
用于线圈浇注的模具、浇注方法及隔离变压器绕组结构.pdf

永梅****33

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于线圈浇注的模具、浇注方法及隔离变压器绕组结构.pdf
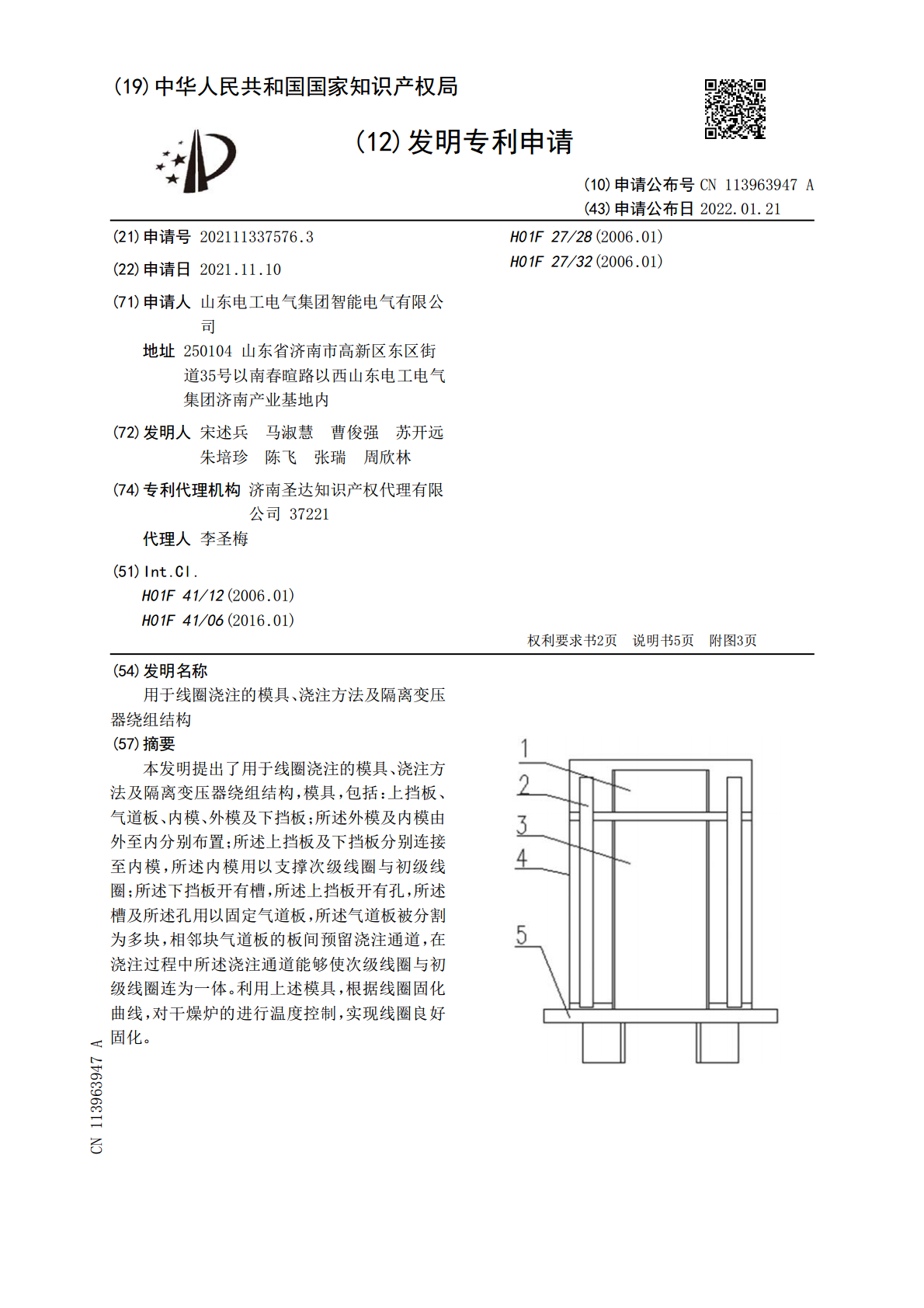
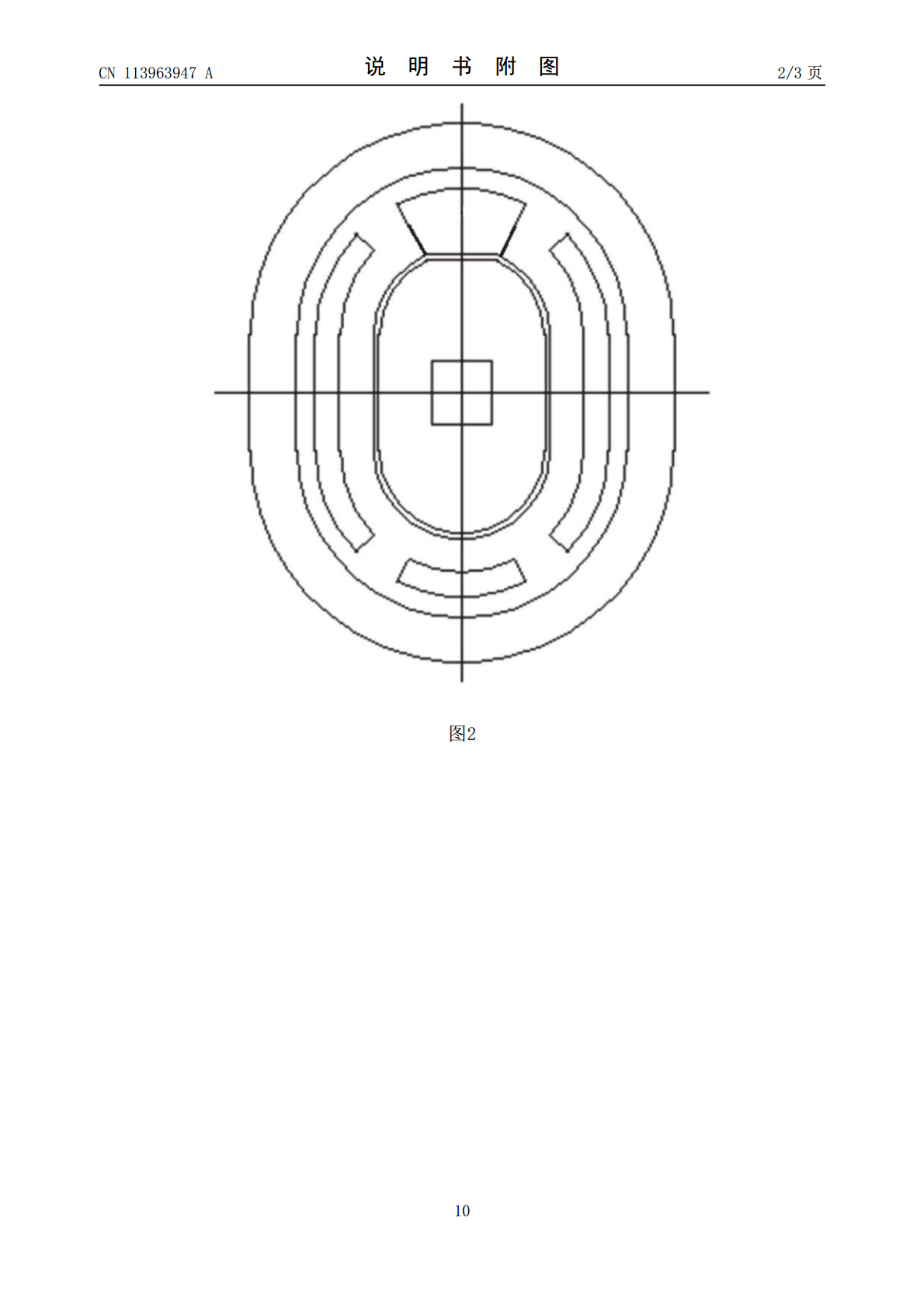
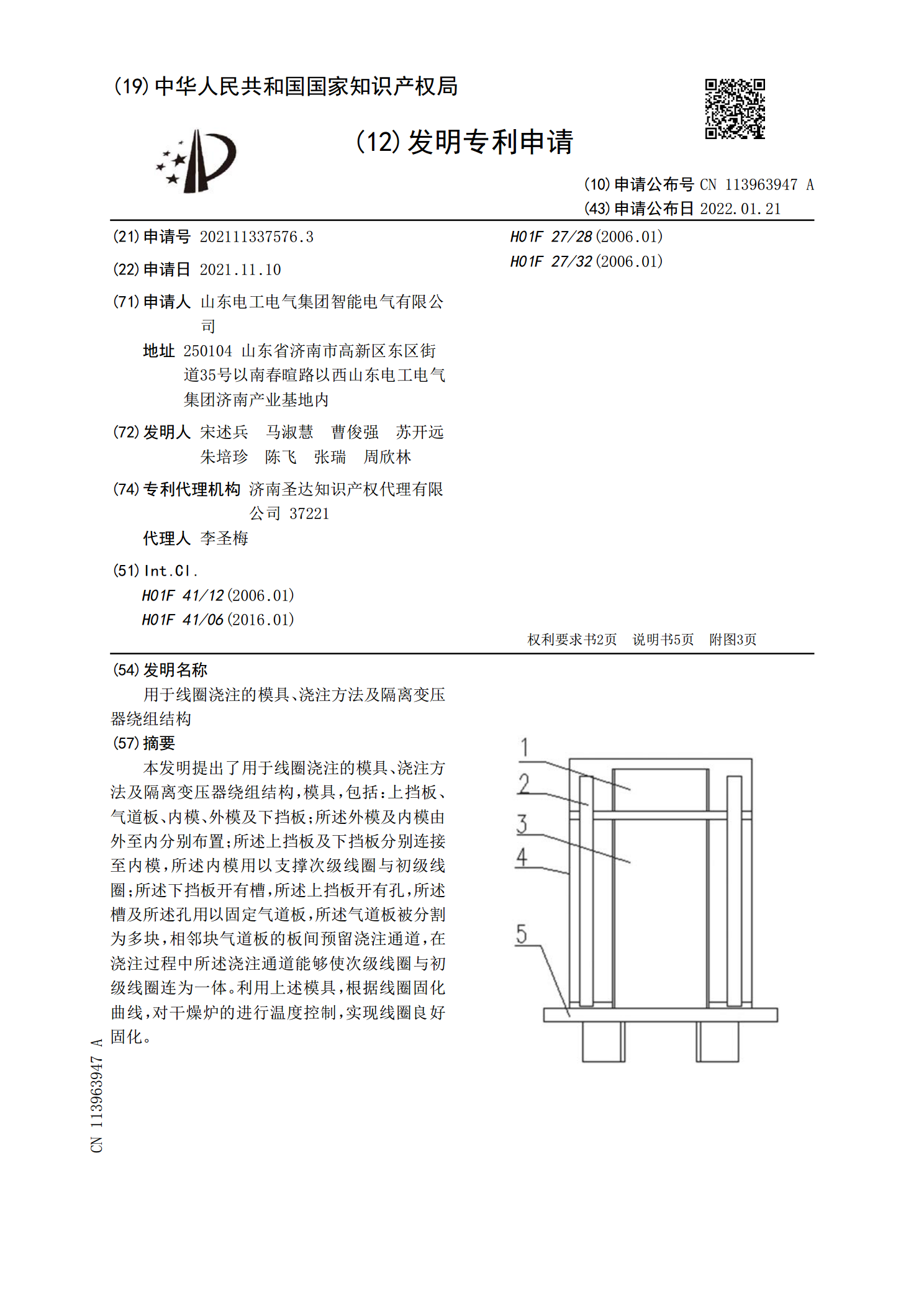
