
一种微氧化气氛制备衬板用碳钢-不锈钢复合板材的方法.pdf

王秋****哥哥


1/9
2/9
3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种微氧化气氛制备衬板用碳钢-不锈钢复合板材的方法.pdf
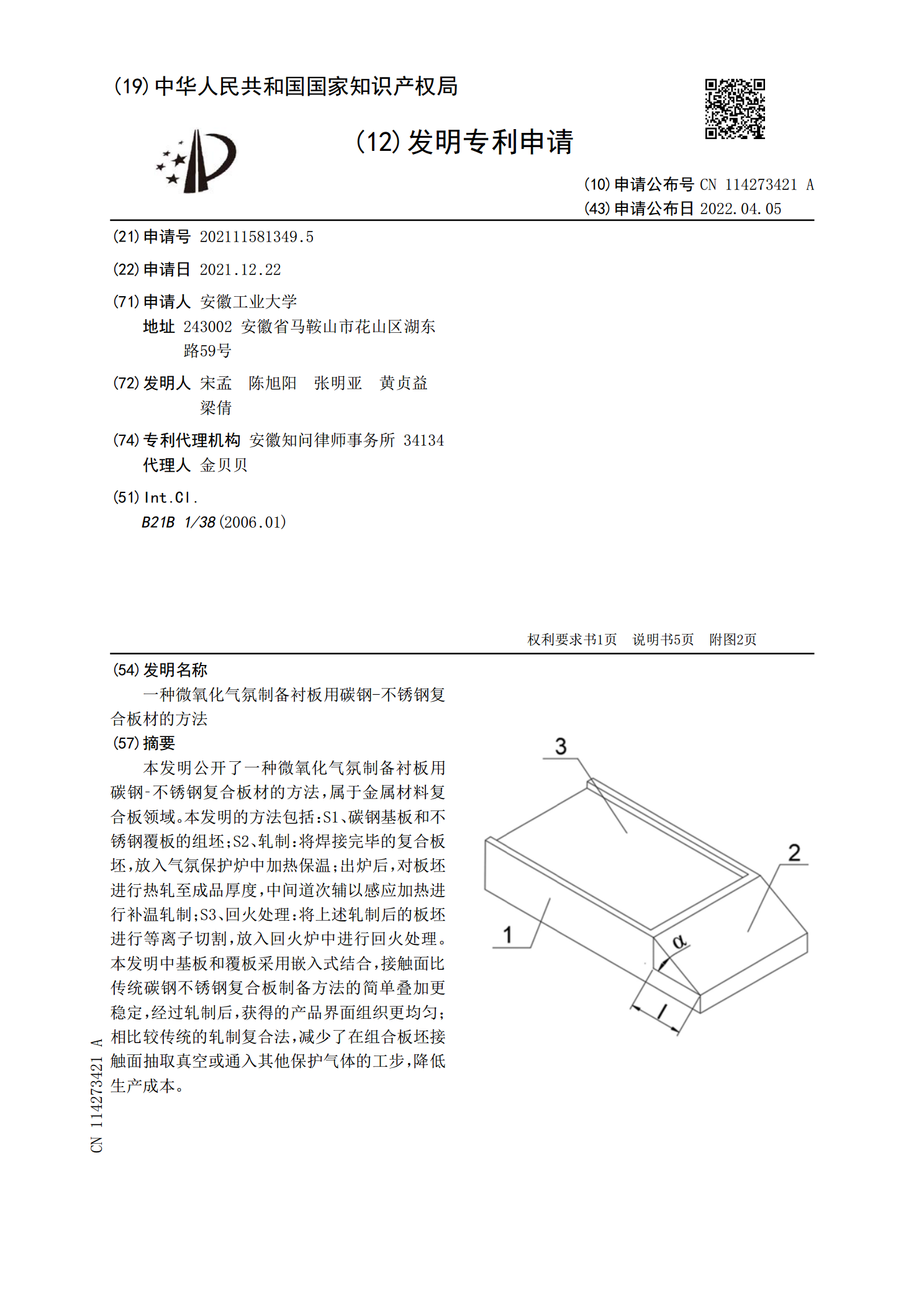
本发明公开了一种微氧化气氛制备衬板用碳钢‑不锈钢复合板材的方法,属于金属材料复合板领域。本发明的方法包括:S1、碳钢基板和不锈钢覆板的组坯;S2、轧制:将焊接完毕的复合板坯,放入气氛保护炉中加热保温;出炉后,对板坯进行热轧至成品厚度,中间道次辅以感应加热进行补温轧制;S3、回火处理:将上述轧制后的板坯进行等离子切割,放入回火炉中进行回火处理。