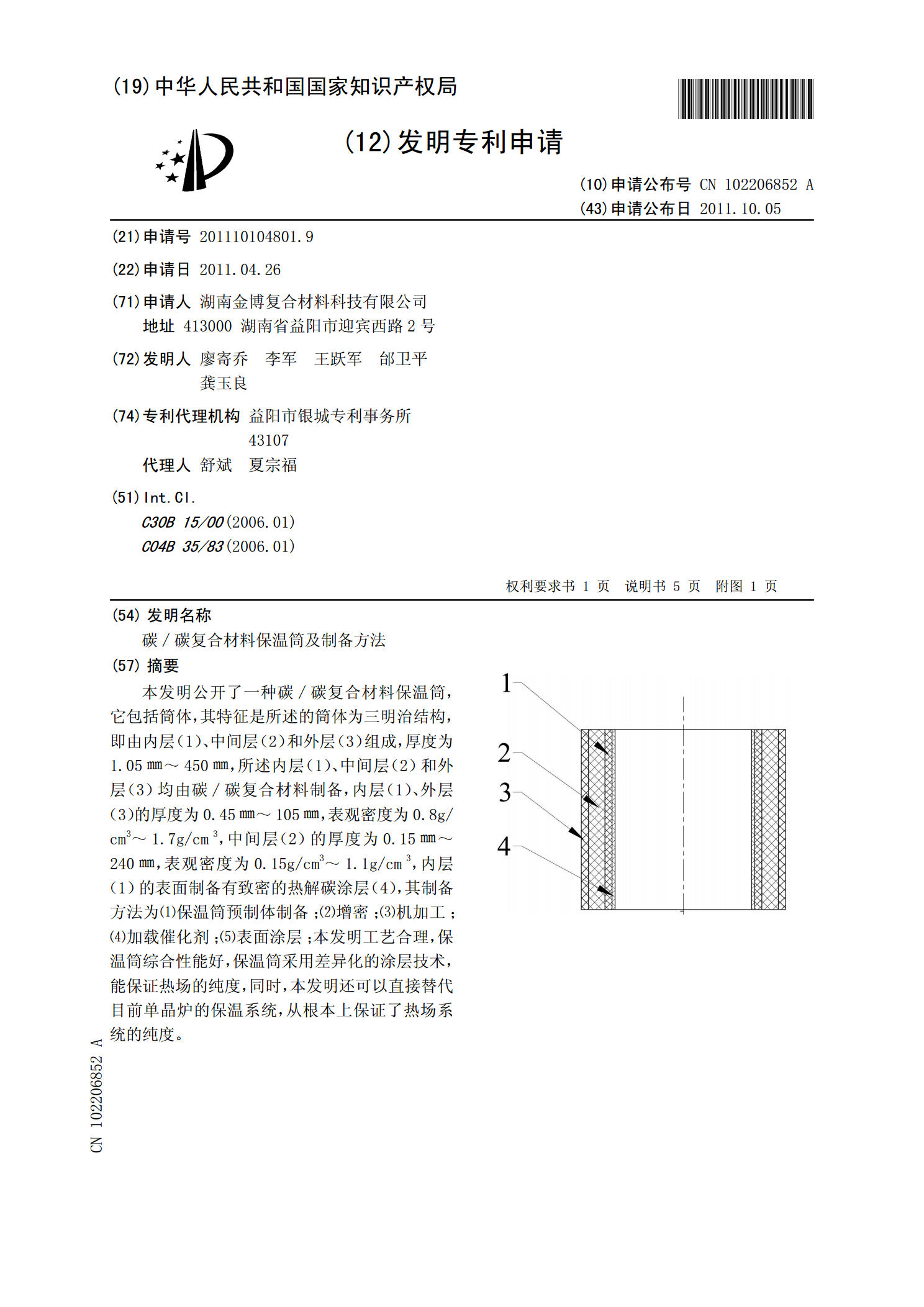
本发明公开了一种碳/碳复合材料保温筒,它包括筒体,其特征是所述的筒体为三明治结构,即由内层(1)、中间层(2)和外层(3)组成,厚度为1.05㎜~450㎜,所述内层(1)、中间层(2)和外层(3)均由碳/碳复合材料制备,内层(1)、外层(3)的厚度为0.45㎜~105㎜,表观密度为0.8g/cm3~1.7g/cm3,中间层(2)的厚度为0.15㎜~240㎜,表观密度为0.15g/cm3~1.1g/cm3,内层(1)的表面制备有致密的热解碳涂层(4),其制备方法为⑴保温筒预制体制备;⑵增密;⑶机加工;⑷加载

碳碳薄壁筒及其制作工艺.pdf
本发明公开了一种碳碳薄壁筒及其制作工艺,包括筒体,所述筒体由表层、中间层和底层构成,所述表层与所述中间层之间设置有第一填充层,所述中间层与所述底层之间设置有第二填充层,所述表层与所述第一填充层之间、所述第一填充层与所述中间层之间、所述中间层与所述第二填充层之间和所述第二填充层与所述底层之间均通过树脂粘接。本发明采用上述结构的碳碳薄壁筒及其制作工艺,满足了碳碳薄壁筒强度高、重量低的特点,能够最大程度的提高工作效率,提高了单晶硅炉坩埚和热屏的内部装料空间,提高了碳碳产品套装生产能力。

一种缠绕工艺制备碳/碳筒体的方法.pdf
一种缠绕工艺制备碳/碳筒体的方法,包括如下步骤:(1)按照筒体的尺寸规格,利用石墨材料设计与制作成型模具;(2)根据筒体的使用功能要求,分别设计密封类筒体和结构类筒体的产品结构;(3)利用缠绕机进行缠绕成型;(4)固化处理;(5)碳化处理;(6)CVD致密化处理;(7)高温处理;(8)机加工成型。与传统碳/碳筒体生产技术相比,本工艺具有以下优点:(1)产品设计净尺寸成型,产成品加工余量少,生产成本低较为传统工艺成本的60%;(2)产品纤维含量高,成型产品胚体基础密度高,生产周期时间短、节省加工余量、强度高