
并注式浇铸系统及其浇注方法.pdf

猫巷****晓容

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
并注式浇铸系统及其浇注方法.pdf
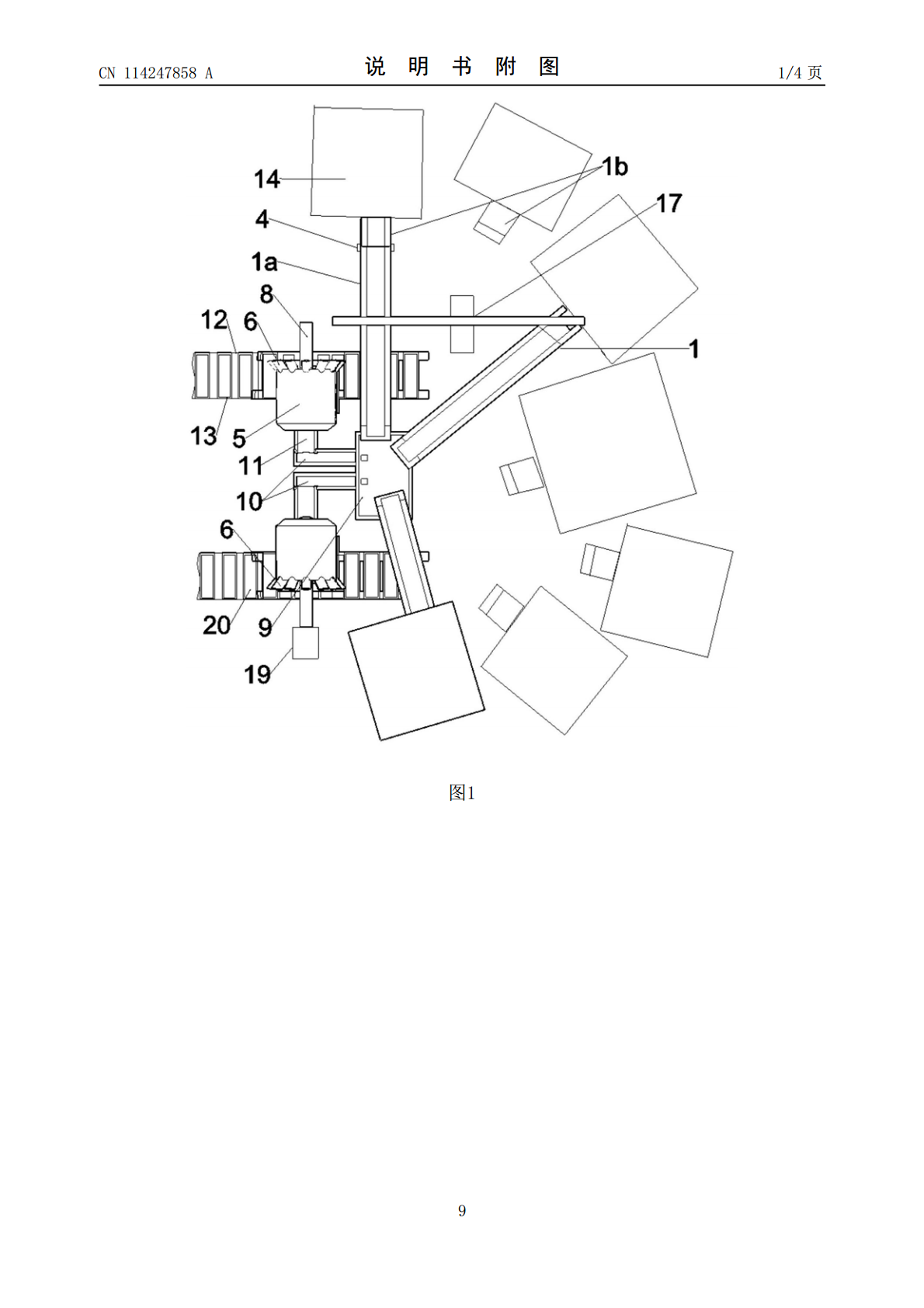
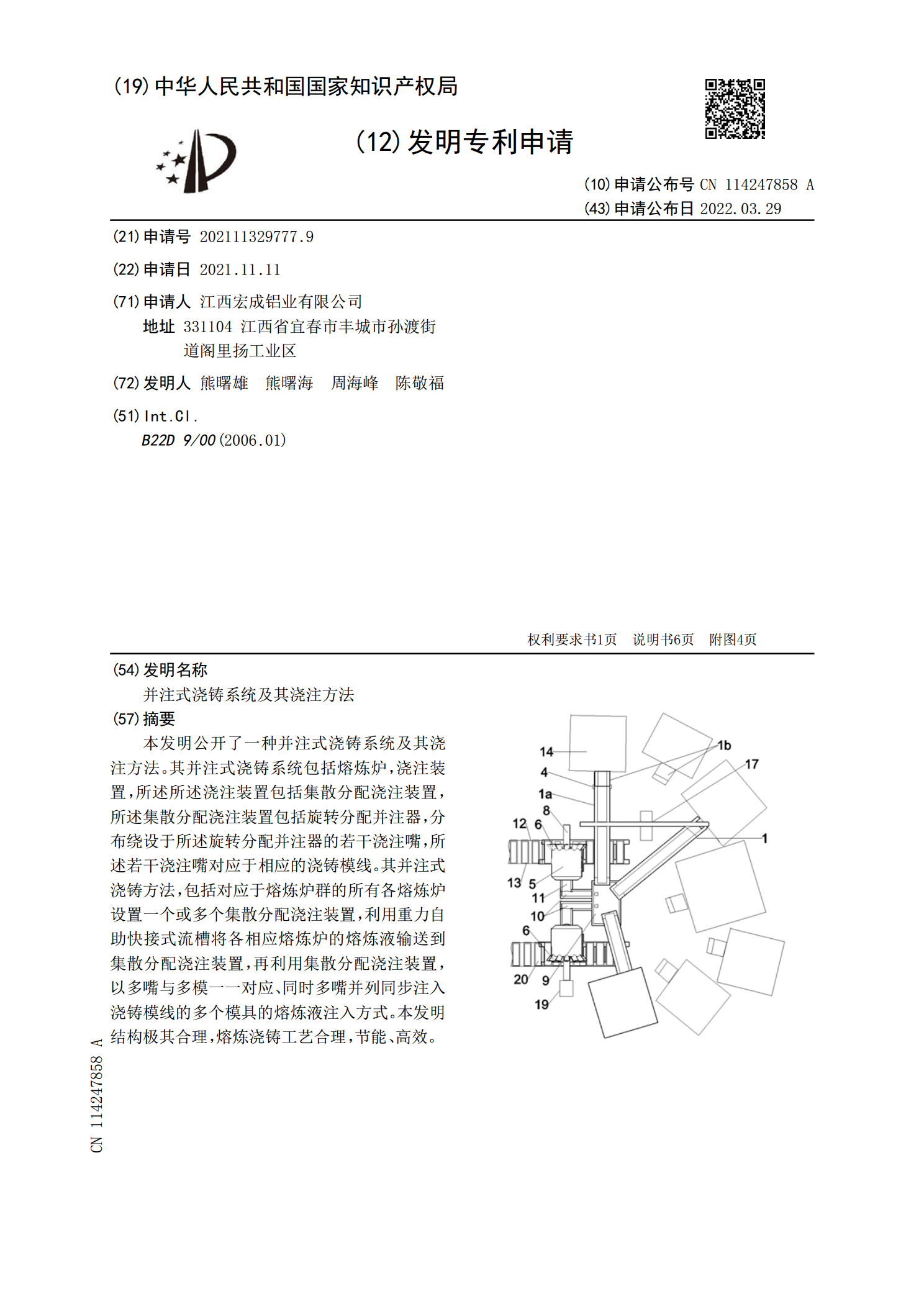
本发明公开了一种并注式浇铸系统及其浇注方法。其并注式浇铸系统包括熔炼炉,浇注装置,所述所述浇注装置包括集散分配浇注装置,所述集散分配浇注装置包括旋转分配并注器,分布绕设于所述旋转分配并注器的若干浇注嘴,所述若干浇注嘴对应于相应的浇铸模线。其并注式浇铸方法,包括对应于熔炼炉群的所有各熔炼炉设置一个或多个集散分配浇注装置,利用重力自助快接式流槽将各相应熔炼炉的熔炼液输送到集散分配浇注装置,再利用集散分配浇注装置,以多嘴与多模一一对应、同时多嘴并列同步注入浇铸模线的多个模具的熔炼液注入方式。本发明结构极其合理,

