
一种蜂鸣片用铜带加工工艺.pdf

Wi****m7

1/8
2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蜂鸣片用铜带加工工艺.pdf
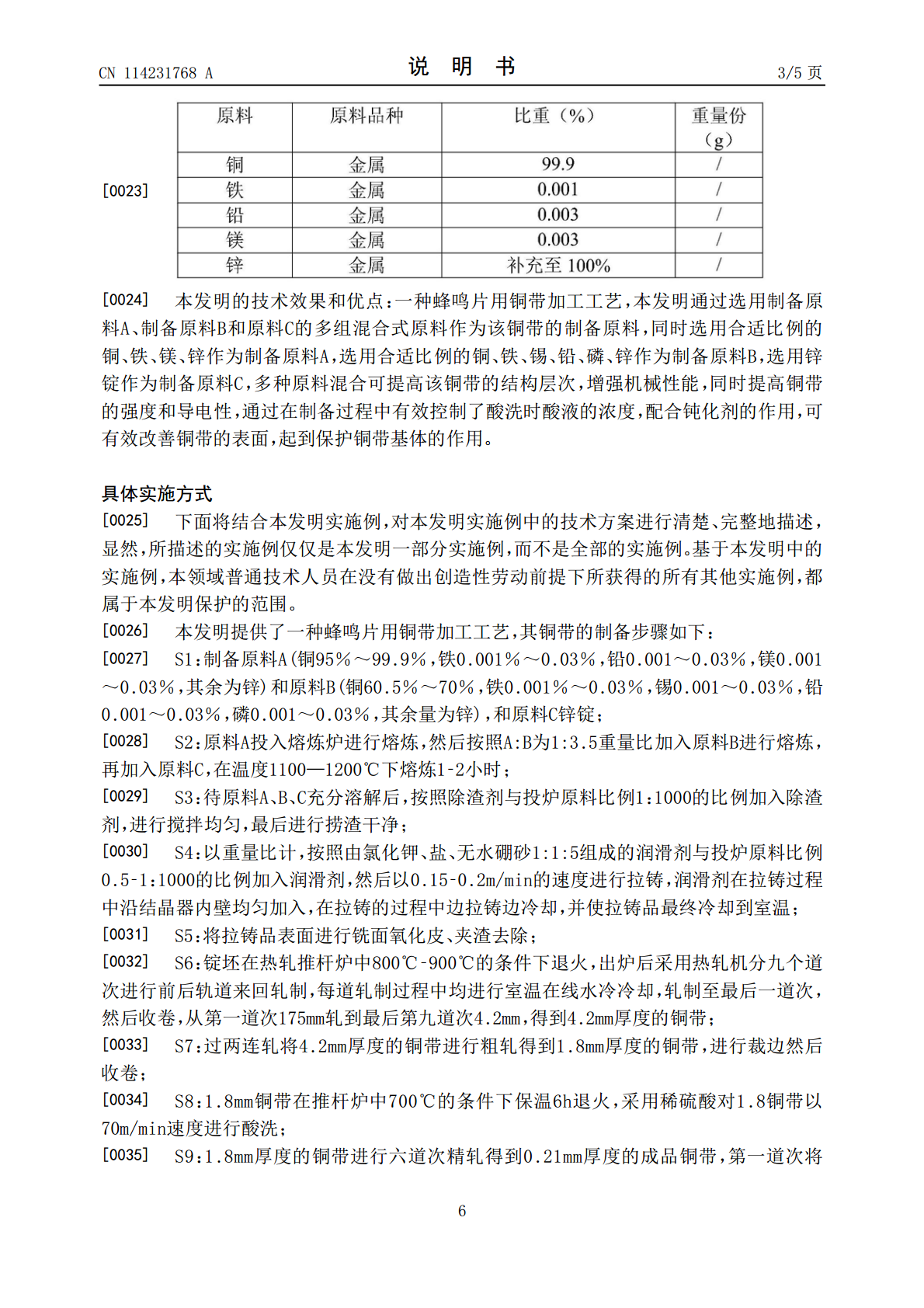
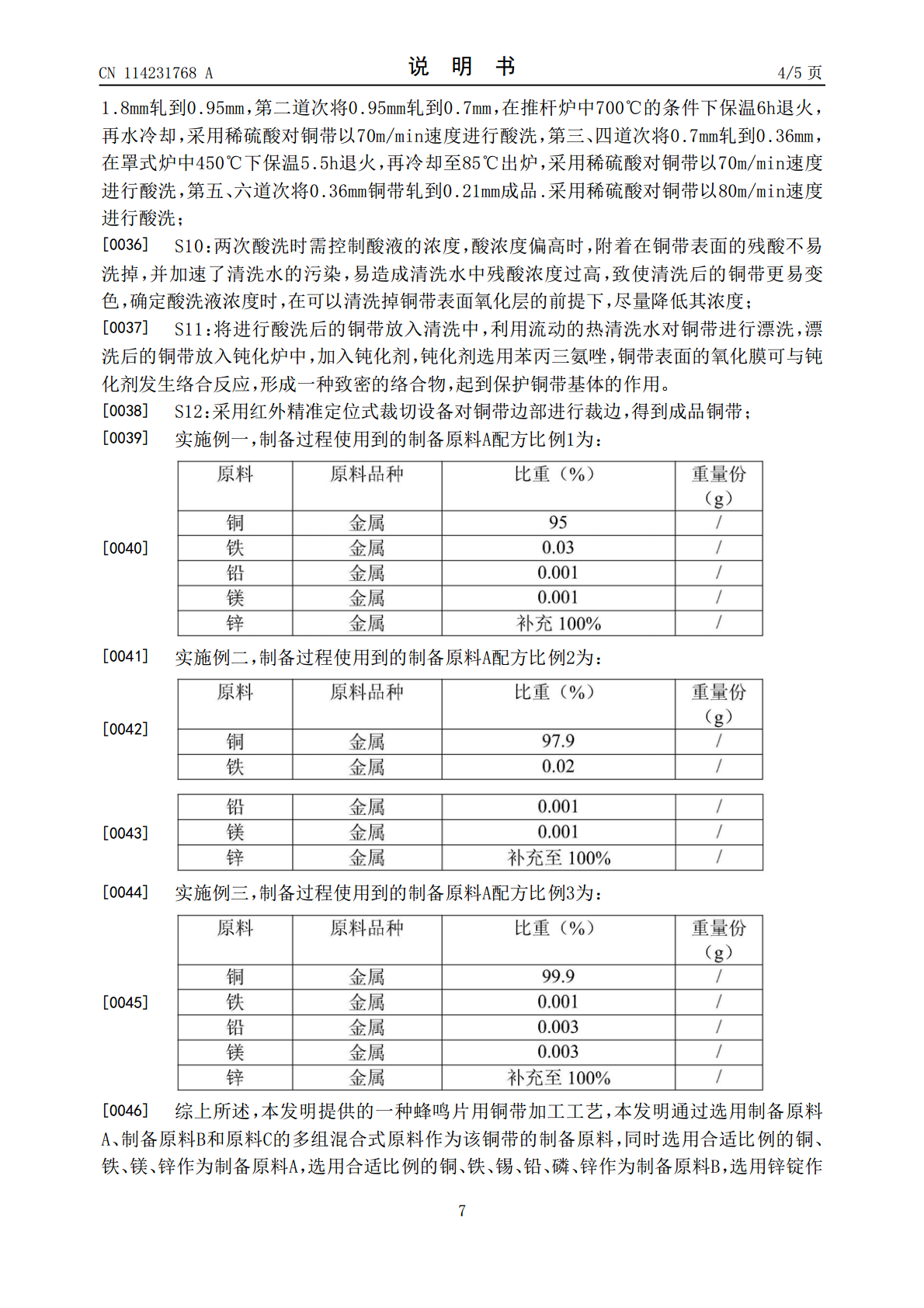
本发明公开了一种蜂鸣片用铜带加工工艺,S1:制备原料A、原料B和原料C锌锭;S2:原料A投入熔炼炉进行熔炼;S3:加入