本发明中基板和覆板采用嵌入式结合,接触面比传统碳钢不锈钢复合板制备方法的简单叠加更稳定,经过轧制后,获得的产品界面组织更均匀;相比较传统的轧制复合法,减少了在组合板坯

一种煤仓用复合衬板及其制备方法.pdf
本发明公开了一种煤仓用复合衬板及其制备方法,包括以下步骤:S1分别制备板状铸件和陶瓷泥料;S2利用制坯压模将陶瓷泥料压成面积大于板状铸件单面面积的板状坯件;S3按照板状坯件‑板状铸件‑板状坯件的层叠形式放入成型压模中压制成衬板坯件;S4将衬板坯件放入烤炉内烧结得到复合衬板;本发明具有的有益效果:具有强度高、耐磨性能好的优点。
一种不锈钢/碳钢切屑芯复合型钢的制备方法.pdf
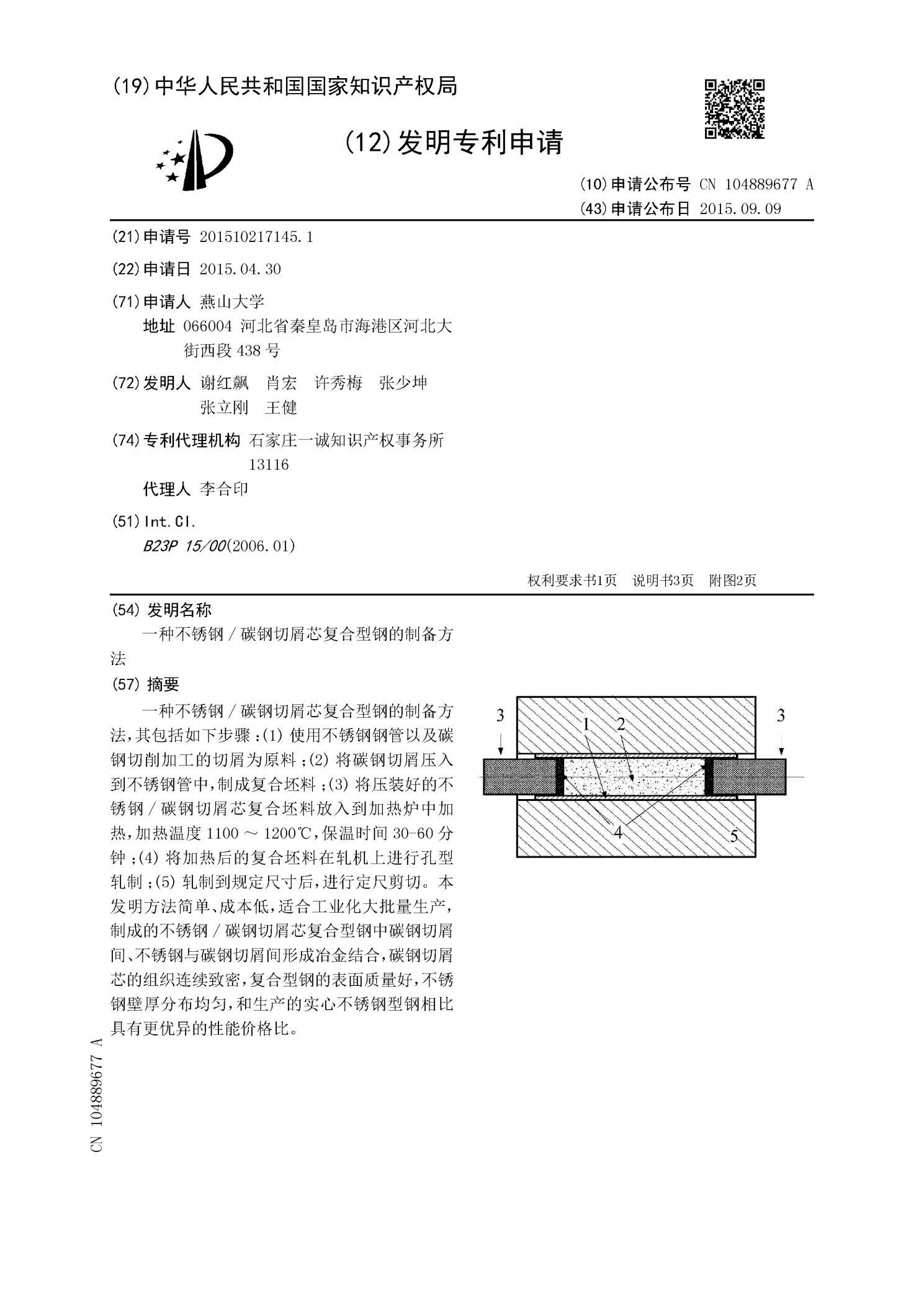
一种不锈钢/碳钢切屑芯复合型钢的制备方法,其包括如下步骤:(1)使用不锈钢钢管以及碳钢切削加工的切屑为原料;(2)将碳钢切屑压入到不锈钢管中,制成复合坯料;(3)将压装好的不锈钢/碳钢切屑芯复合坯料放入到加热炉中加热,加热温度1100~1200℃,保温时间30-60分钟;(4)将加热后的复合坯料在轧机上进行孔型轧制;(5)轧制到规定尺寸后,进行定尺剪切。本发明方法简单、成本低,适合工业化大批量生产,制成的不锈钢/碳钢切屑芯复合型钢中碳钢切屑间、不锈钢与碳钢切屑间形成冶金结合,碳钢切屑芯的组织连续致密,复合