本发明提出了用于线圈浇注的模具、浇注方法及隔离变压器绕组结构,模具,包括:上挡板、气道板、内模、外模及下挡板;所述外模及内模由外至内分别布置;所述上挡板及下挡板分别连接至内模,所述内模用以支撑次级线圈与初级线圈;所述下挡板开有槽,所述上挡板开有孔,所述槽及所述孔用以固定气道板,所述气道板被分割为多块,相邻块气道板的板间预留浇注通道,在浇注过程中所述浇注通道能够使次级线圈与初级线圈连为一体。利用上述模具,根据线圈固化曲线,对干燥炉的进行温度控制,实现线圈良好固化。
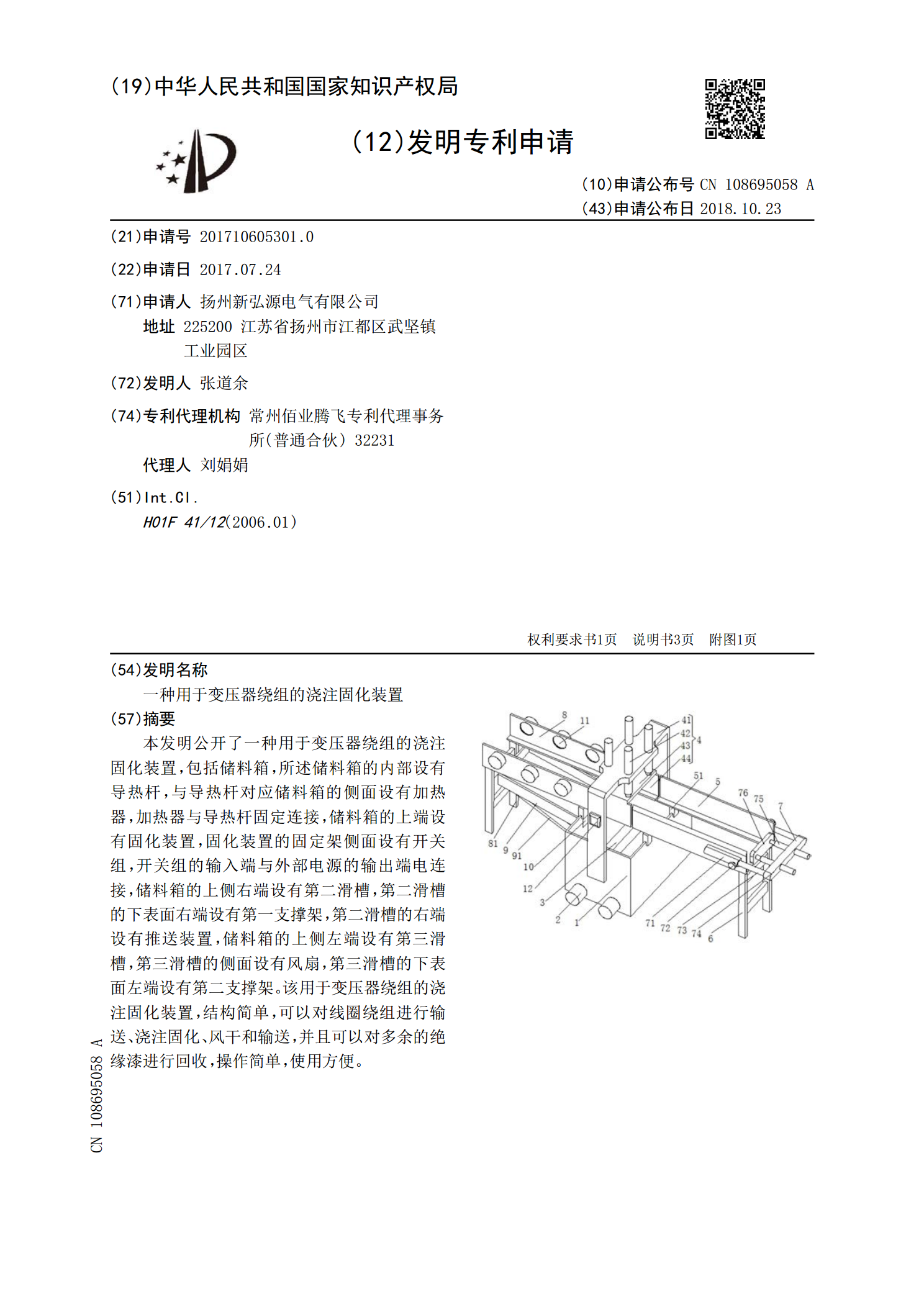
一种用于变压器绕组的浇注固化装置.pdf
本发明公开了一种用于变压器绕组的浇注固化装置,包括储料箱,所述储料箱的内部设有导热杆,与导热杆对应储料箱的侧面设有加热器,加热器与导热杆固定连接,储料箱的上端设有固化装置,固化装置的固定架侧面设有开关组,开关组的输入端与外部电源的输出端电连接,储料箱的上侧右端设有第二滑槽,第二滑槽的下表面右端设有第一支撑架,第二滑槽的右端设有推送装置,储