
一种脆性靶材组件焊接的方法.pdf

是丹****ni

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种脆性靶材组件焊接的方法.pdf
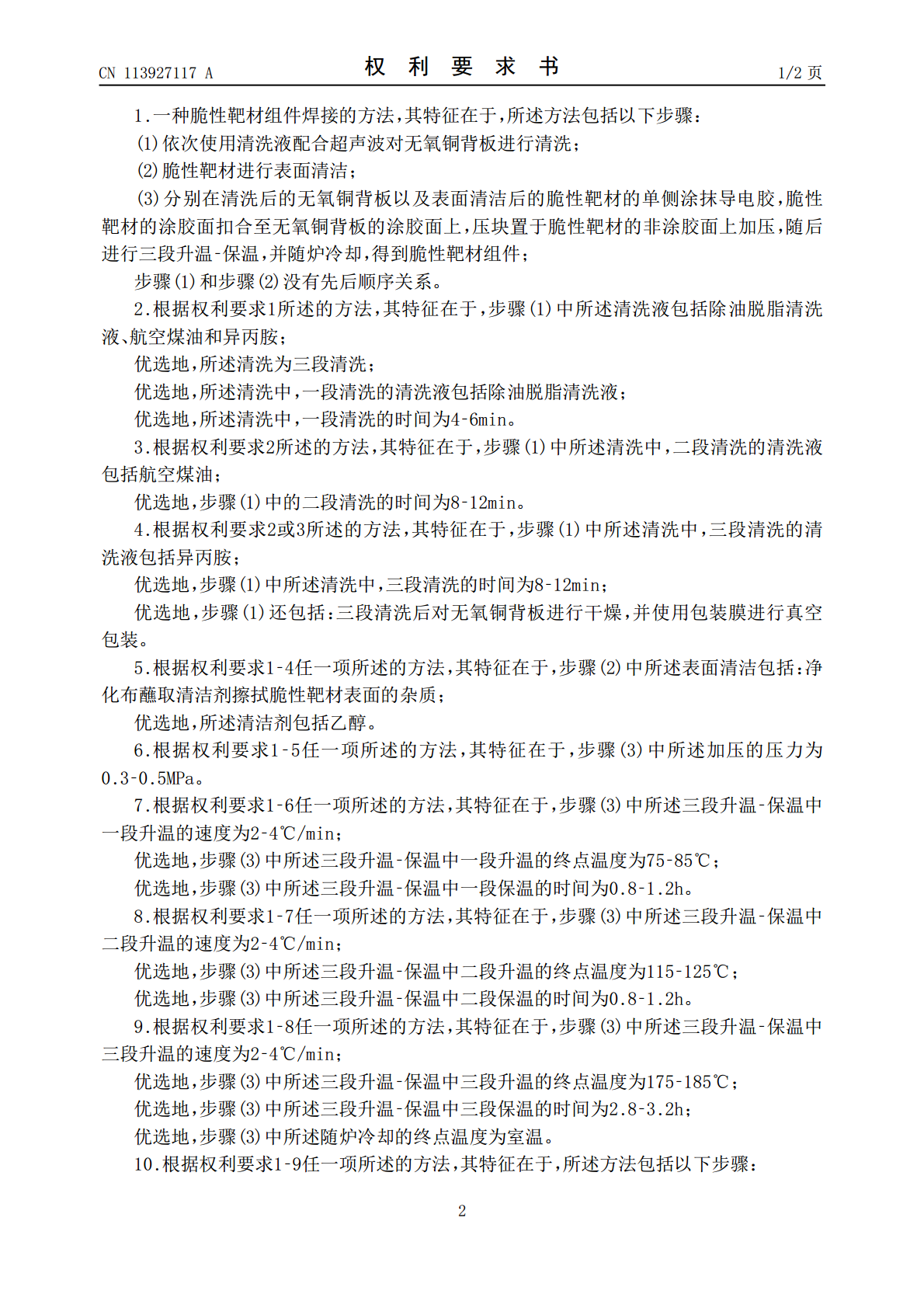
本发明提供了一种脆性靶材组件焊接的方法,所述方法包括以下步骤:(1)依次使用清洗液配合超声波对无氧铜背板进行清洗;(2)脆性靶材进行表面清洁;(3)分别在清洗后的无氧铜背板以及表面清洁后的脆性靶材的单侧涂抹导电胶,脆性靶材的涂胶面扣合至无氧铜背板的涂胶面上,压块置于脆性靶材的非涂胶面上加压,随后进行三段升温‑保温,并随炉冷却;所述方法采用导电胶进行三段升温‑保温并随炉冷却进行焊接,以简单、节能的工艺步骤提高了脆性靶材的焊接强度,并且在焊接前使用清洗液配合超声波对无氧铜背板进行清洗,充分除去表面油污、锈迹和
