
一种列车转向架用高抗疲劳性能高耐蚀钢及其制备方法.pdf

邻家****66

1/10
2/10
3/10
4/10
5/10
6/10
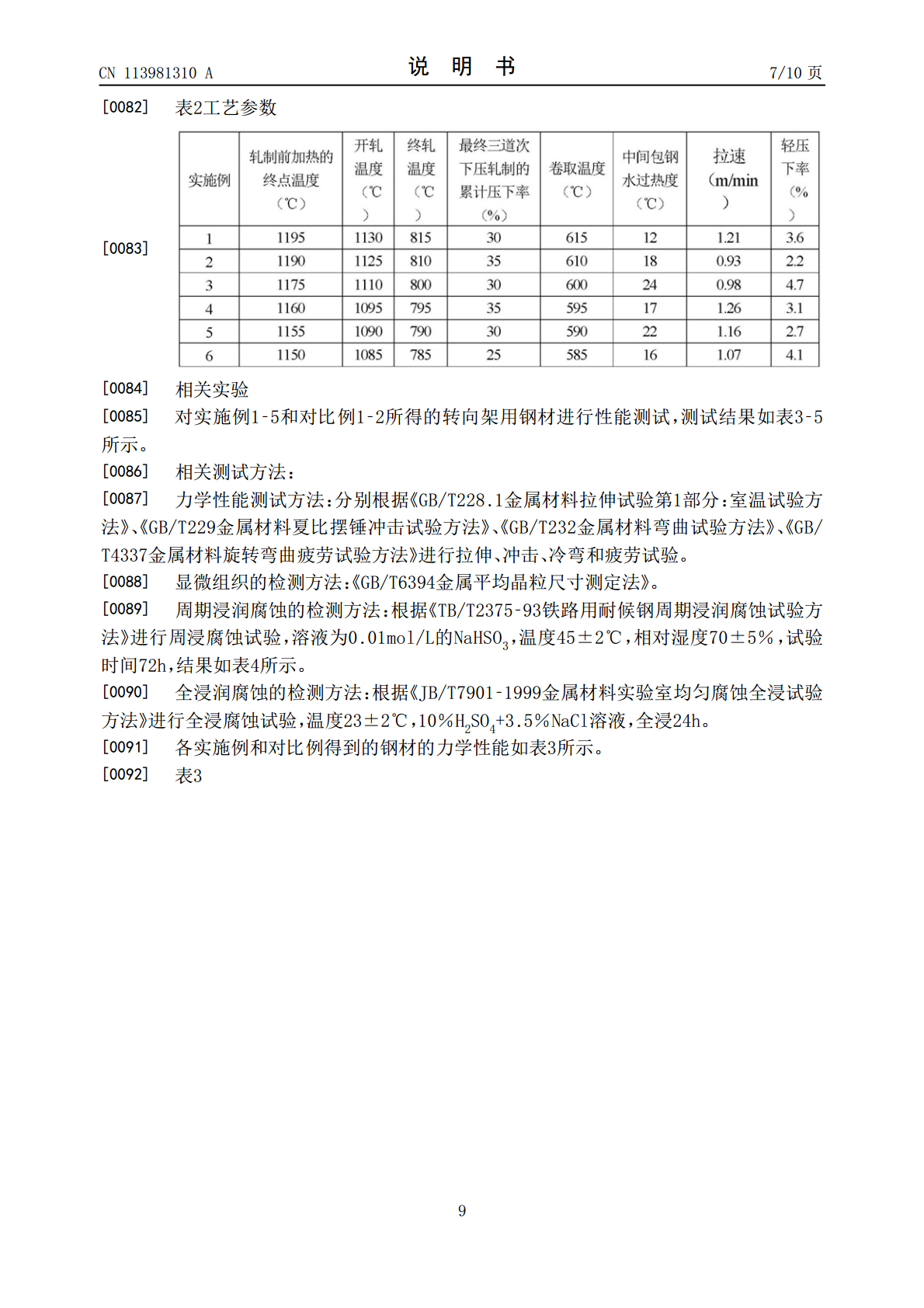
7/10
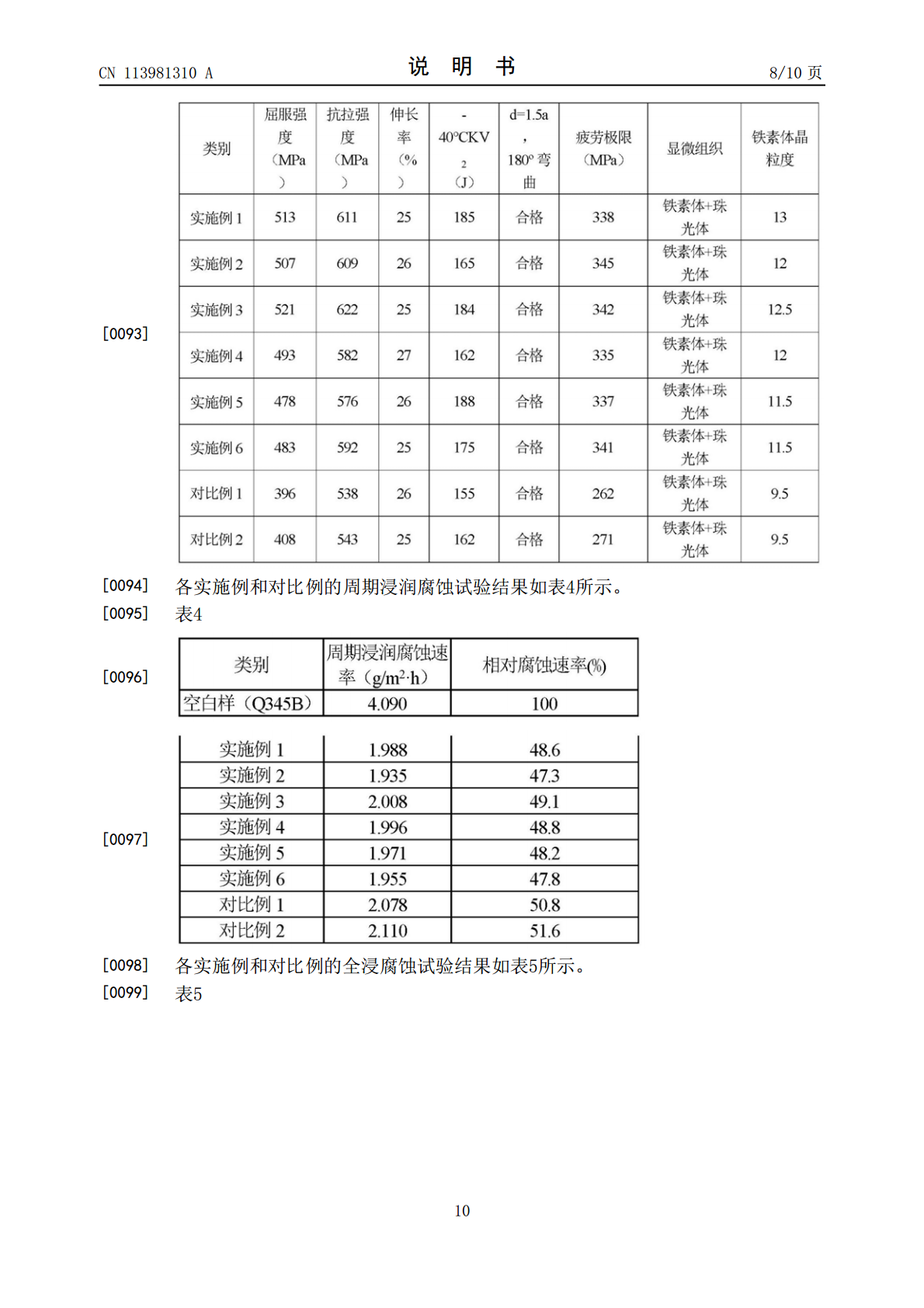
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种列车转向架用高抗疲劳性能高耐蚀钢及其制备方法.pdf
本申请涉及低合金高强钢技术领域,尤其涉及一种列车转向架用高抗疲劳性能高耐蚀钢及其制备方法,以质量分数计,所述高抗疲劳性能高耐蚀钢的化学成分包括:C,Si,Mn,P,S,Cu,