除渣剂,捞渣干净;S4:加入润滑剂,拉铸;S5:将拉铸品表面进行铣面氧化皮、夹渣去除;S6:锭坯在热轧推杆炉中800℃‑900℃的条件下退火;S7:过两连轧将4.2mm厚度的铜带进行粗轧得到1.8mm厚度的铜带,进行裁边然后收卷;S8:1.8mm铜带在推杆炉中700℃的条件下保温6h退火,采用稀硫酸对1.8铜带以70m/min速度进行酸洗;本发明通过选用制备原料A、制备原料B和原料C的多组
一种蜂鸣片生产用冲片机构.pdf
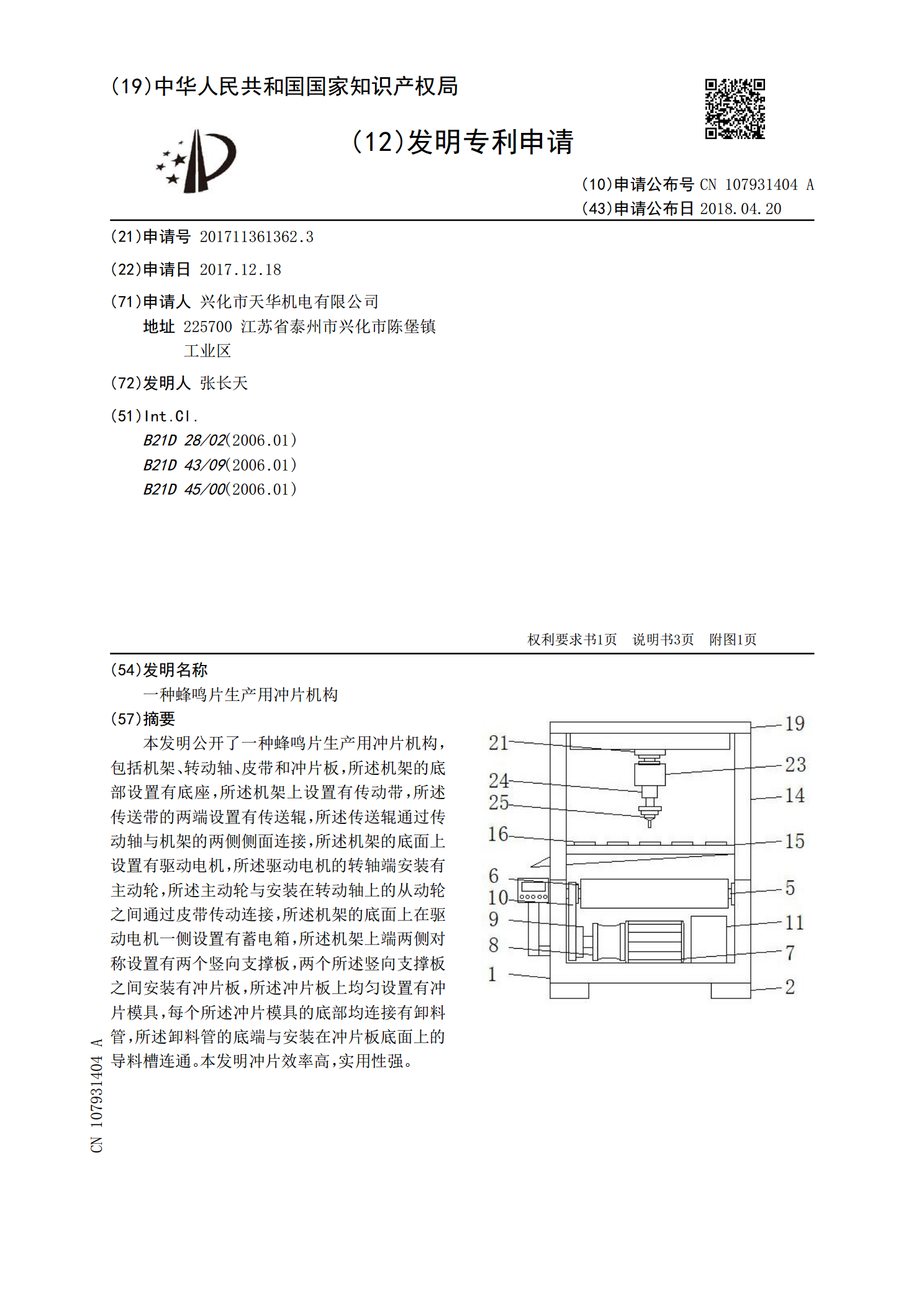