一种温轧不锈钢/碳钢复合板的制备方法.pdf
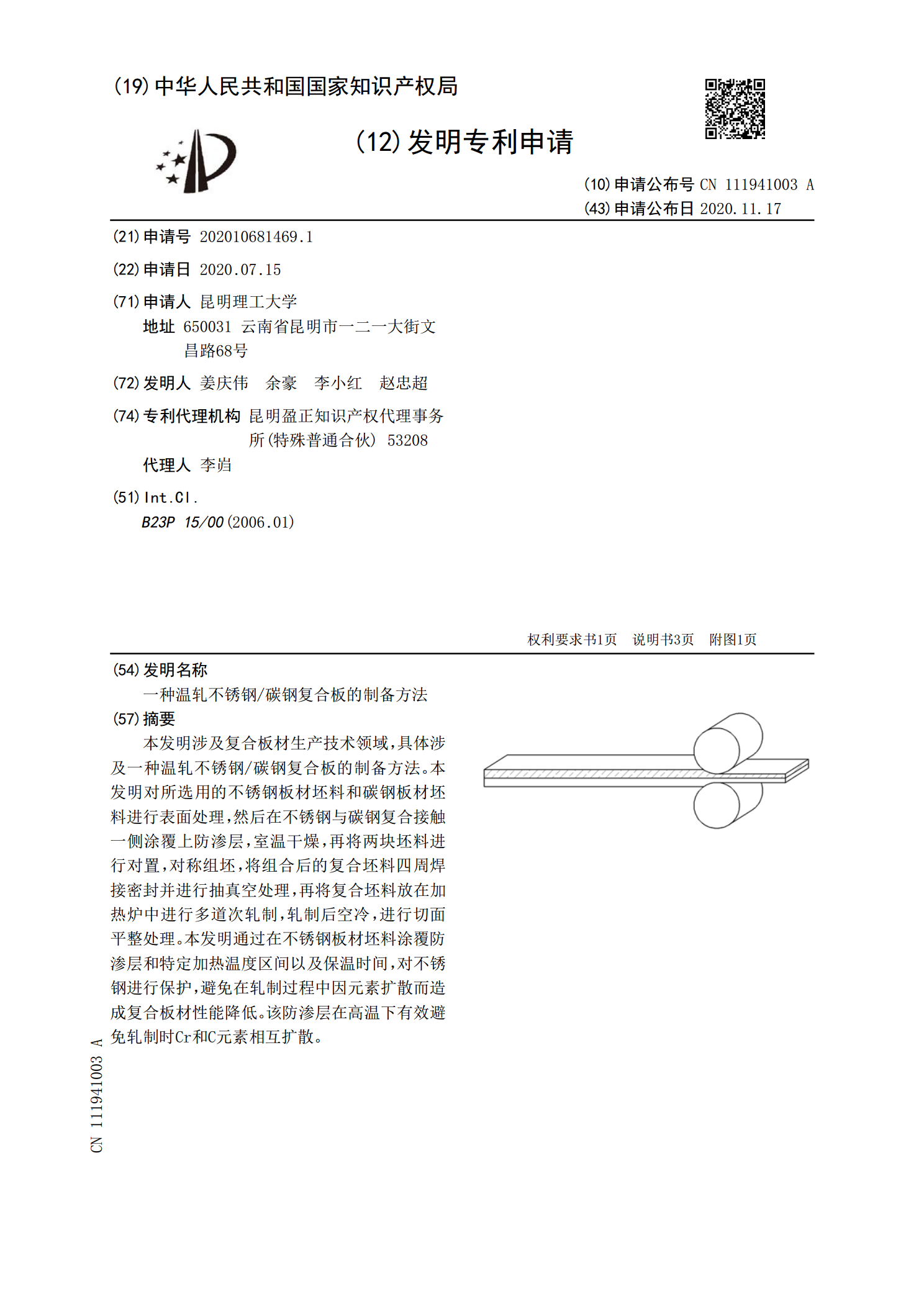
本发明涉及复合板材生产技术领域,具体涉及一种温轧不锈钢/碳钢复合板的制备方法。本发明对所选用的不锈钢板材坯料和碳钢板材坯料进行表面处理,然后在不锈钢与碳钢复合接触一侧涂覆上防渗层,室温干燥,再将两块坯料进行对置,对称组坯,将组合后的复合坯料四周焊接密封并进行抽真空处理,再将复合坯料放在加热炉中进行多道次轧制,轧制后空冷,进行切面平整处理。本发明通过在不锈钢板材坯料涂覆防渗层和特定加热温度区间以及保温时间,对不锈钢进行保护,避免在轧制过程中因元素扩散而造成复合板材性能降低。该防渗层在高温下有效避免轧制时Cr