Ni,Nb,Mo,Sb,Ca,其余为Fe和不可避免的杂质;所述方法包括:获取含有所述化学成分的铁水;对所述铁水依次进行脱硫、转炉冶炼、炉外精炼、连铸和热轧,得到高抗疲劳性能高耐蚀钢;通过在化学成分中加入的Cu、Ni、Sb和Ca的复合效应,利用Cu的低温韧性和Ni的低温韧性,增加钢的抗疲劳裂和耐蚀性,利用Sb在钢铁表面形成致密的保护膜,
一种汽车用高疲劳性能弹簧及其制备方法.pdf
本发明公开了一种汽车用高疲劳性能弹簧,包括如下重量百分比原料:C:0.43?0.55%,Si:0.25?0.38%,Mn:1.5?1.8%,Cr:0.8?1.2%,Als:0.012?0.015%,Nb:0.02?0.03%,Ni:0.25?0.35%,Ti:0.01?0.02%,Ca:0.0012?0.0020%,余量为Fe和不可避免的杂质;制备过程中通过加入合金熔块来调整金属成分含量达到标准值,加入Si?Ca线调整硅、钙含量,而且精炼过程中通入氩气,形成气泡,气泡上升过程中吸附合金液中的氧化夹杂物带出
高端铸造用高抗裂高耐蚀浇道管及其制备方法.pdf
本发明涉及一种高端铸造用高抗裂高耐蚀浇道管的制备方法,其采用铝尾矿废料取代部分铝矾土和粘土青坩球磨至800‑1250目,再与有机硅树脂辅助粘合剂造粒,根据粉料大小进行分选分级;将不同粒级的粉料、废旧刚玉细粉和废镁铝尖晶石砖颗粒进行级配,以获得最大堆积密度为目标的级配进行混合,采用压制成型法获得高密度管坯;将管坯放入真空热压炉中,采用等温等压双控技术烧结成