本发明公开了一种蜂鸣片生产用冲片机构,包括机架、转动轴、皮带和冲片板,所述机架的底部设置有底座,所述机架上设置有传动带,所述传送带的两端设置有传送辊,所述传送辊通过传动轴与机架的两侧侧面连接,所述机架的底面上设置有驱动电机,所述驱动电机的转轴端安装有主动轮,所述主动轮与安装在转动轴上的从动轮之间通过皮带传动连接,所述机架的底面上在驱动电机一侧设置有蓄电箱,所述机架上端两侧对称设置有两个竖向支撑板,两个所述竖向支撑板之间安装有冲片板,所述冲片板上均匀设置有冲片模具,每个所述冲片模具的底部均连接有卸料管,所述
一种蜂鸣片冲压生产用安放机构.pdf
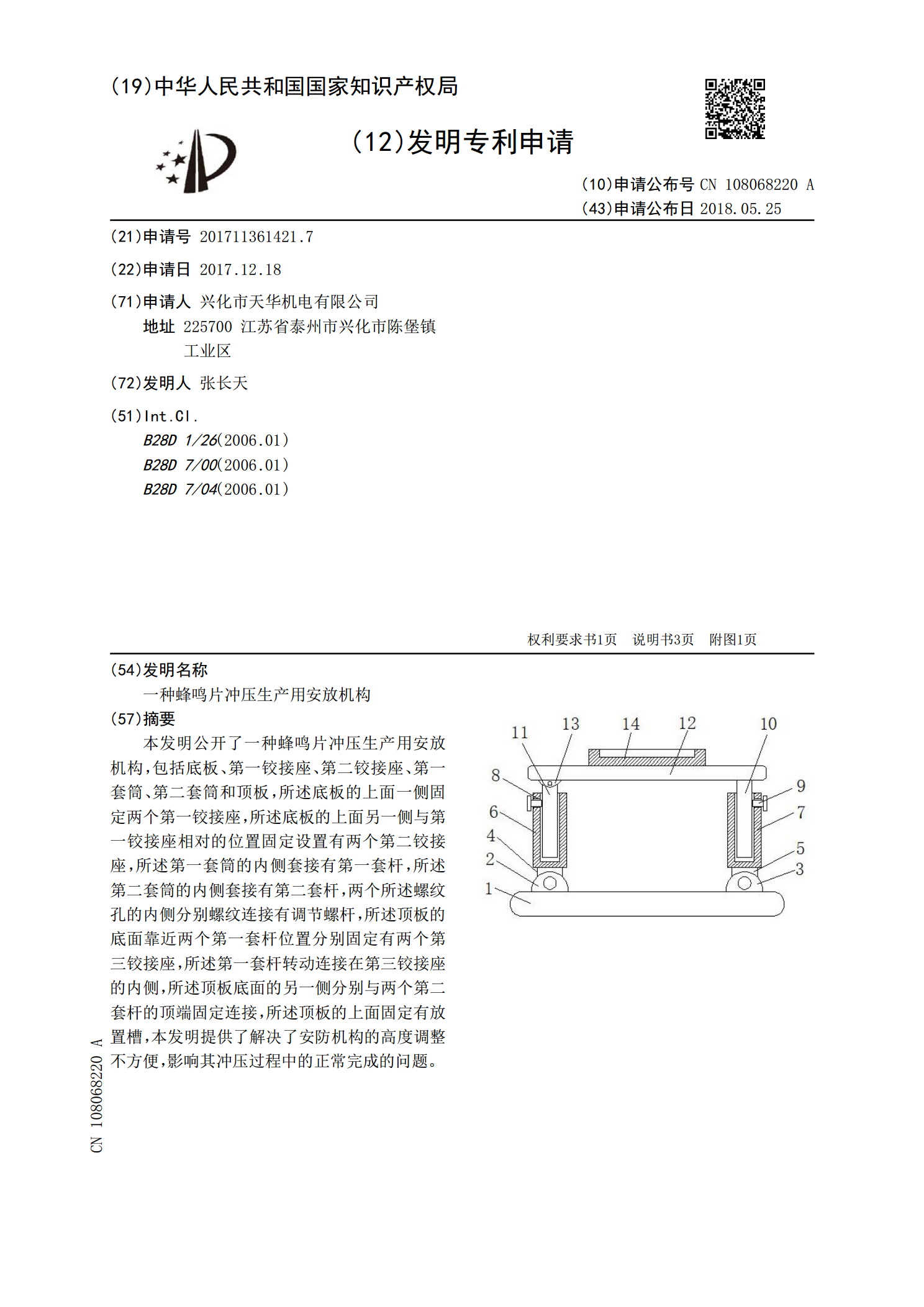
本发明公开了一种蜂鸣片冲压生产用安放机构,包括底板、第一铰接座、第二铰接座、第一套筒、第二套筒和顶板,所述底板的上面一侧固定两个第一铰接座,所述底板的上面另一侧与第一铰接座相对的位置固定设置有两个第二铰接座,所述第一套筒的内侧套接有第一套杆,所述第二套筒的内侧套接有第二套杆,两个所述螺纹孔的内侧分别螺纹连接有调节