料箱的上侧左端设有第三滑槽,第三滑槽的侧面设有风扇,第三滑槽的下表面左端设有第二支撑架。该用于变压器绕组的浇注固化装置,结构简单,可以对线圈绕组进行输送、浇注固化、风干和

干式变压器高压绕组浇注外模.pdf
本发明公开了一种干式变压器高压绕组浇注外模,包括圈体外模和方形块外模,所述圈体外模为钢板弯曲成一端开口的椭圆形箍,所述方形块外模包括两块平行的钢板和设置在两块平行的钢板之间的固定架,所述两块平行的钢板以椭圆形箍的长轴为对称轴且分布在对称轴的两侧,所述两块钢板与椭圆形箍一体弯曲成型,弯曲方向槽向椭圆形箍轮廓外,椭圆形箍与平行钢板平滑过渡,所述固定架通过螺栓与平行钢板连接,所述固定架的宽度小于两块平行的钢板之间的距离,本方案的有益之处在于:用于高压线圈浇注中,当浇注完成后拆下固定架可实现自动脱模的效果,使得外
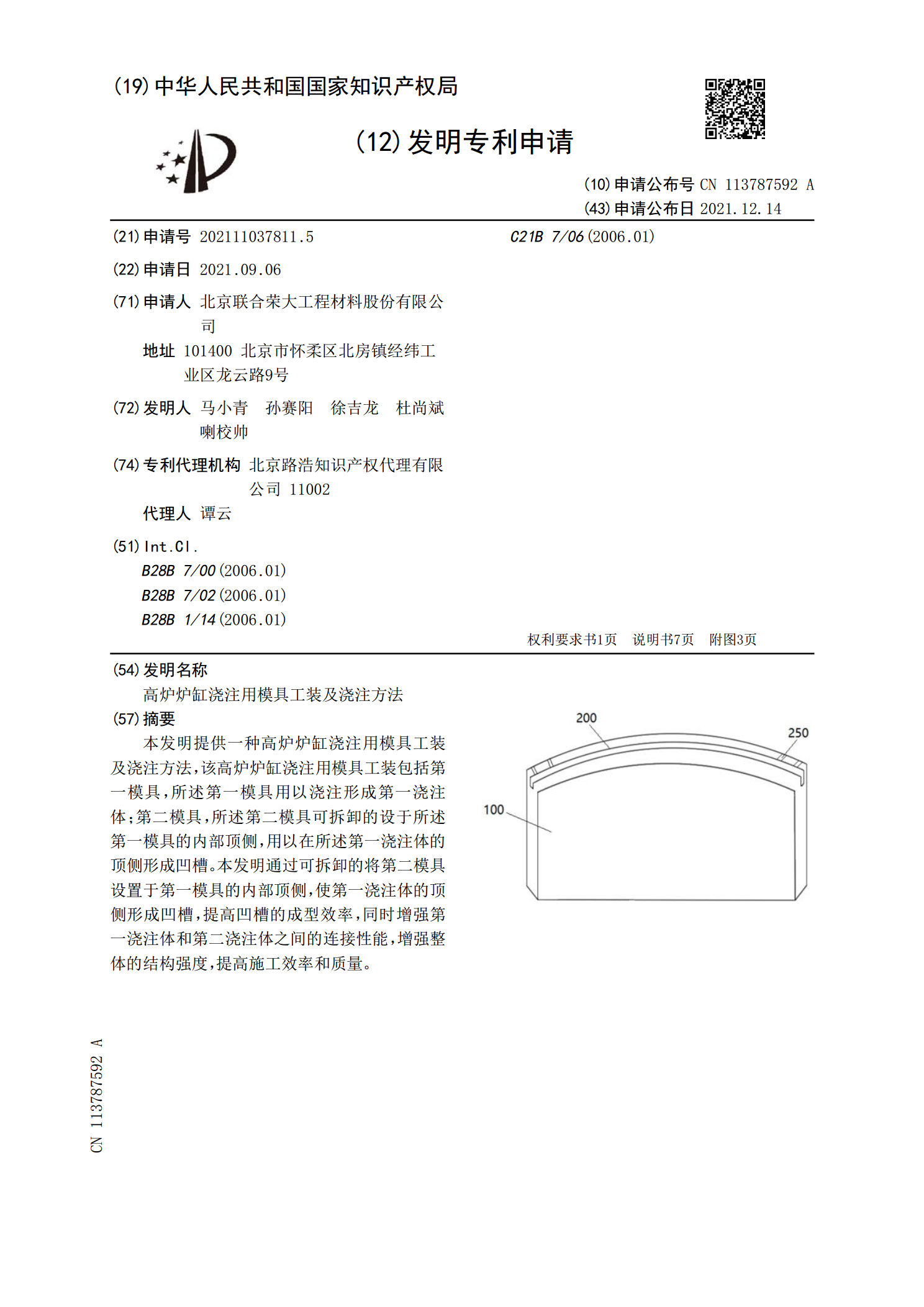
高炉炉缸浇注用模具工装及浇注方法.pdf
本发明提供一种高炉炉缸浇注用模具工装及浇注方法,该高炉炉缸浇注用模具工装包括第一模具,所述第一模具用