
一种耐低温高强度滚珠丝杠用球化退火钢及其制造方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐低温高强度滚珠丝杠用球化退火钢及其制造方法.pdf
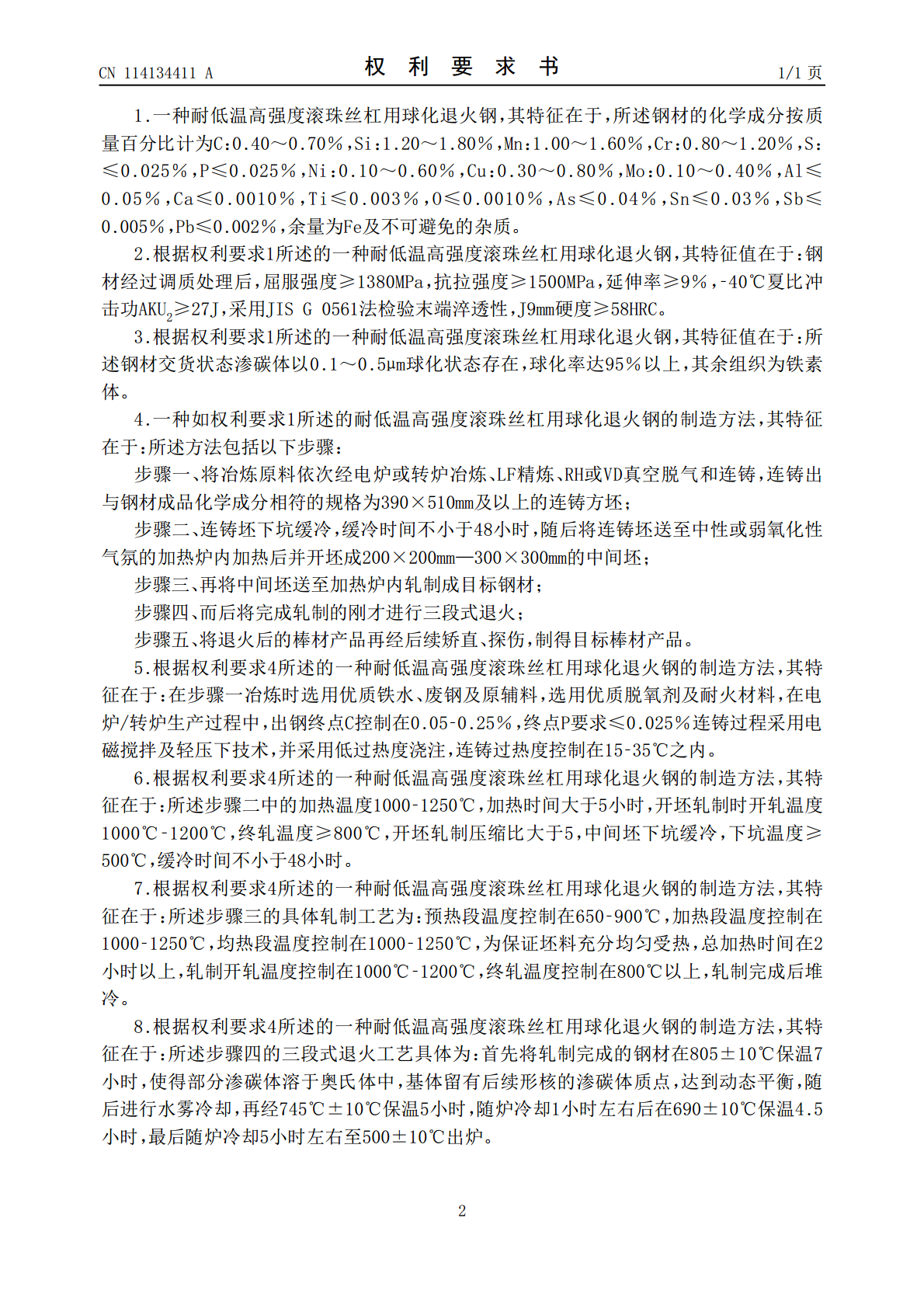
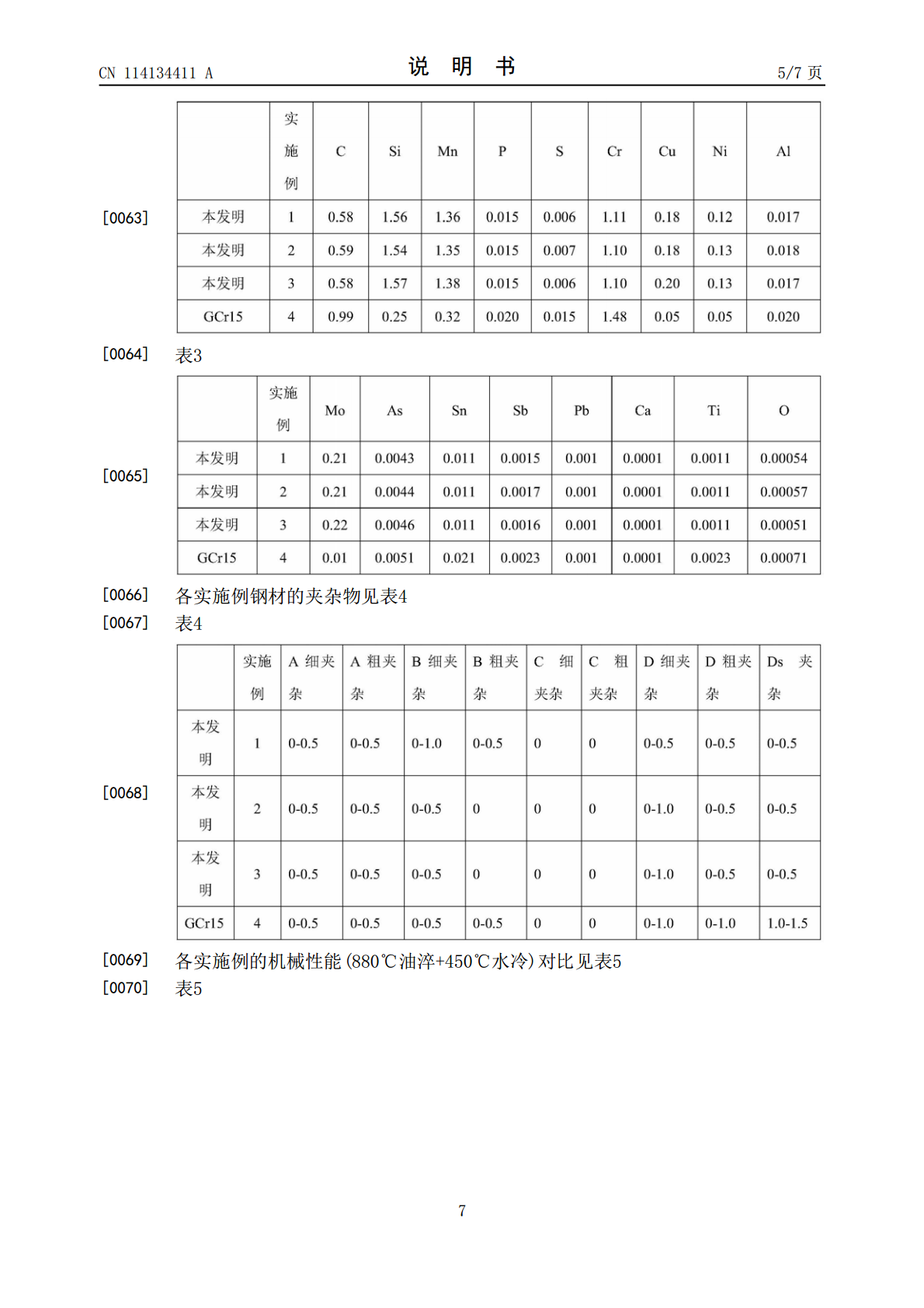
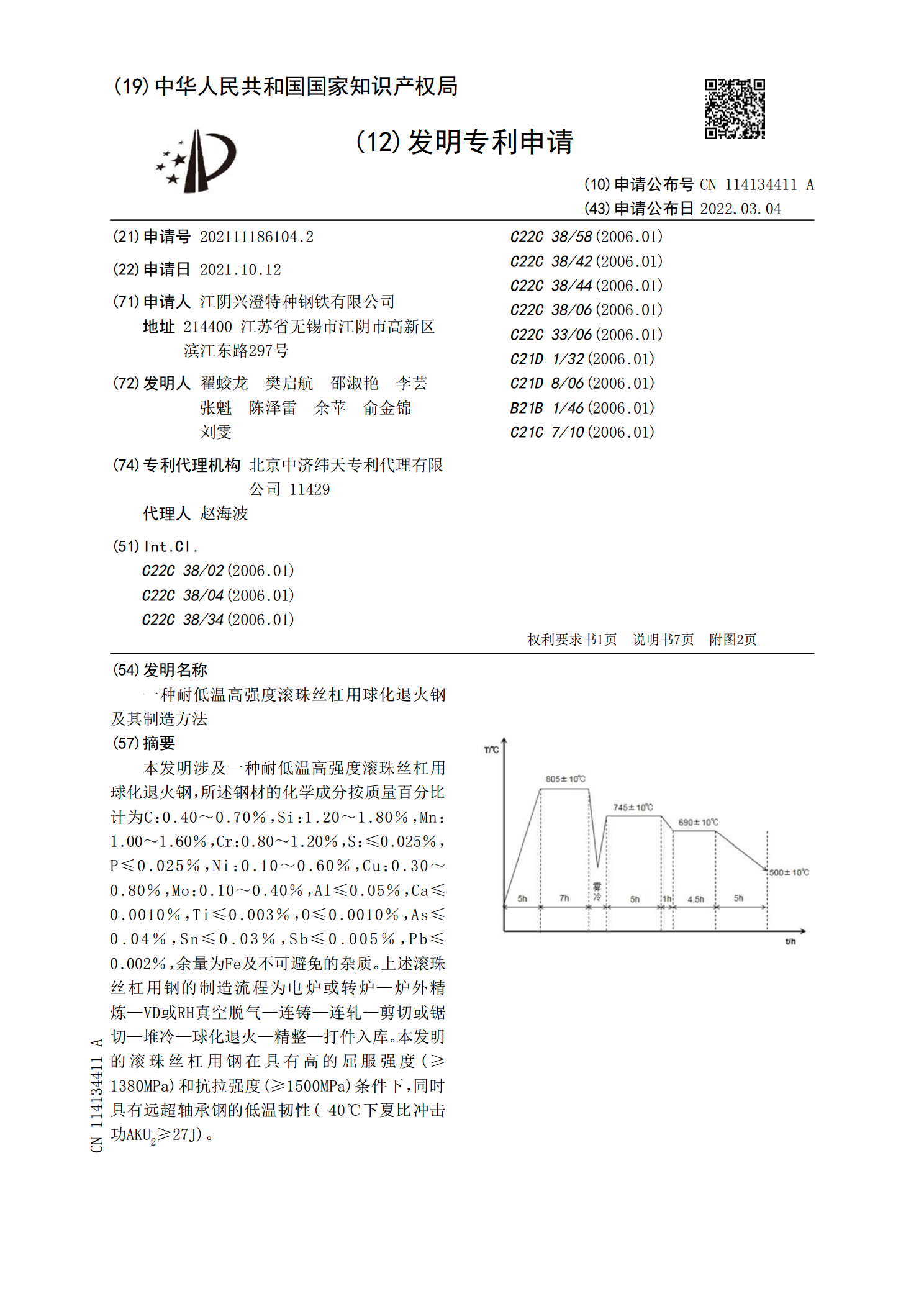
本发明涉及一种耐低温高强度滚珠丝杠用球化退火钢,所述钢材的化学成分按质量百分比计为C:0.40~0.