导向器底注式浇注系统.pdf
本发明公开了一种导向器底注式浇注系统,包括:浇口杯,浇口杯的下端连通有竖直设置的直浇道,直浇道的底端连通有水平布设的横浇道总成,横浇道总成用于对由直浇道充入的充型液进行分流、挡渣,以使充型液中夹杂的夹渣物留滞于横浇道总成内,横浇道总成还用于对充型液进行整流以使充型液稳定充型。横浇道总成连通有充型浇道总成,充型浇道总成位于横浇道总成的上方,且分设于导向器模壳内环模壳的内侧和外环模壳的外侧,并充型浇道总成分别与内环模壳和外环模壳连通,以使横浇道总成内经挡渣和整流后的充型液再经充型浇道总成稳定充入内环模壳和外环

顶注式浇注系统模拟分析.docx
顶注式浇注系统模拟分析题目:顶注式浇注系统模拟分析摘要:顶注式浇注系统是一种常用于工业生产中的浇注工艺,其优点在于能够实现自动化、高效率的浇注过程。本论文将使用模拟分析的方法,对顶注式浇注系统进行深入研究和分析,探讨其操作原理、优势和局限性,并进一步讨论如何优化系统设计和提高浇注效率。通过模拟分析,可以更好地理解顶注式浇注系统,并为实际生产提供参考和指导。关键词:顶注式浇注系统,模拟分析,优化设计,浇注效率1.引言顶注式浇注系统是一种广泛应用于工业生产中的浇注工艺。它通过利用重力和液体自身的压力差,实现了
叶片竖直型导向器的底注式浇注系统及浇注方法.pdf
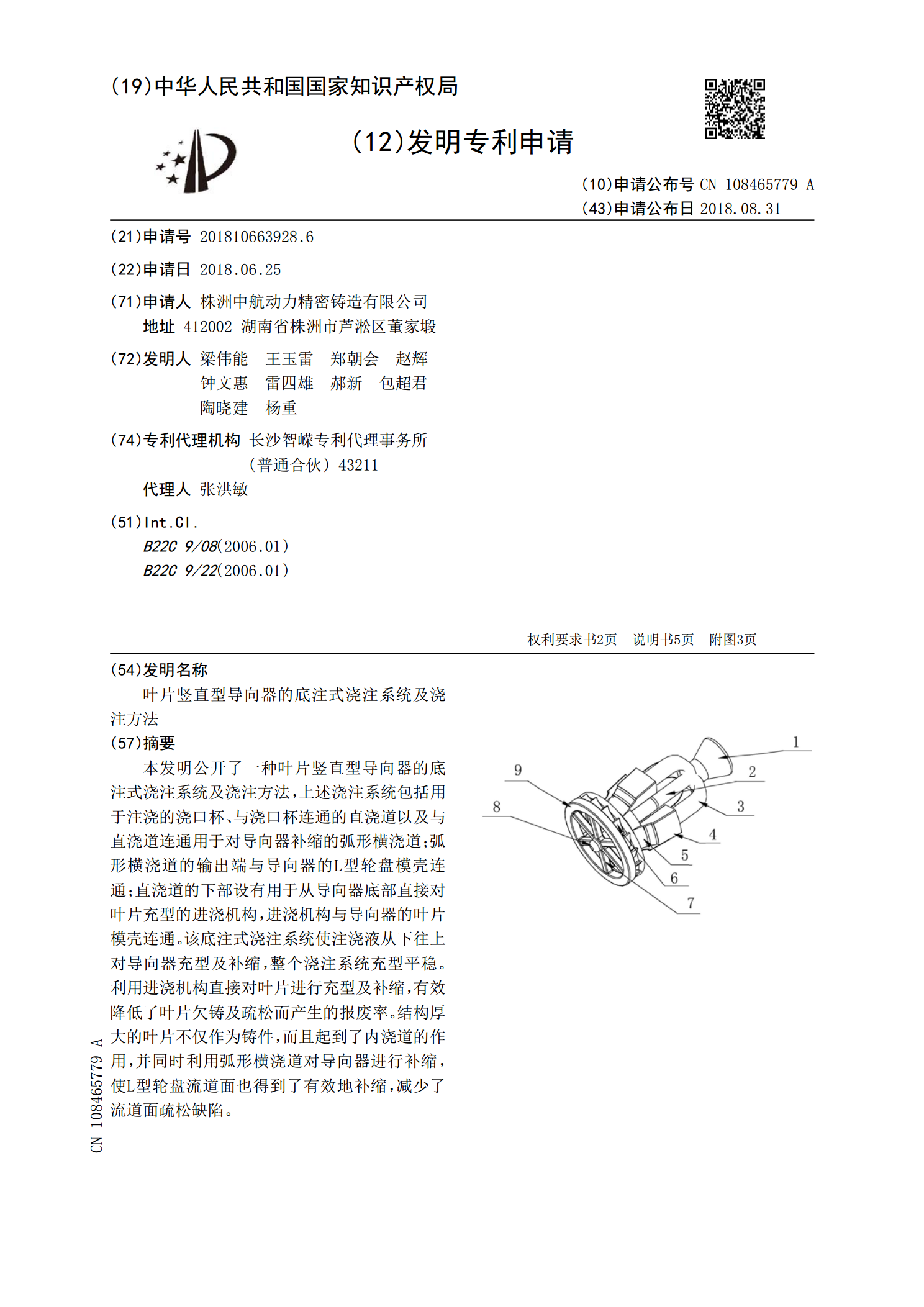
本发明公开了一种叶片竖直型导向器的底注式浇注系统及浇注方法,上述浇注系统包括用于注浇的浇口杯、与浇口杯连通的直浇道以及与直浇道连通用于对导向器补缩的弧形横浇道;弧形横浇道的输出端与导向器的L型轮盘模壳连通;直浇道的下部设有用于从导向器底部直接对叶片充型的进浇机构,进浇机构与导向器的叶片模壳连通。该底注式浇注系统使注浇液从下往上对导向器充型及补缩,整个浇注系统充型平稳。利用进浇机构直接对叶片进行充型及补缩,有效降低了叶片欠铸及疏松而产生的报废率。结构厚大的叶片不仅作为铸件,而且起到了内浇道的作用,并同时利用

涡轮导向器的类底注式浇注系统及方法.pdf
本发明公开了一种涡轮导向器的类底注式浇注系统,包括主浇道、内环浇道、叶片浇道以及外环浇道,主浇道与内环浇道的顶端连通,叶片浇道沿内环浇道的径向连通至内环浇道的底部,外环浇道设于内环浇道的外围,内环浇道通过叶片浇道与外环浇道连通,类底注式浇注系统还包括多功能集渣环浇道,多功能集渣环浇道设于内环浇道的底端并与内环浇道连通。本发明还公开了一种涡轮导向器的类底注式浇注方法。本发明的技术方案,在对发动机动力涡轮导向器进行浇注加工时,不仅减少了夹杂缺陷,有效降低了卷入气泡的产生和发生欠铸冷隔的风险。