
一种热轧履带链轨节钢棒材防脱碳的加热控制方法.pdf

景福****90

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种热轧履带链轨节钢棒材防脱碳的加热控制方法.pdf
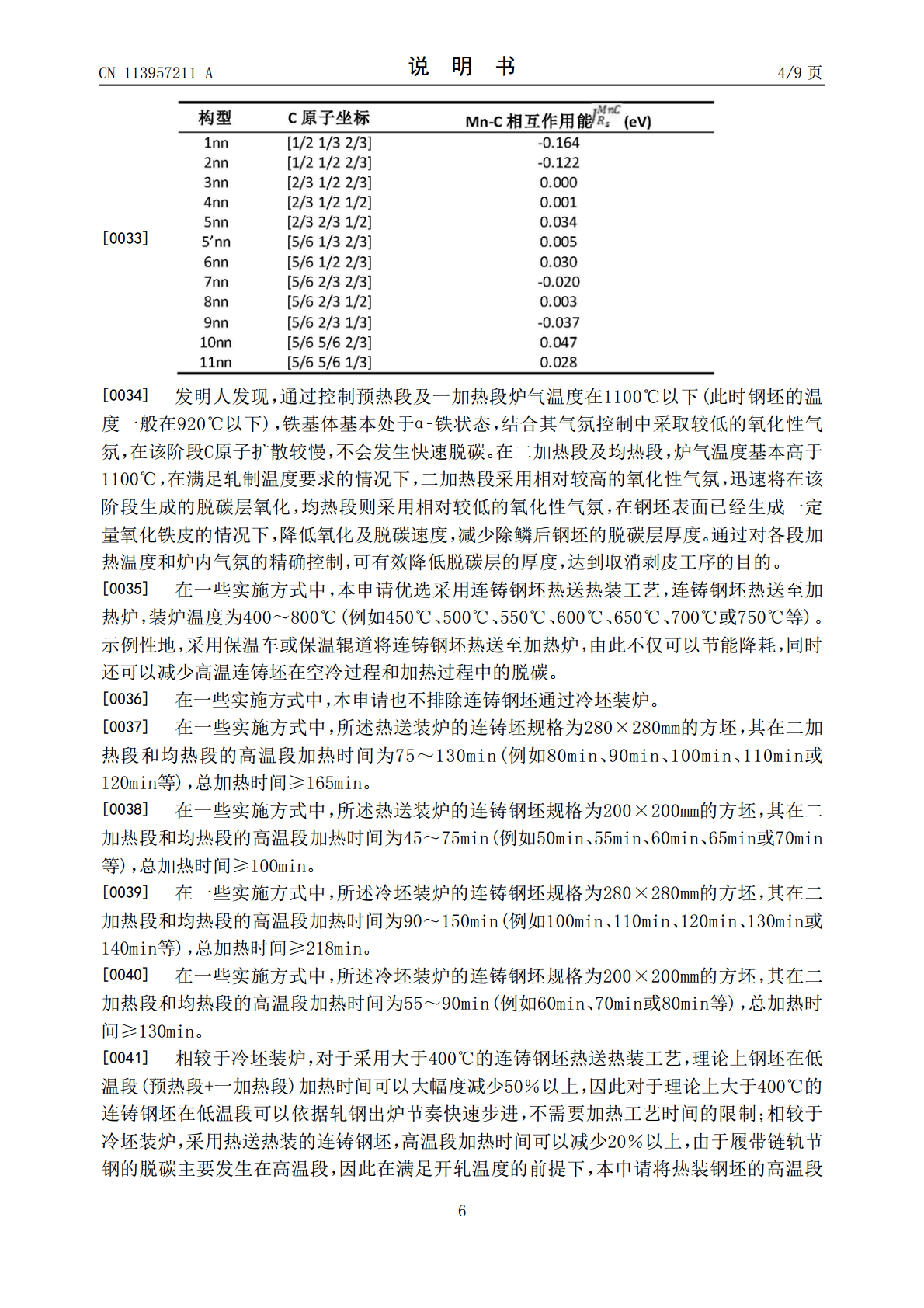
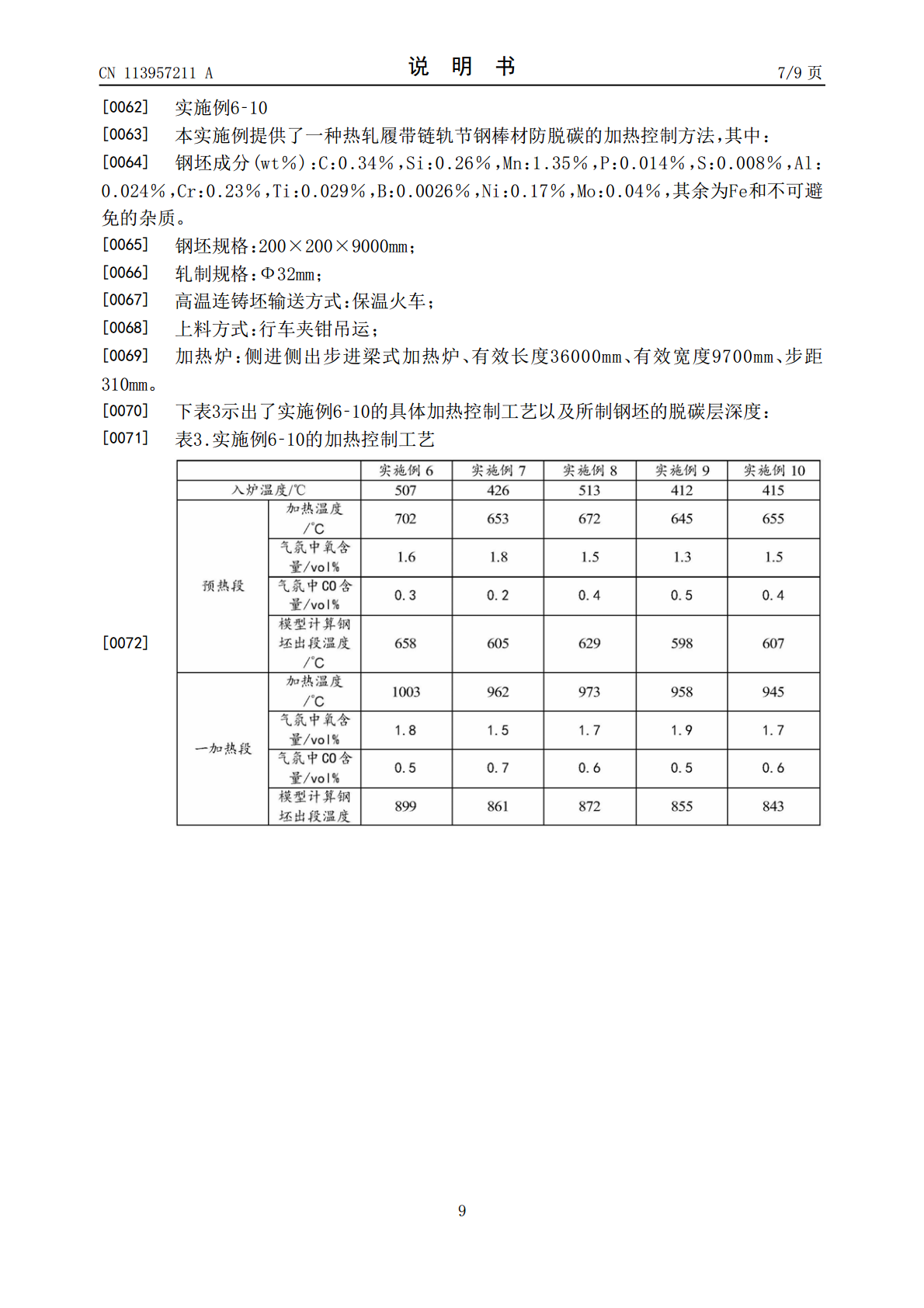
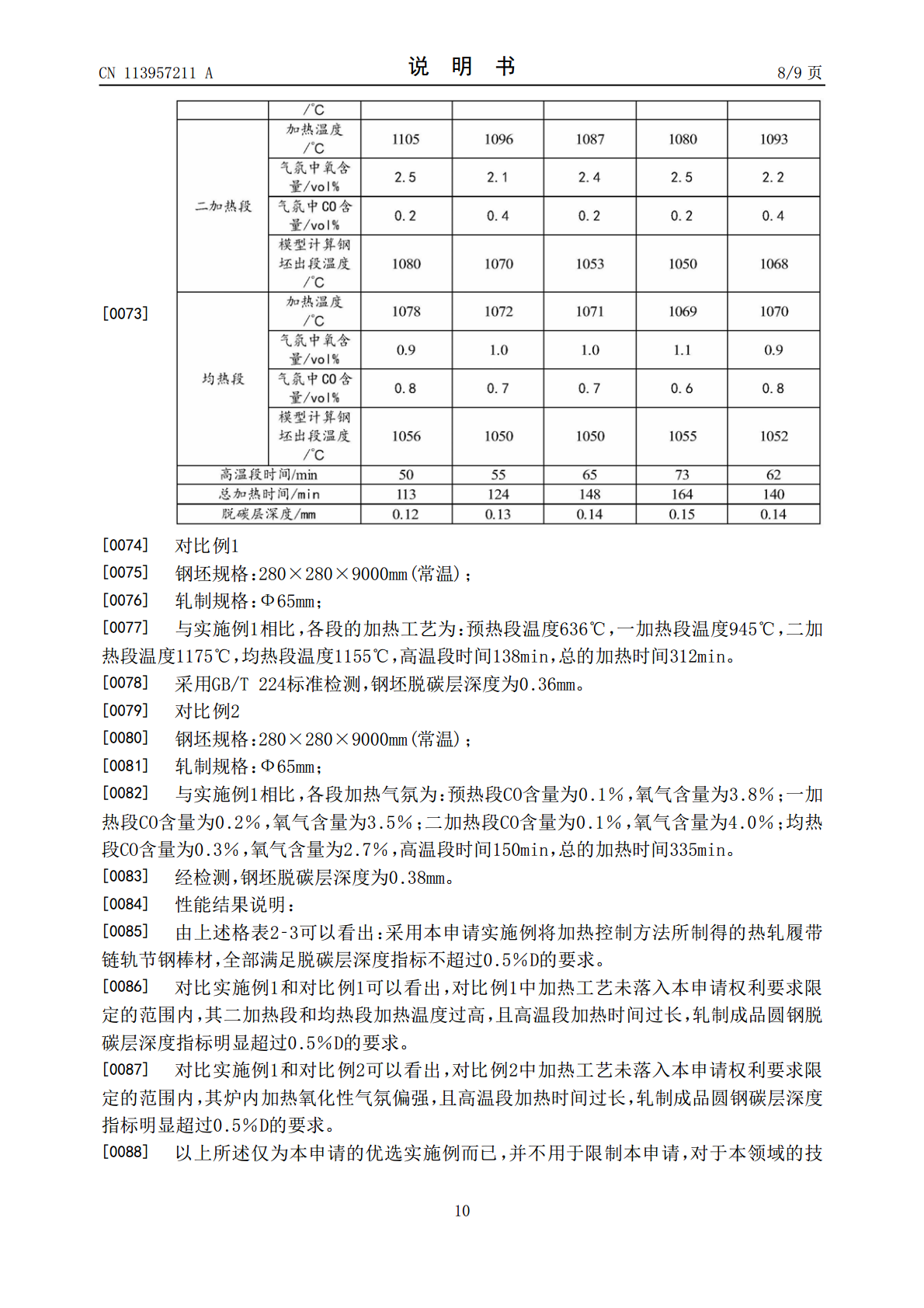
一种热轧履带链轨节钢棒材防脱碳的加热控制方法,包括:钢坯在加热炉内进行四段加热;预热段温度为600~850℃,气氛中氧气含量为0.5~2.0vol%、CO含量为0.0~0.6vol%;一加热段温度为800~1100℃,气氛中氧气含量为0.8~2.0vol%、CO含量为0.2~0.8vol%;二