靶材组件的焊接方法.pdf
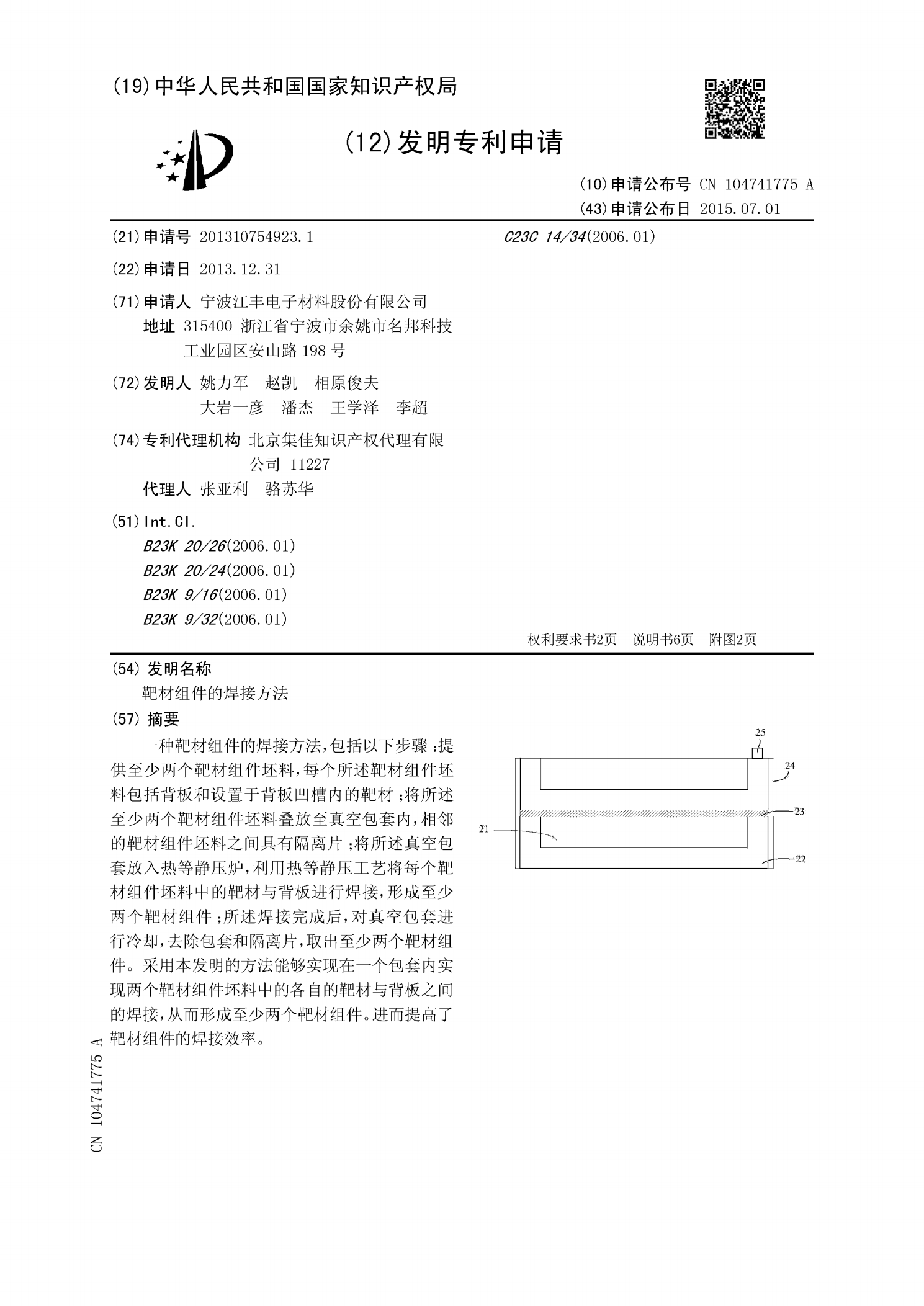
一种靶材组件的焊接方法,包括以下步骤:提供至少两个靶材组件坯料,每个所述靶材组件坯料包括背板和设置于背板凹槽内的靶材;将所述至少两个靶材组件坯料叠放至真空包套内,相邻的靶材组件坯料之间具有隔离片;将所述真空包套放入热等静压炉,利用热等静压工艺将每个靶材组件坯料中的靶材与背板进行焊接,形成至少两个靶材组件;所述焊接完成后,对真空包套进行冷却,去除包套和隔离片,取出至少两个靶材组件。采用本发明的方法能够实现在一个包套内实现两个靶材组件坯料中的各自的靶材与背板之间的焊接,从而形成至少两个靶材组件。进而提高了靶材

靶材组件的焊接方法.pdf
一种靶材组件的焊接方法,包括:提供靶材、背板和第一盖板,背板包括底板、设置于底板上并与底板连接的第二盖板,底板靠近第二盖板底面