70%,Si:1.20~1.80%,Mn:1.00~1.60%,Cr:0.80~1.20%,S:≤0.025%,P≤0.025%,Ni:0.10~0.60%,Cu:0.30~0.80%,Mo:0.10~0.40%,Al≤0.05%,Ca≤0.0010%,Ti≤0.003%,O≤0.0010%,As≤0.04%,Sn≤0.03%,Sb≤0.005%,Pb≤0.002%,余量为Fe及不可避免的杂质。上述滚珠丝杠
一种滚珠丝杠用钢及其制造方法.pdf
本发明涉及一种滚珠丝杠用钢,元素的质量百分比含量是C:0.45~0.60%,Si:0.15~0.40%,Mn:0.90~1.10%,Cr:0.70~1.20%,S≤0.015%,P≤0.025%,Ni≤0.25%,Mo:0.15~0.40%,Cu≤0.30%,Al≤0.05%,Ca≤0.0010%,Ti≤0.003%,O≤0.0010%,N:0.0050~0.0090%,As≤0.04%,Sn≤0.03%,Sb≤0.005%,Pb≤0.002%,余量为Fe及不可避免的杂质;钢材的交货态:高温淬火+回火,硬

滚珠丝杠用螺母的制造方法以及滚珠丝杠.pdf
提供一种滚珠丝杠用螺母的制造方法以及滚珠丝杠,即使在制造轴向尺寸长、内径小的螺母的情况下,也不会损坏模具,利用塑性加工在螺母坯料的内周面直接形成凹部,该凹部构成滚珠返回路径。