
一种锌镁靶材及其制备方法.pdf

是你****枝呀

1/8

2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锌镁靶材及其制备方法.pdf
本发明公开了一种锌镁靶材及其制备方法,属于靶材制备技术领域。本发明所述锌镁靶材的制备方法,包括以下步骤:将锌源和镁源混合均匀,置入真空感应炉中进行抽真空处理后通入保护气氛至炉内气压为2~10Pa;真空感应炉以20~30℃/min的速率开启磁感应加热至520~560℃,保温20~35min后降温至430~450℃继续保温3~5h;将保温后所得混料浇铸至模具内冷却,得锌镁合金料;将锌镁合金料预热至300~320℃后进行轧制,所得毛坯靶再经形状尺寸加工后,即得所述锌镁靶材。该方法先以磁感应高温加热将锌和镁快速融
一种锌镁靶材及其制备方法.pdf
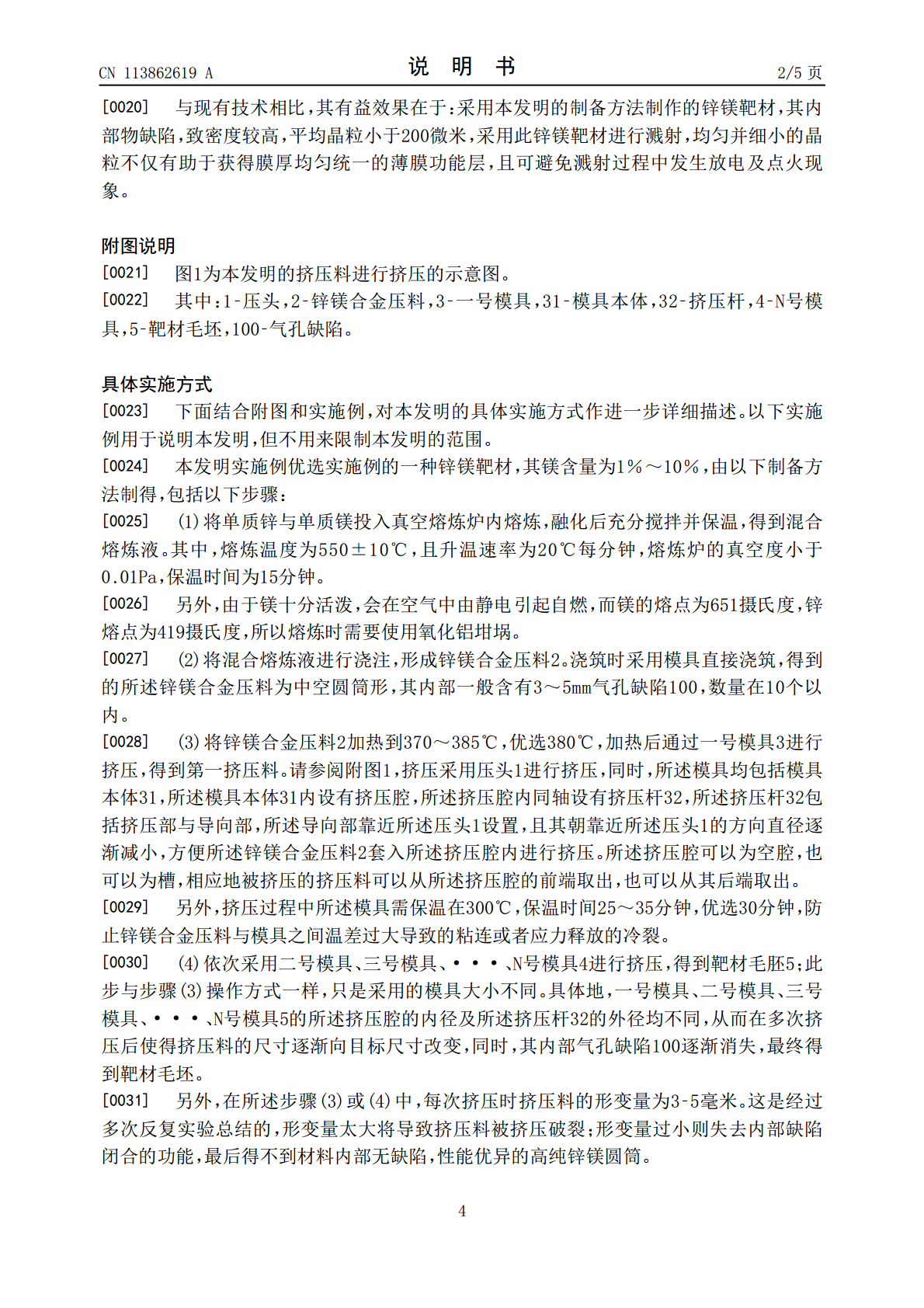
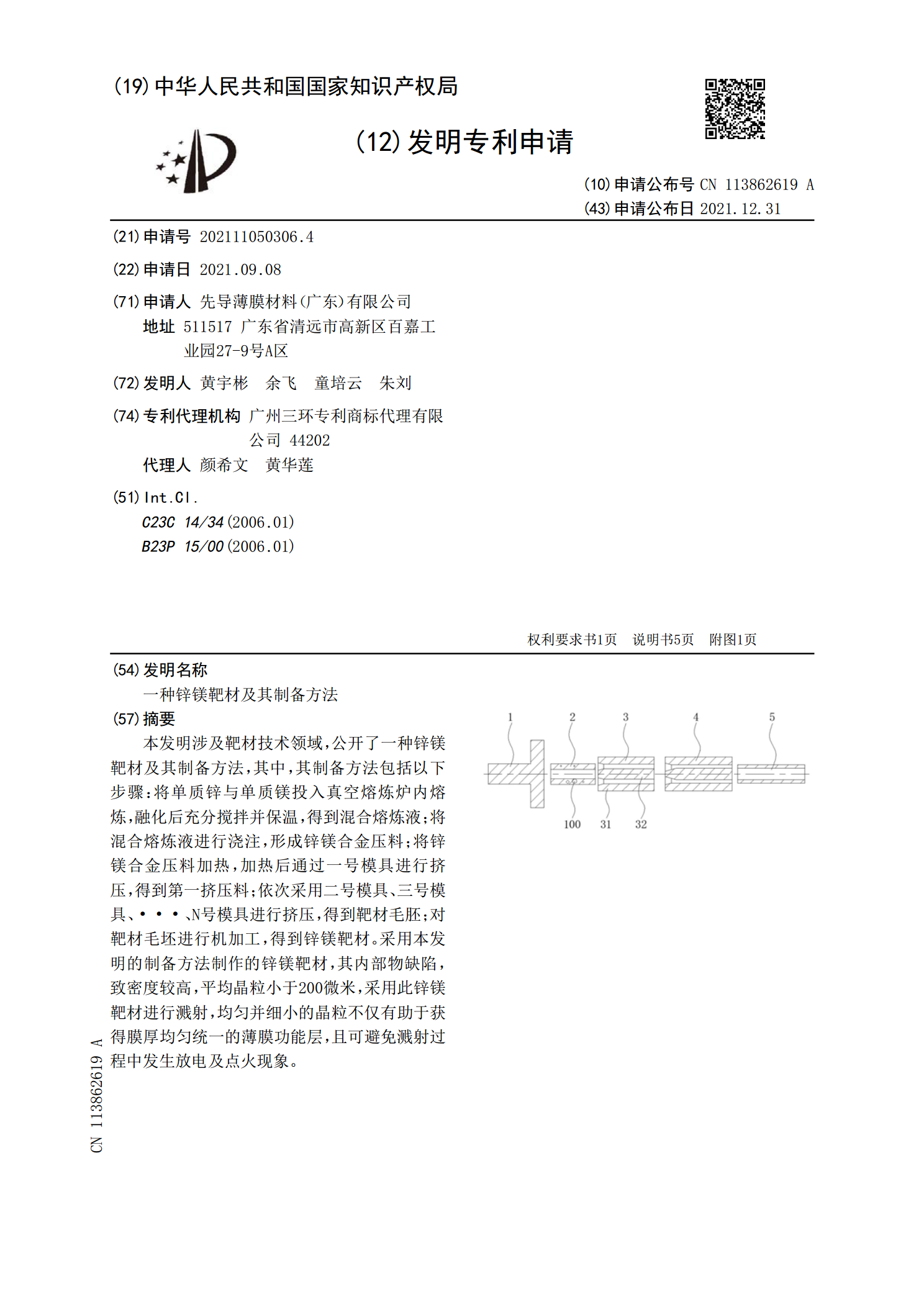
本发明涉及靶材技术领域,公开了一种锌镁靶材及其制备方法,其中,其制备方法包括以下步骤:将单质锌与单质镁投入真空熔炼炉内熔炼,融化后充分搅拌并保温,得到混合熔炼液;将混合熔炼液进行浇注,形成锌镁合金压料;将锌镁合金压料加热,加热后通过一号模具进行挤压,得到第一挤压料;依次采用二号模具、三号模具、···、N号模具进行挤压,得到靶材毛胚;对靶材毛坯进行机加工,得到锌镁靶材。采用本发明的制备方法制作的锌镁靶材,其内部物缺陷,致密度较高,平均晶粒小于200微米,采用此锌镁靶材进行溅射,均匀并细小的晶粒不仅有助于获得

旋转锌镁靶材及其制备方法.pdf