的位置处具有冷却水道;第二盖板顶面具有第一凹槽,第一凹槽底面具有第二凹槽;将靶材置于第二凹槽内,并将靶材的待焊接面与第二凹槽底面接触,之后,将第一盖板置于第一凹槽内与第二盖板拼接成真空包套;对真空包套进行密封处理并抽真空,之后做闭气处理;将闭气处理后的真空包套放入热等静压炉中,利用热等静压工艺将靶材的待焊接面与第二凹槽底面焊接形成靶材组件;焊接完成后,对真空包套进行冷却,去除第一盖
一种靶材组件的焊接结构及焊接方法.pdf
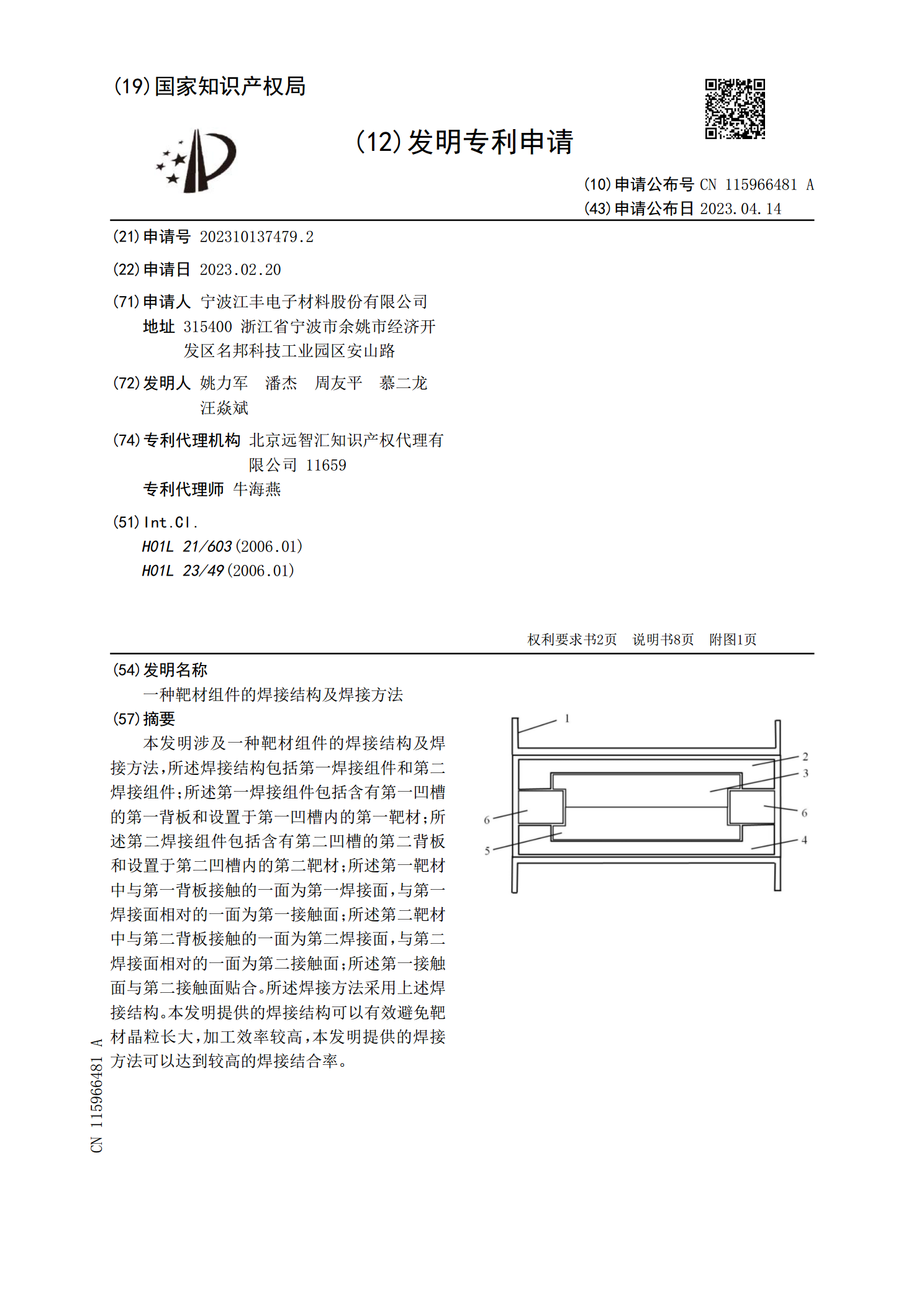
本发明涉及一种靶材组件的焊接结构及焊接方法,所述焊接结构包括第一焊接组件和第二焊接组件;所述第一焊接组件包括含有第一凹槽的第一背板和设置于第一凹槽内的第一靶材;所述第二焊接组件包括含有第二凹槽的第二背板和设置于第二凹槽内的第二靶材;所述第一靶材中与第一背板接触的一面为第一焊接面,与第一焊接面相对的一面为第一接触面;所述第二靶材中与第二背板接触的一面为第二焊接面,与第二焊接面相对的一面为第二接触面;所述第一接触面与第二接触面贴合。所述焊接方法采用上述焊接结构。本发明提供的焊接结构可以有效避免靶材晶粒长大,加

一种条形钛靶材组件的焊接方法.pdf
本发明涉及一种条形钛靶材组件的焊接方法,所述焊接方法包括:将遮蔽后的背板和条形钛靶材进行加热,将焊料设置于所述加热后背板和条形钛靶材的焊接面并采用钢刷对焊接面进行处理;对所述钢刷处理后靶材的焊接面采用手枪钻钢丝钻头进行处理,之后进行浸润处理;对所述钢刷处理后背板的焊接面进行浸润处理;将所述浸润处理后的靶材和背板进行组装并放置压块,然后进行冷却,得到所述条形钛靶材组件;所述压块设置于靶材的非焊接面,沿着所述靶材的中心线设置7‑8列。通过对焊接前的特定的钢刷处理和浸润处理方式,并在随炉冷却中还设置有压块,使得