通过采用模具的冲压法在螺母坯料(1)的内周面(11)形成S字状凹部(15、16),该模具具有坯料架(2)、凸轮驱动件(6)、凸轮滑动件(7、8)以及筒状部件(5)。凸轮驱动件(6)具有与凸轮滑动件(7、8)的斜面(71、81)同样倾斜度的斜面(61b、61d)。凸轮滑动件(7、8)具有与S字状凹部(15、16)对应的S字状凸部(73、
一种弹簧钢及其球化退火方法.pdf
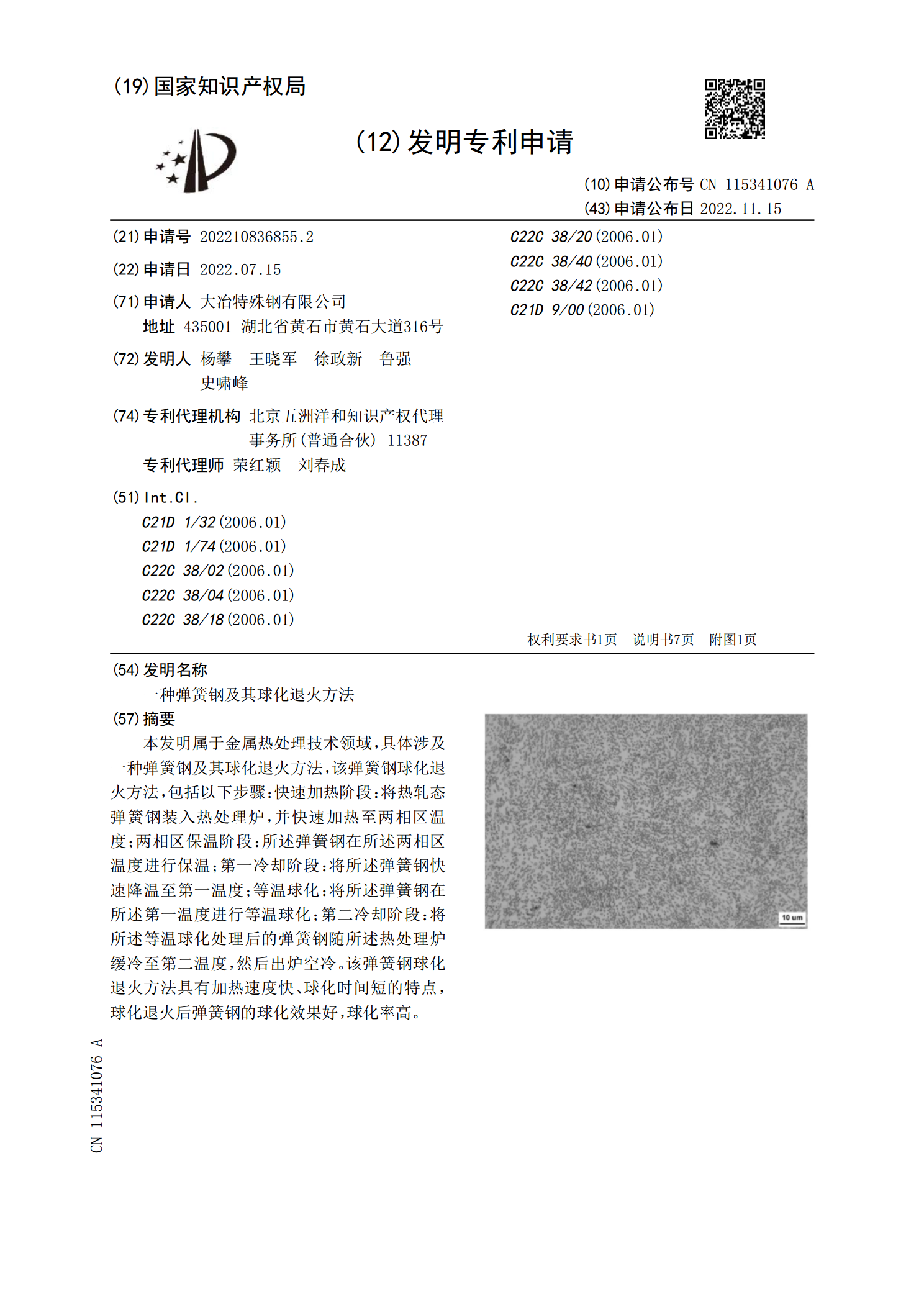