一种不锈钢/碳钢切屑芯复合板的制备方法.pdf
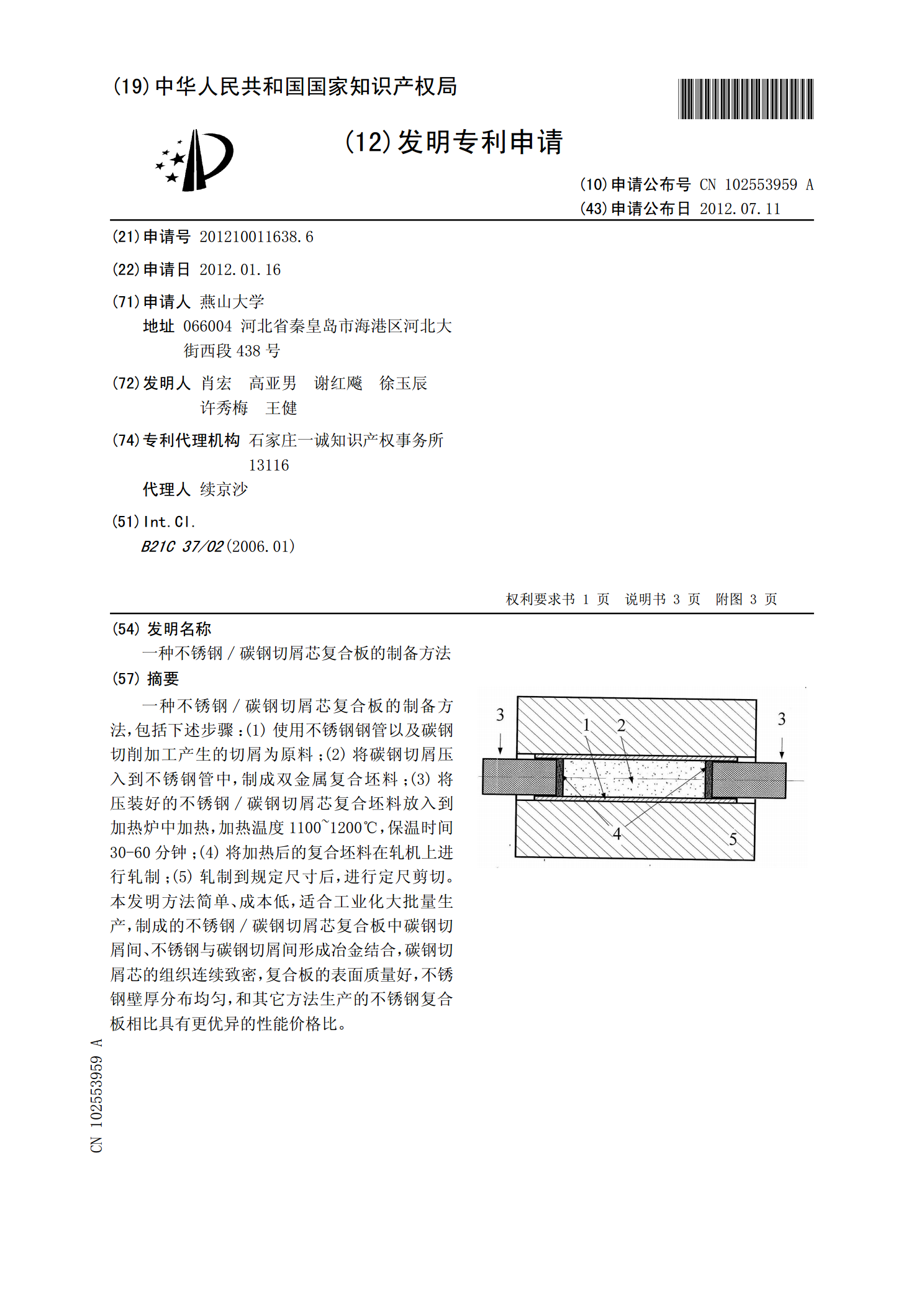
一种不锈钢/碳钢切屑芯复合板的制备方法,包括下述步骤:(1)使用不锈钢钢管以及碳钢切削加工产生的切屑为原料;(2)将碳钢切屑压入到不锈钢管中,制成双金属复合坯料;(3)将压装好的不锈钢/碳钢切屑芯复合坯料放入到加热炉中加热,加热温度1100~1200℃,保温时间30-60分钟;(4)将加热后的复合坯料在轧机上进行轧制;(5)轧制到规定尺寸后,进行定尺剪切。本发明方法简单、成本低,适合工业化大批量生产,制成的不锈钢/碳钢切屑芯复合板中碳钢切屑间、不锈钢与碳钢切屑间形成冶金结合,碳钢切屑芯的组织连续致密,复合