螺杆,所述顶板的底面靠近两个第一套杆位置分别固定有两个第三铰接座,所述第一套杆转动连接在第三铰接座的内侧,所述顶板底面的另一侧分别与两个第二套杆的顶端固定连接,所述顶板的上面固定有放置槽,本发明提
一种小尺寸薄蜂鸣片的制作工艺.pdf
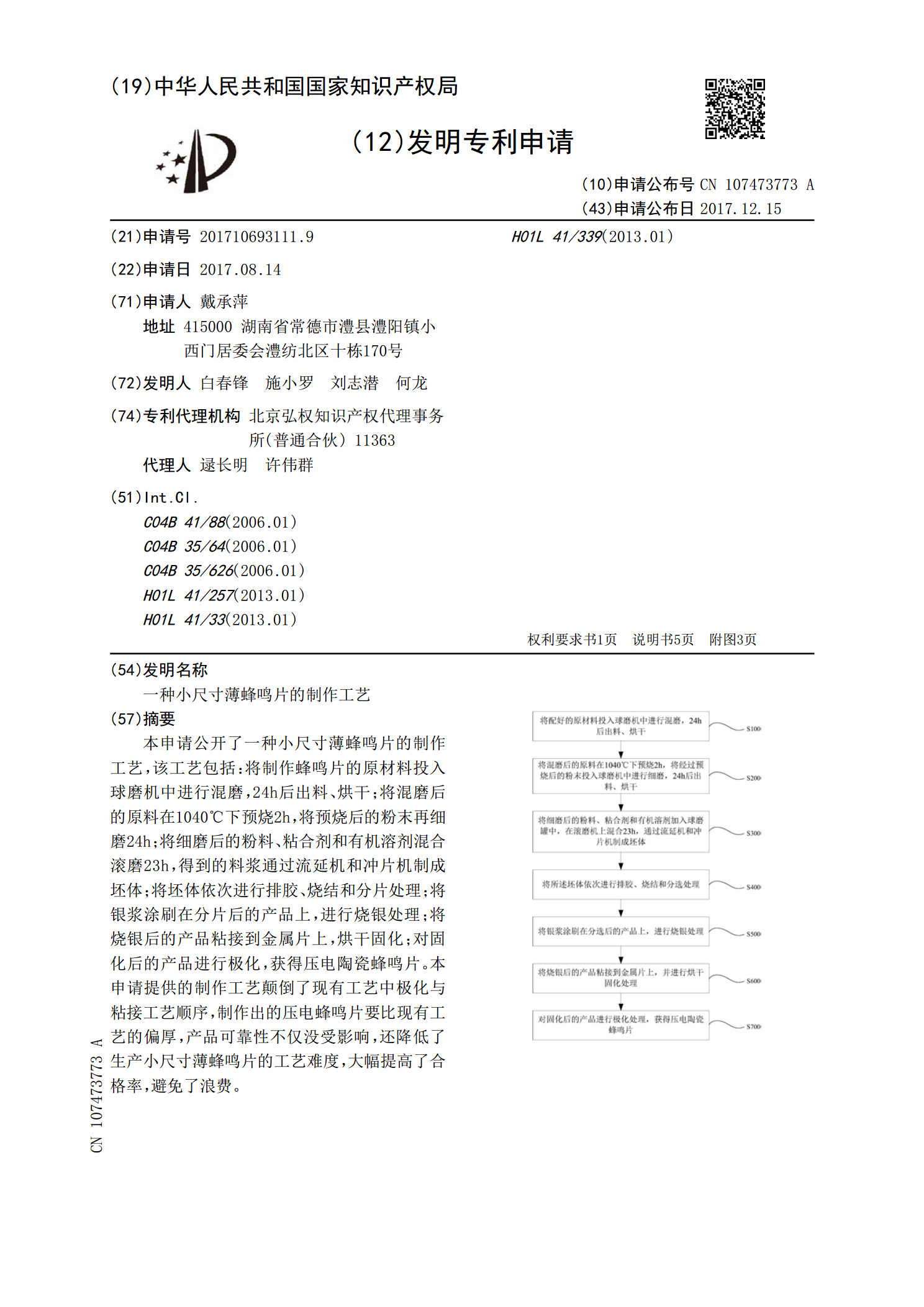
本申请公开了一种小尺寸薄蜂鸣片的制作工艺,该工艺包括:将制作蜂鸣片的原材料投入球磨机中进行混磨,24h后出料、烘干;将混磨后的原料在1040℃下预烧2h,将预烧后的粉末