相对密度大于99.0%以上的烧结管坯;烧结温度为1350℃‑1550℃,压力15‑25MPa,真空度不低于10
一种高疲劳性能的车轮用带钢及其制备方法.pdf
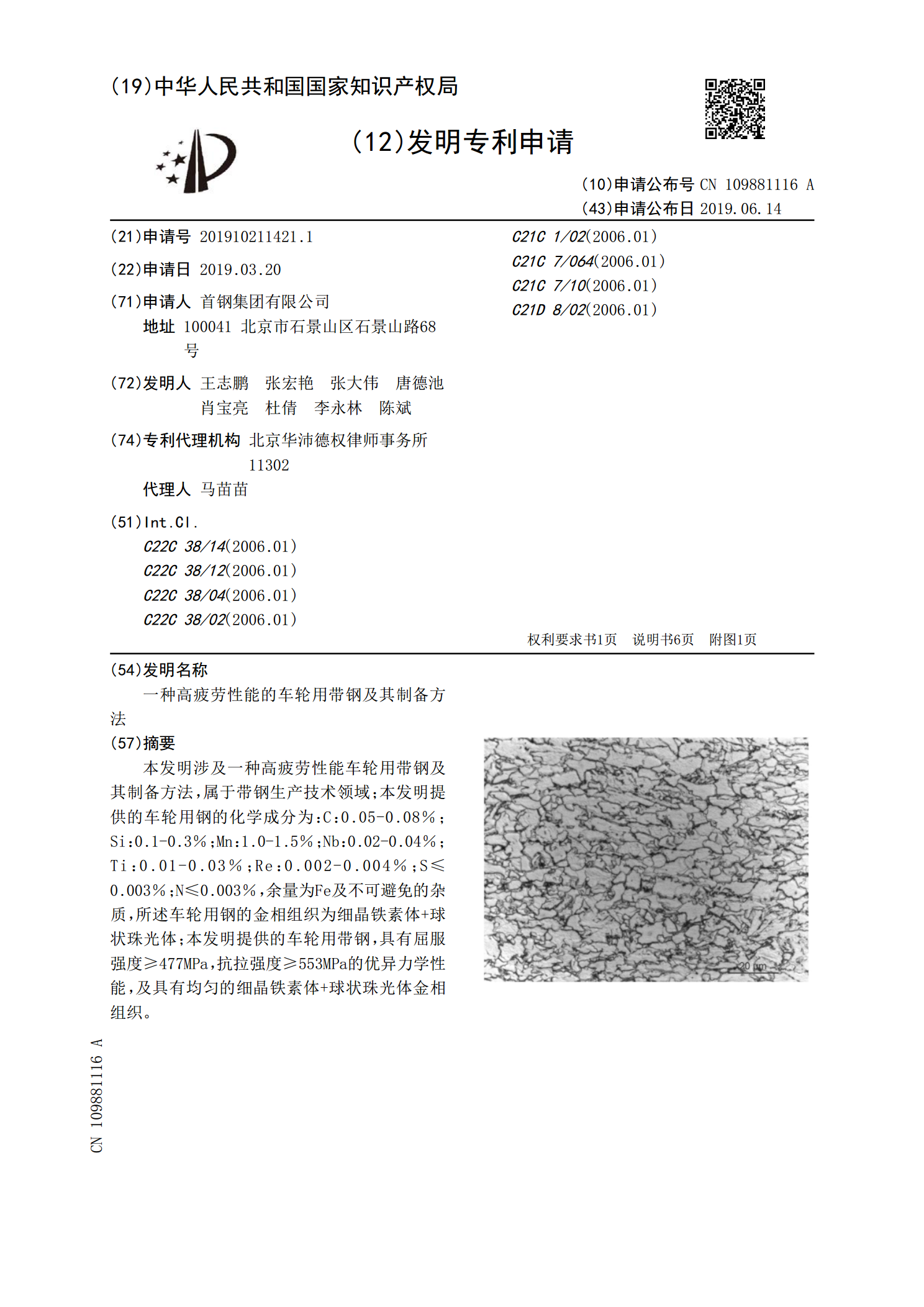
本发明涉及一种高疲劳性能车轮用带钢及其制备方法,属于带钢生产技术领域;本发明提供的车轮用钢的化学成分为:C:0.05‑0.08%;Si:0.1‑0.3%;Mn:1.0‑1.5%;Nb:0.02‑0.04%;Ti:0.01‑0.03%;Re:0.002‑0.004%;S≤0.003%;N≤0.003%,余量为Fe及不可避免的杂质,所述车轮用钢的金相组织为细晶铁素体+球状珠光体;本发明提供的车轮用带钢,具有屈