本发明属于金属热处理技术领域,具体涉及一种弹簧钢及其球化退火方法,该弹簧钢球化退火方法,包括以下步骤:快速加热阶段:将热轧态弹簧钢装入热处理炉,并快速加热至两相区温度;两相区保温阶段:所述弹簧钢在所述两相区温度进行保温;第一冷却阶段:将所述弹簧钢快速降温至第一温度;等温球化:将所述弹簧钢在所述第一温度进行等温球化;第二冷却阶段:将所述等温球化处理后的弹簧钢随所述热处理炉缓冷至第二温度,然后出炉空冷。该弹簧钢球化退火方法具有加热速度快、球化时间短的特点,球化退火后弹簧钢的球化效果好,球化率高。
一种轴承钢及其球化退火方法.pdf
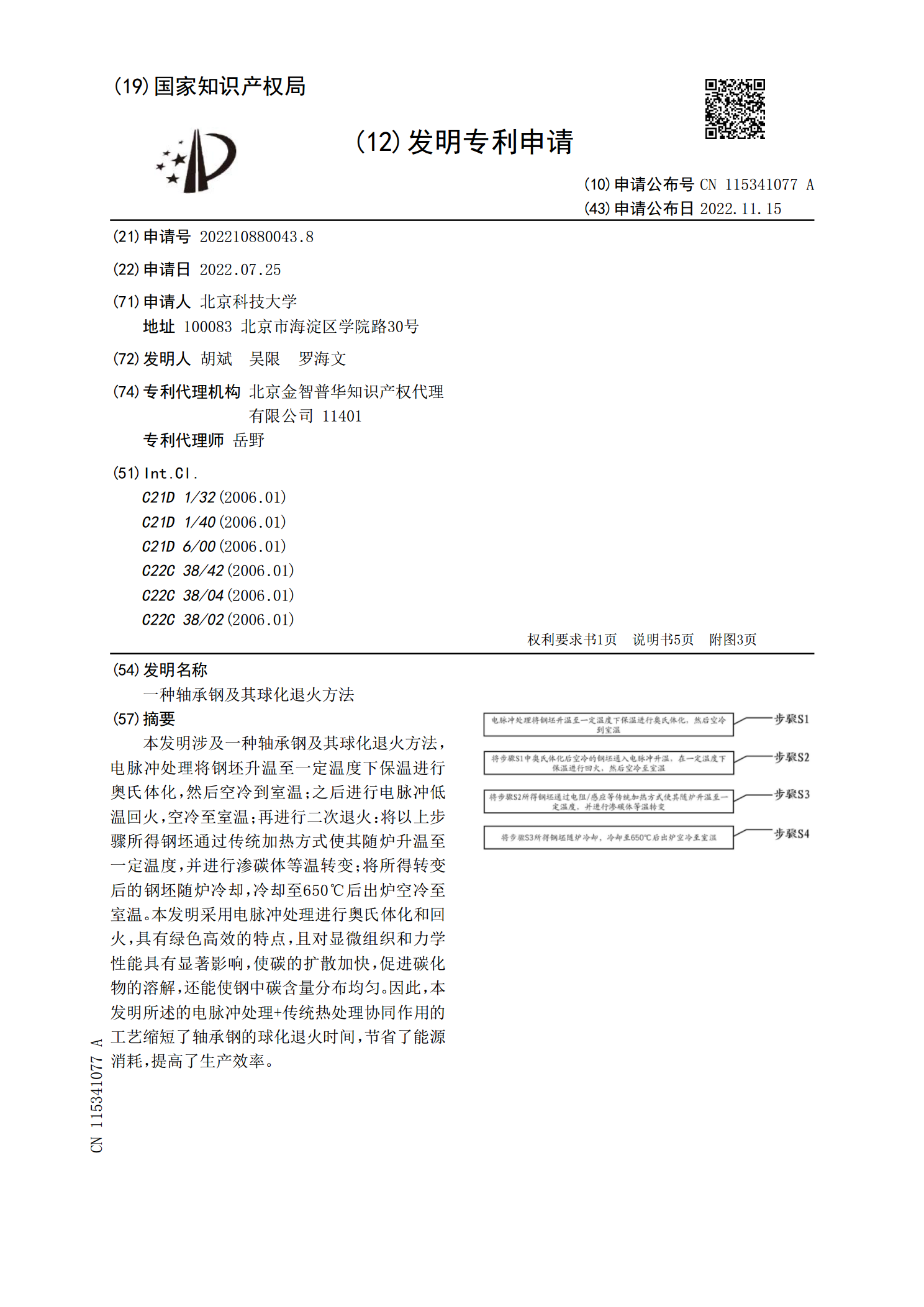
本发明涉及一种轴承钢及其球化退火方法,电脉冲处理将钢坯升温至一定温度下保温进行奥氏体化,然后空冷到室温;之后进行电脉冲低温回火,空冷至室温;再进行二次退火:将以上步骤所得钢坯通过传统加热方式使其随炉升温至一定温度,并进行渗碳体等温转变;将所得转变后的钢坯随炉冷却,冷却至650℃后出炉空冷至室温。本发明采用电脉冲处理进行奥氏体化和回火,具有绿色高效的特点,且对显微组织和力学性能具有显著影响,使碳的扩散加快,促进碳化物的溶解,还能使钢中碳含量分布均匀。因此,本发明所述的电脉冲处理+传统热处理协同作用的工艺缩短