再细磨24h;将细磨后的粉料、粘合剂和有机溶剂混合滚磨23h,得到的料浆通过流延机和冲片机制成坯体;将坯体依次进行排胶、烧结和分片处理;将银浆涂刷在分片后的产品上,进行烧银处理;将烧银后的产品粘接到金属片上,烘干固化;对固化后的产品进行极化,获得压电陶瓷蜂鸣片。本申请提供的制作工艺颠倒了现有工艺中极化与粘接工艺顺序,制作出的压电蜂鸣片要比现
压电陶瓷蜂鸣片的固化工艺.pdf
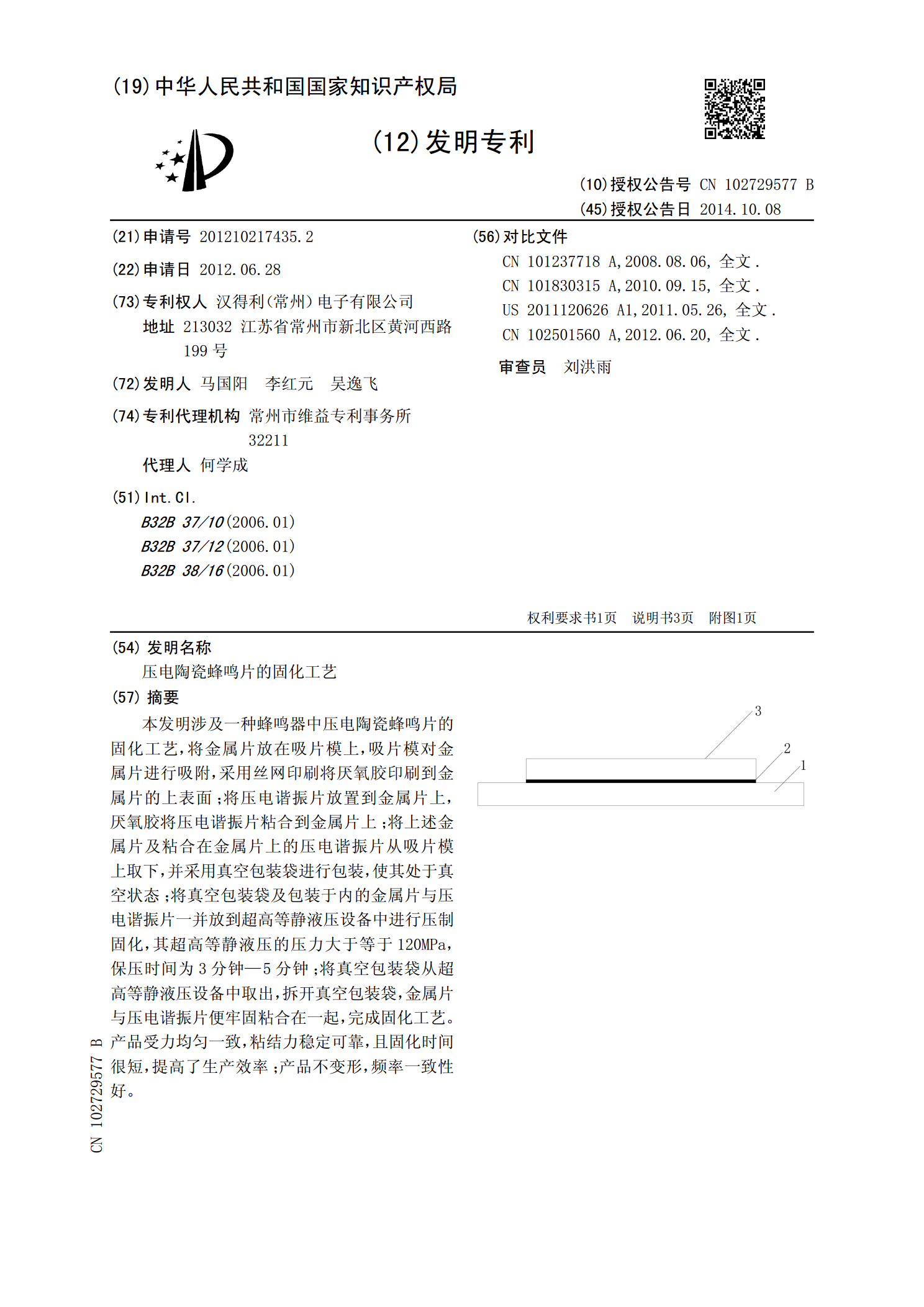
本发明涉及一种蜂鸣器中压电陶瓷蜂鸣片的固化工艺,将金属片放在吸片模上,吸片模对金属片进行吸附,采用丝网印刷将厌氧胶印刷到金属片的上表面;将压电谐振片放置到金属片上,厌氧胶将压电谐振片粘合到金属片上;将上述金属片及粘合在金属片上的压电谐振片从吸片模上取下,并采用真空包装袋进行包装,使其处于真空状态;将真空包装袋及包装于内的金属片与压电谐振片一并放到超高等静液压设备中进行压制固化,其超高等静液压的压力大于等于120MPa,保压时间为3分钟—5分钟;将真空包装袋从超高等静液压设备中取出,拆开真空包装袋,金属片与