加热段温度为1080~1160℃,气氛中氧气含量为0.8~2.5vol%、CO含量为0.2~0.6vol%;均热段温度为1050~1130℃,气氛中氧气含量为0.3~1.2vol%、CO含量为0.6~1.2vol%。
一种履带链轨节热轧圆钢的生产方法.pdf
一种履带链轨节热轧圆钢的生产方法,钢的化学组成重量百分比为C‑0.33~0.36,Si=0.18~0.28,Mn=1.40~1.50,P≤0.025%,S≤0.015,Cr=0.32~0.38,Ti=0.025~0.050,B=0.0015~0.0025,其余为Fe和不可避免的杂质。采用冶炼—LF炉—VD炉—连铸—加热—轧制—冷却工艺生产,可生产成品规格为30~160mm。末端淬透性J1.5≥52HRC,J20≥30HRC,按ASTME112检验钢的晶粒度,级别≥6级,按ASTME45进行非金属夹杂
一种CrMo钢热轧棒材组织控制方法.pdf
本发明公开了一种CrMo钢热轧棒材组织控制方法,所述控制方法包括以下步骤:1)连铸坯通过加热炉进行加热;2)加热后的连铸坯经过高压水除鳞、粗轧、中轧、精轧;3)轧制后的棒材经过运输辊道运送至冷床;4)棒材在冷床上进行冷却,棒材密排,冷床保温罩距离棒材表面<1米,冷却速度0.14~0.25℃/S。本发明可控制此规格系列棒材组织为铁素体和珠光体,消除贝氏体组织的产生,降低棒材热轧后的硬度数值。
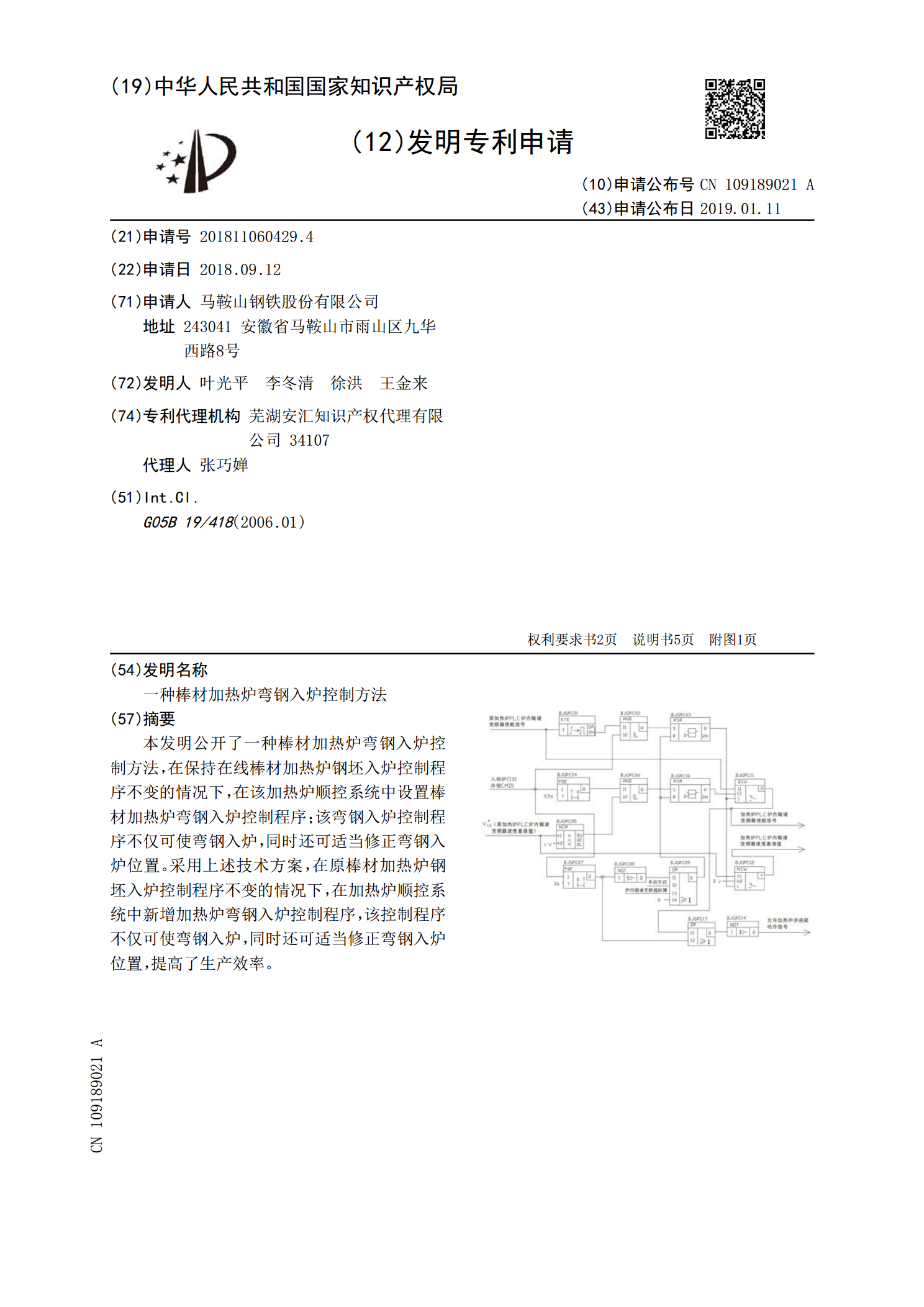
一种棒材加热炉弯钢入炉控制方法.pdf
本发明公开了一种棒材加热炉弯钢入炉控制方法,在保持在线棒材加热炉钢坯入炉控制程序不变的情况下,在该加热炉顺控系统中设置棒材加热炉弯钢入炉控制程序;该弯钢入炉控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置。采用上述技术方案,在原棒材加热炉钢坯入炉控制程序不变的情况下,在加热炉顺控系统中新增加热炉弯钢入炉控制程序,该控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置,提高了生产效率。
一种弹簧钢防脱碳的加热炉控制方法.pdf
本发明公开了一种弹簧钢防脱碳的加热炉控制方法,所用的弹簧圆钢钢种为60Si2MnA,采用三段式步进加热炉、混合煤气为燃料进行加热,为防止脱碳,设计不同停机时间段的升降温制度,避免钢坯在加热段长时间高温加热;为了减少在炉时间,根据各规格的轧制节奏,制定与之相匹配的坯料入炉规则,时钢坯总在炉时间控制在90‑110min;根据在炉时间及开轧温度的要求,制定合理的加热升温曲线,避免钢坯长时间的高温加热;根据该材质的易脱碳性质,调整制定与之相匹配的炉内气氛参数。