以浇注形成第一浇注体;第二模具,所述第二模具可拆卸的设于所述第一模具的内部顶侧,用以在所述第一浇注体的顶侧形成凹槽。本发明通过可拆卸的将第二模具设置于第一模具的内部顶侧,使第一浇注体的顶侧形成凹槽,提高凹槽的成型效率,同时增强第一浇注体和第二浇注体之间的连接性能,增强整体的结构强度,提高施工效率和质量。
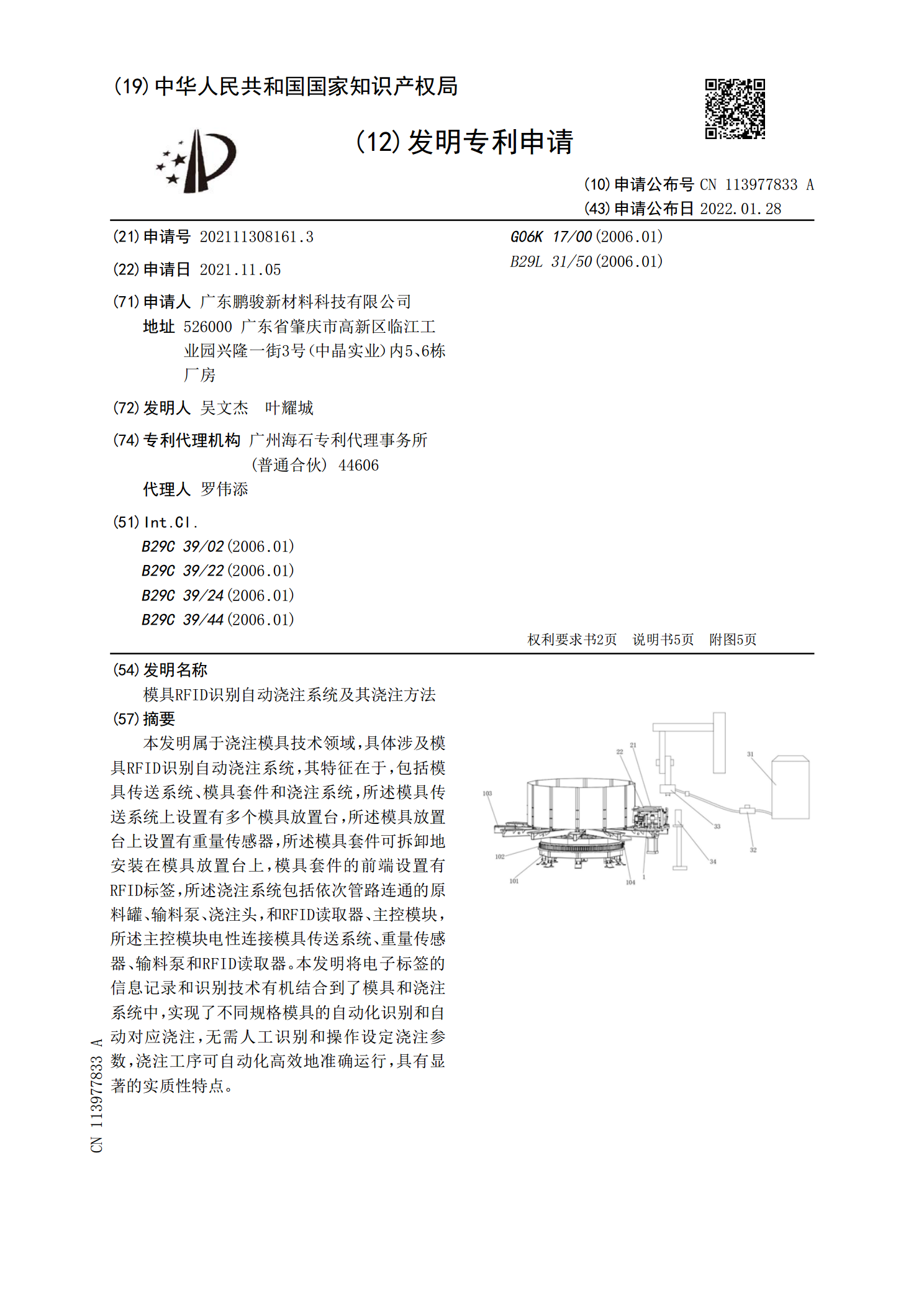
模具RFID识别自动浇注系统及其浇注方法.pdf
本发明属于浇注模具技术领域,具体涉及模具RFID识别自动浇注系统,其特征在于,包括模具传送系统、模具套件和浇注系统,所述模具传送系统上设置有多个模具放置台,所述模具放置台上设置有重量传感器,所述模具套件可拆卸地安装在模具放置台上,模具套件的前端设置有RFID标签,所述浇注系统包括依次管路连通的原料罐、输料泵、浇注头,和RFID读取器、主控模块,所述主控模块电性连接模具传送系统、重量传感器、输料泵和RFID读取器。本发明将电子标签的信息记录和识别技术有机结合到了模具和浇注系统中,实现了不同规格模具的自动化识