
一种棒材加热炉弯钢入炉控制方法.pdf

萌运****魔王

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种棒材加热炉弯钢入炉控制方法.pdf
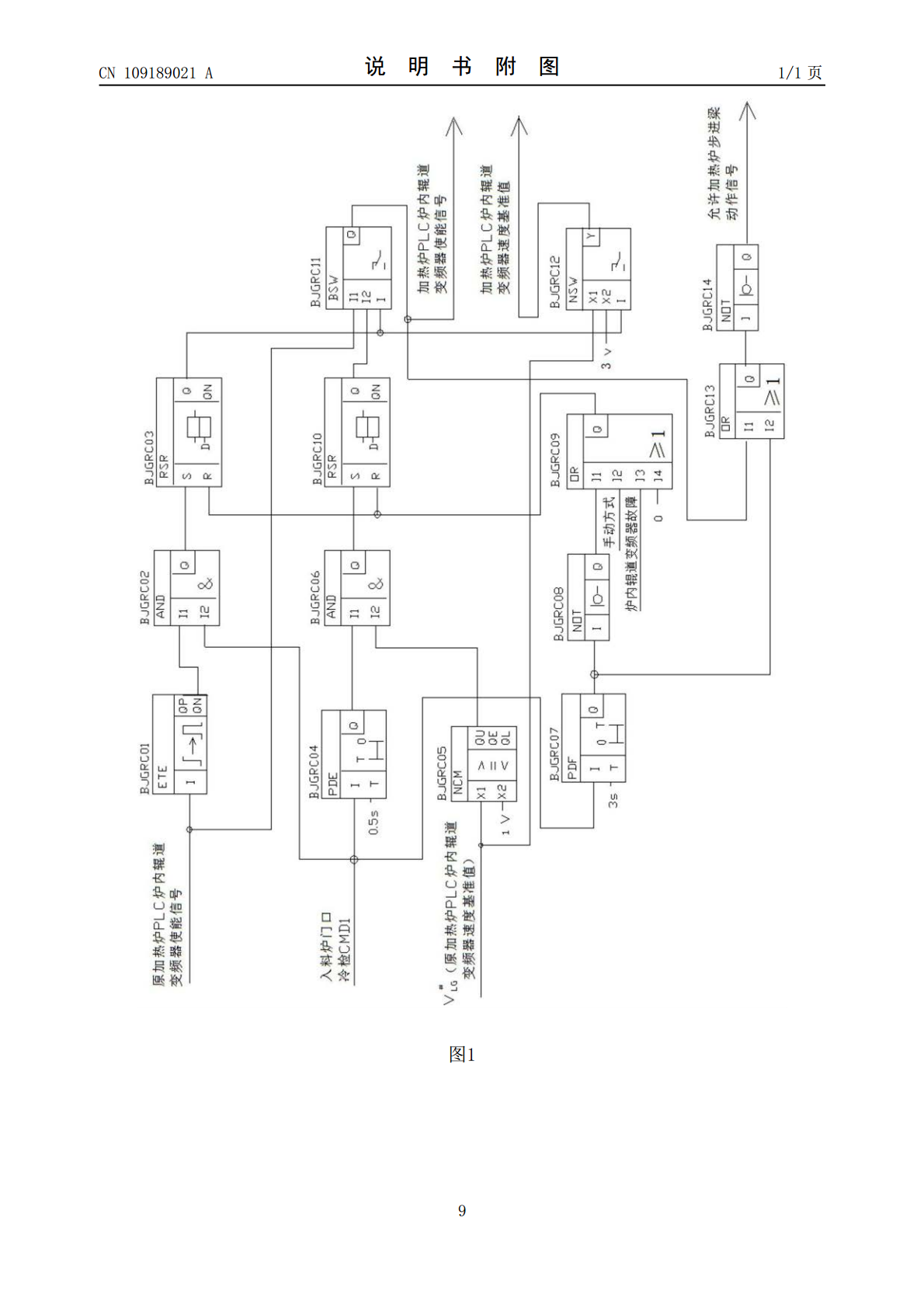
本发明公开了一种棒材加热炉弯钢入炉控制方法,在保持在线棒材加热炉钢坯入炉控制程序不变的情况下,在该加热炉顺控系统中设置棒材加热炉弯钢入炉控制程序;该弯钢入炉控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置。采用上述技术方案,在原棒材加热炉钢坯入炉控制程序不变的情况下,在加热炉顺控系统中新增加热炉弯钢入炉控制程序,该控制程序不仅可使弯钢入炉,同时还可适当修正弯钢入炉位置,提高了生产效率。
一种棒材加热炉.pdf
