
一种高频淬火系统及工艺.pdf

佳宁****么啦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高频淬火系统及工艺.pdf
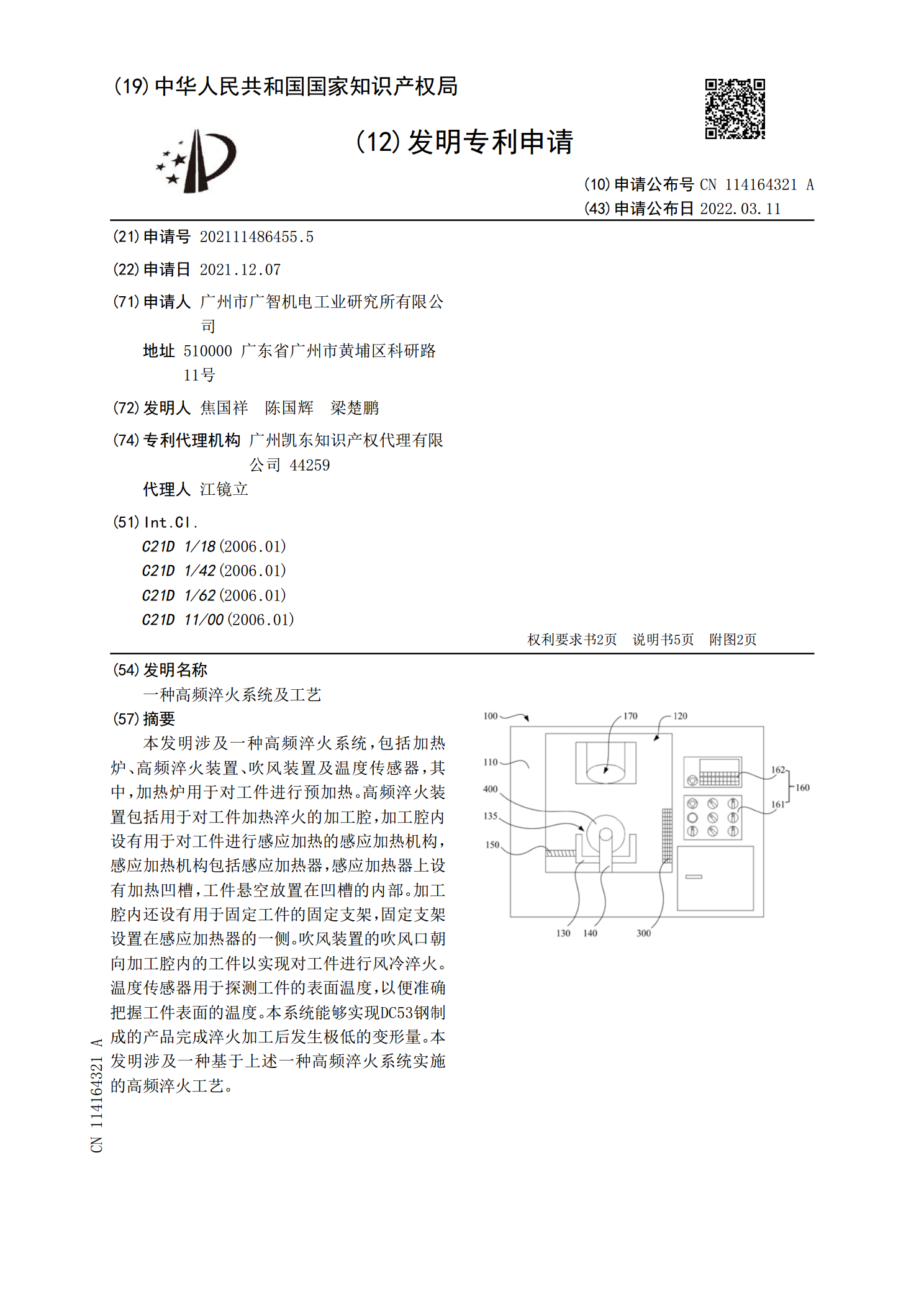
本发明涉及一种高频淬火系统,包括加热炉、高频淬火装置、吹风装置及温度传感器,其中,加热炉用于对工件进行预加热。高频淬火装置包括用于对工件加热淬火的加工腔,加工腔内设有用于对工件进行感应加热的感应加热机构,感应加热机构包括感应加热器,感应加热器上设有加热凹槽,工件悬空放置在凹槽的内部。加工腔内还设有用于固定工件的固定支架,固定支架设置在感应加热器的一侧。吹风装置的吹风口朝向加工腔内的工件以实现对工件进行风冷淬火。温度传感器用于探测工件的表面温度,以便准确把握工件表面的温度。本系统能够实现DC53钢制成的产品
一种小齿轮高频淬火工艺.pdf
本发明涉及金属热处理技术领域,具体涉及一种小齿轮高频淬火工艺,采用全固态高频感应加热设备对小齿轮进行加工,包括:步骤一:对渗碳后的小齿轮高频淬火,温度为60℃,淬火介质为浓度10-15%的AQ251水溶液,淬火时间2h;步骤二:回火,温度200℃,时间3h;步骤三:对小齿轮进行探伤检查。