服强度≥477MPa,抗拉强度≥553MPa的优异力学性能,及具有均匀的细晶铁素体+球状珠光体金相组织
一种高疲劳性能弹簧用钢的冶炼方法.pdf
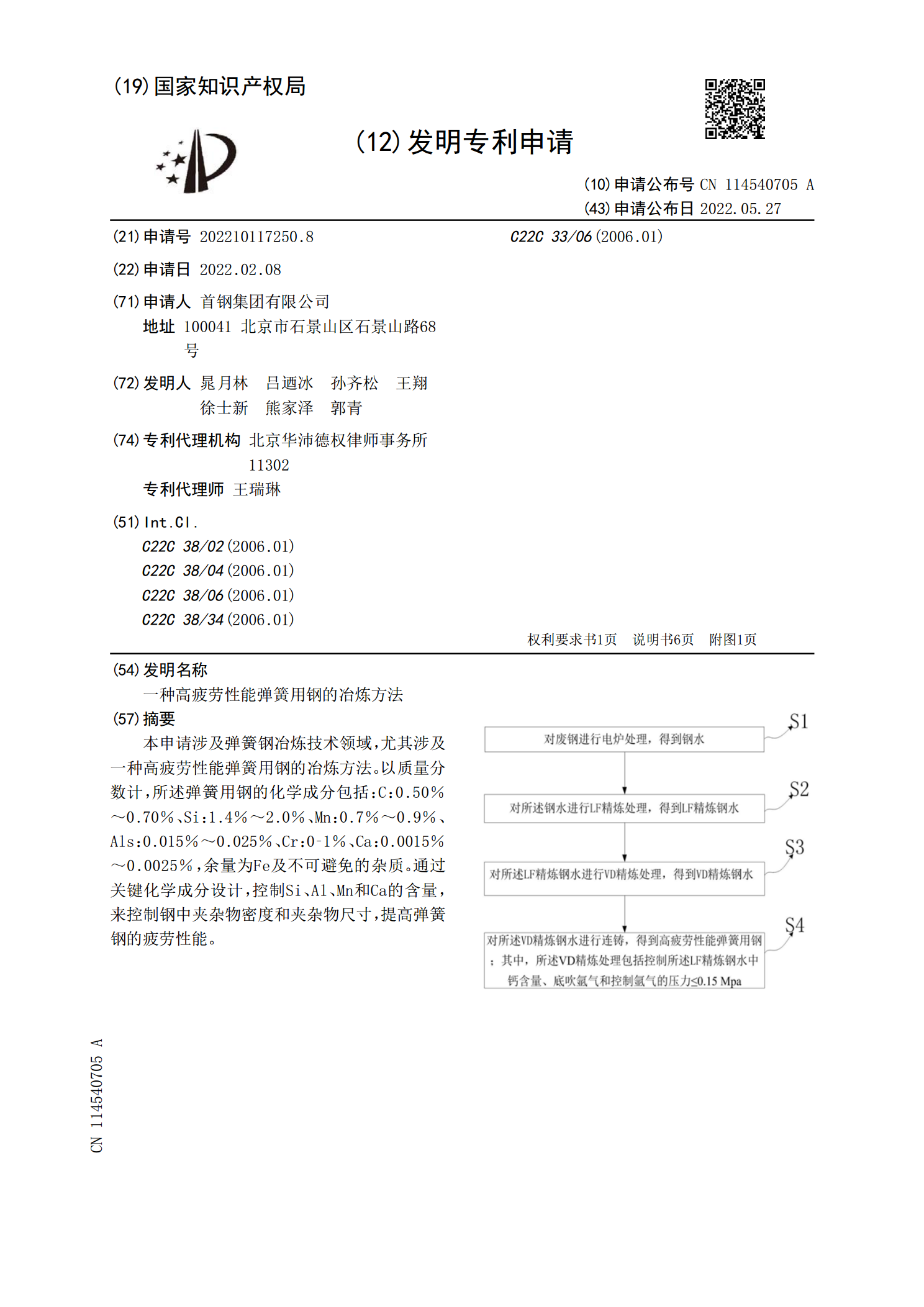
本申请涉及弹簧钢冶炼技术领域,尤其涉及一种高疲劳性能弹簧用钢的冶炼方法。以质量分数计,所述弹簧用钢的化学成分包括:C:0.50%~0.70%、Si:1.4%~2.0%、Mn:0.7%~0.9%、Als:0.015%~0.025%、Cr:0?1%、Ca:0.0015%~0.0025%,余量为Fe及不可避免的杂质。通过关键化学成分设计,控制Si、Al、Mn和Ca的含量,来控制钢中夹杂物密度和夹杂物尺寸,提高弹簧钢的疲劳性能。