本发明公开了一种棒材加热炉,包括炉体、输送装置、燃烧装置、换热循环装置和测温装置。所述燃烧装置通过将燃料以及空气混合燃烧对炉体内的棒材进行加热;通过输送装置控制棒材在炉体内的运动;通过测温装置对各个梯度的铝棒加热情况进行检测,根据检测的温度进行高精度加热控制;所述换热循环装置将燃烧加热所产生的多余热量进行回收,对棒材进行预热。本发明通过各部分装置,实现了炉内棒材的高精度梯度加热,还将加热的热量充分回收利用,达到节约燃料的效果。本发明可应用于棒材加热领域中。
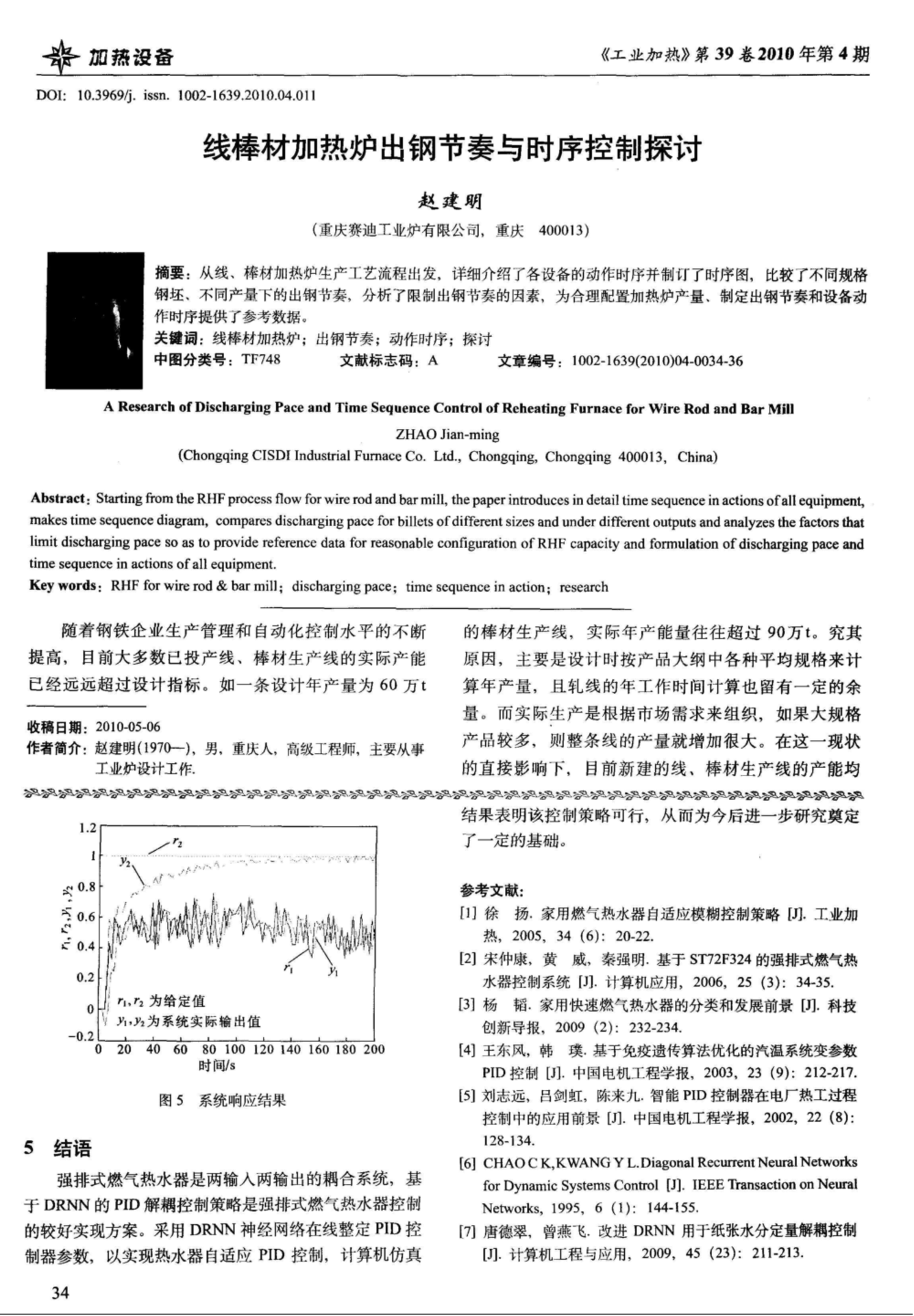
线棒材加热炉出钢节奏与时序控制探讨__TR.pdf
一种棒材加热炉系统.pdf
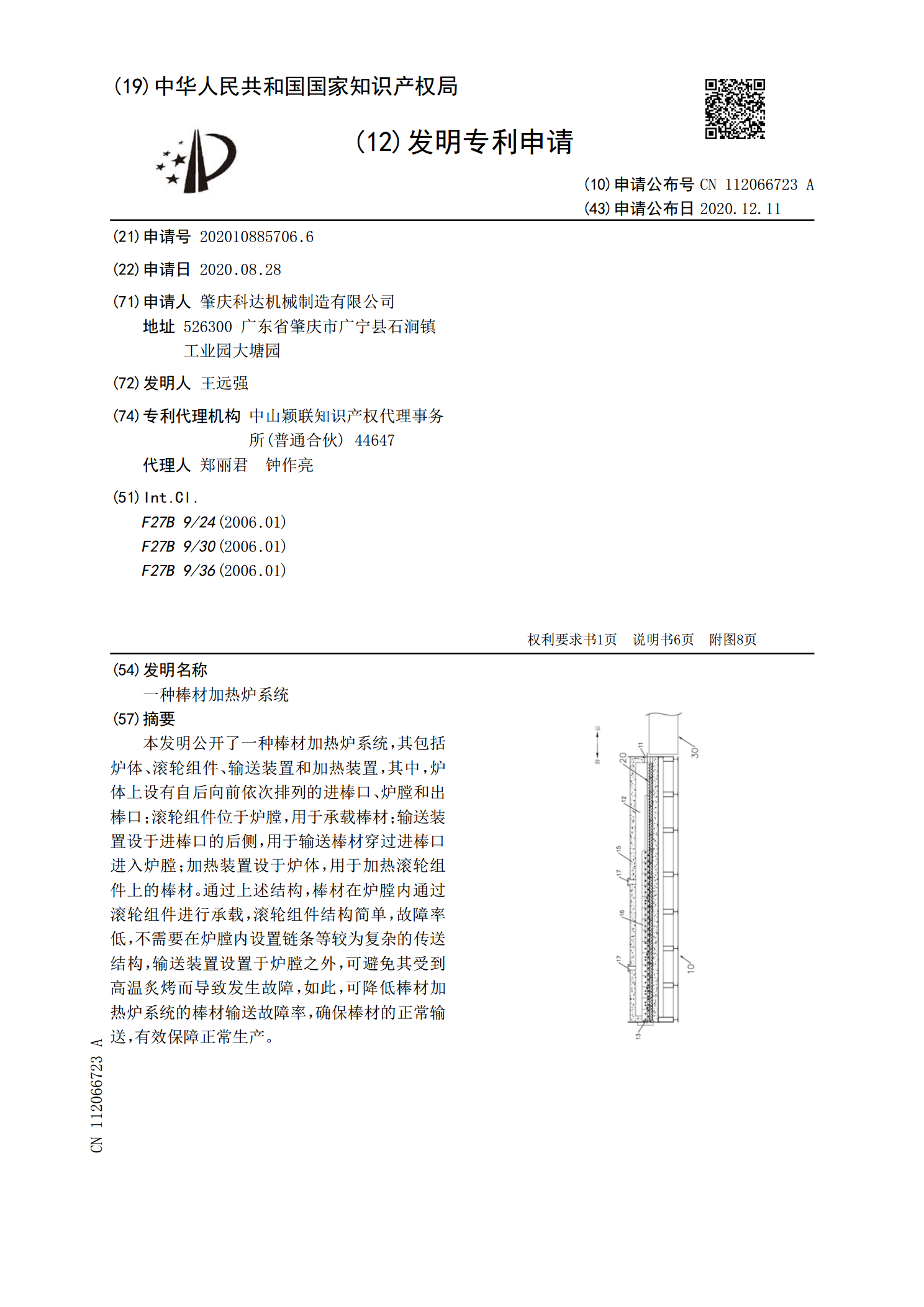
本发明公开了一种棒材加热炉系统,其包括炉体、滚轮组件、输送装置和加热装置,其中,炉体上设有自后向前依次排列的进棒口、炉膛和出棒口;滚轮组件位于炉膛,用于承载棒材;输送装置设于进棒口的后侧,用于输送棒材穿过进棒口进入炉膛;加热装置设于炉体,用于加热滚轮组件上的棒材。通过上述结构,棒材在炉膛内通过滚轮组件进行承载,滚轮组件结构简单,故障率低,不需要在炉膛内设置链条等较为复杂的传送结构,输送装置设置于炉膛之外,可避免其受到高温炙烤而导致发生故障,如此,可降低棒材加热炉系统的棒材输送故障率,确保棒材的正常输送,有

韶钢棒材加热炉烟气余热回收改造.docx
韶钢棒材加热炉烟气余热回收改造一、题目选定的背景与意义随着社会的发展和经济的进步,企业的生产能力日益增强,炼钢企业对能源的需求量也不断增加,同时随着环保意识的不断提高,节能减排变成了各大企业的必修课。在这个大背景下,韶钢集团棒材公司应运而生。韶钢集团棒材公司是一家专注于钢铁加工的企业,其主要产品有光圆钢、拔钢、冷拉钢、合金钢,是全球ZRD领域的主要供应商之一。但同时,棒材加热炉烟气一直是企业中的一个难题。目前,棒材的加热过程主要是使用加热炉进行加热,这会产生大量的烟气,并带有相当高的温度和热量。然而,如果