本发明所公开的一种小齿轮高频淬火工艺,工艺路线设计合理,能够保证加工齿轮的服役要求,使小齿轮具有较强的刚度、耐磨性和疲劳强度。

高频淬火工艺改进.doc
高频淬火工艺改进摘要:比较了几种不同的高频淬火工艺,改进了感应器,选用了新型淬火剂.使产品达到了进口件的水准我厂为某汽车厂国产化配套中,有一种要做高频淬火的调节螺钉。该螺钉的材料为42CrMo钢,要求对呈球状的端部进行高频淬火,淬火后硬度≥52HRC,淬硬层深度2-4mm。开始,我们认为,要求的硬化层较深,是该工艺的热处理关键。初试时采用了较长的加热时间。试验工艺和结果如表1所示。虽然表面硬度和淬硬深度都达到要求,但淬火部位出现较长的裂纹。同时,因加热时间长,还产生了0.15mm的脱碳层。表1初试工艺及结

一种金属螺杆的淬火系统及其淬火工艺.pdf
本发明涉及一种金属螺杆的淬火系统及其淬火工艺,包括具有中空腔室的淬火炉体,其特征在于:所述中空腔室划分为预热腔、加热腔和冷却淬火腔,还包括设于所述预热腔内且具有进料端和出料端的上料模块、设于所述加热腔内且具有若干个可打开上料模块出料端的释放端并可旋转的加热模块、设于所述加热腔底部且与所述冷却淬火腔连通的卸料模块以及安装于所述淬火炉体内且用于连通加热腔和上料模块的分气单元,分气单元用于将高温油烟选择送至保温管以及上料模块中,所述加热腔的腔底设有与所述冷却淬火腔连通的压力阀;本发明的有益效果:能源利用率高,且
一种细长内孔高频淬火工艺方法.pdf
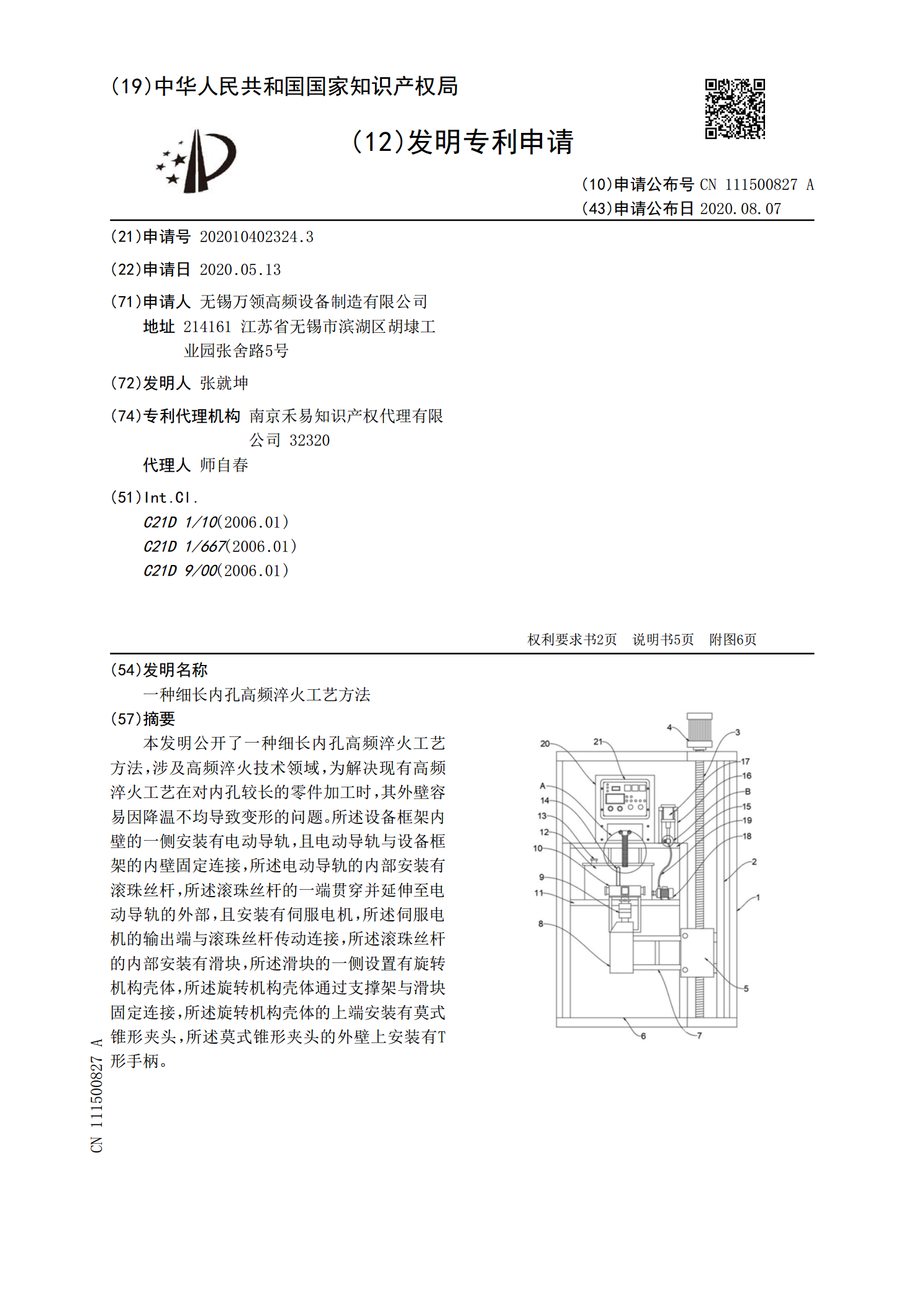
本发明公开了一种细长内孔高频淬火工艺方法,涉及高频淬火技术领域,为解决现有高频淬火工艺在对内孔较长的零件加工时,其外壁容易因降温不均导致变形的问题。所述设备框架内壁的一侧安装有电动导轨,且电动导轨与设备框架的内壁固定连接,所述电动导轨的内部安装有滚珠丝杆,所述滚珠丝杆的一端贯穿并延伸至电动导轨的外部,且安装有伺服电机,所述伺服电机的输出端与滚珠丝杆传动连接,所述滚珠丝杆的内部安装有滑块,所述滑块的一侧设置有旋转机构壳体,所述旋转机构壳体通过支撑架与滑块固定连接,所述旋转机构壳体的上端安装有莫式锥形夹头,所