本发明公开了旋转锌镁靶材及其制备方法,其是一种圆柱形结构,其包括中空的筒形的金属衬管,以及包覆在所述衬管外周壁上的靶材层;所述靶材层为锌镁合金,其中,镁的重量百分比为2~5%,其余为锌。本发明把合金材料直接浇铸在衬管上,与衬管的接合强度高。采用电阻炉坩埚下浇的方法,避免溶液表面的氧化浮渣进入模具,避免浇铸过程镁元素的氧化燃烧。采用由下向上的顺序凝固方法,结合浇铸速度和冷却速度的控制,可以达到排气排渣、避免缩孔,解决铸造的常见缺陷问题。
一种硒化锌靶材及其制备方法.pdf
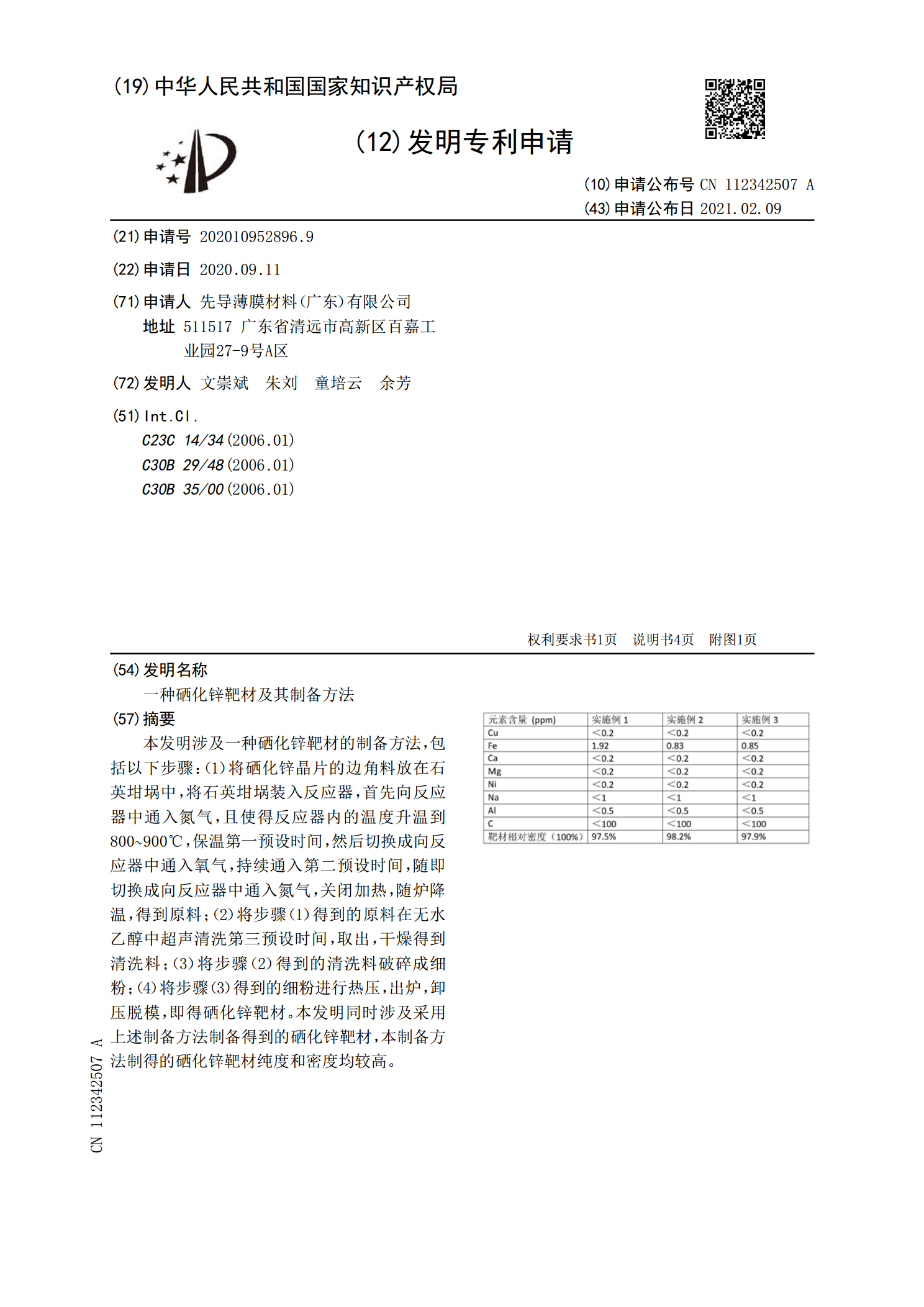
本发明涉及一种硒化锌靶材的制备方法,包括以下步骤:(1)将硒化锌晶片的边角料放在石英坩埚中,将石英坩埚装入反应器,首先向反应器中通入氮气,且使得反应器内的温度升温到800~900℃,保温第一预设时间,然后切换成向反应器中通入氧气,持续通入第二预设时间,随即切换成向反应器中通入氮气,关闭加热,随炉降温,得到原料;(2)将步骤(1)得到的原料在无水乙醇中超声清洗第三预设时间,取出,干燥得到清洗料;(3)将步骤(2)得到的清洗料破碎成细粉;(4)将步骤(3)得到的细粉进行热压,出炉,卸压脱模,即得硒化锌靶材。本

一种硫氧锌靶材及其制备方法.pdf
本发明公开了一种硫氧锌靶材及其制备方法,属于半导体光电子材料技术领域。本发明的硫氧锌靶材的制备方法包括以下步骤:(1)称取氧化锌粉和硫化锌粉,进行均质,得混合粉体;(2)将步骤(1)的混合粉体装入石墨模具中;(3)上炉后先对粉体进行25T的预压,预压完成后对炉体抽真空并进行加热并保温;(4)保温结束后进行加压并保压;(5)保压结束后进行降温;(6)脱膜并进行加工,得所述硫氧锌靶材。本发明采用真空热压法,将氧化锌粉、硫化锌粉制备出硫氧锌靶材。本发明提供的硫氧锌靶材的制备方法工艺简单,对设备要求较低,成本较低