
一种热连轧生产线.pdf

山梅****ai

1/9
2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热连轧生产线.pdf
本发明提供一种热连轧生产线,能够精确的检测、控制铝带材的厚度和平直度。包括加热炉、第一入口对中装置、热粗轧机、出口对中装置、重剪、轻剪和垛码机,垛码机后依次设有第一精轧机、第二精轧机、第三精轧机和第四精轧机,第四精轧机的顶部设有横向导轨,横向导轨上设有凸度仪,凸度仪与信号指示灯相连,第四精轧机的出口处设有圆盘切边机、圆盘切边机的出口端依次设有导向辊、卷取机。本发明利用凸度仪代替现有技术中的同位素单点测厚仪,凸度仪受环境影响较小,凸度仪在横向导轨上移动到前端时,能够实时记录轧制过程中带材纵、横向的所有问题,

一种高架式设计的热连轧生产线.pdf
本发明属于冶金技术领域,涉及一种高架式设计的热连轧生产线。为了解决传统BOX箱型基础设计的热连轧生产线的不足,本发明提供了一种高架式设计的热连轧生产线,可以减少地下施工量,减少工程投资。高架式设计的热连轧生产线位于车间内+5.5~7.5m平台上,生产线前方设有提升机,板坯经提升机从+0m地坪的辊道提升到高架平台的辊道上,经过加热炉、粗轧机、精轧机、带钢冷却装置、卷取机后,生产出钢卷,生产线后方设有升降机,钢卷用运输车运输,通过升降机下降至+0m地坪上。生产线的液压润滑泵站位于+0m~‑1.2m地坪上。生产
一种常规热连轧生产线判断直装热装的方法.pdf
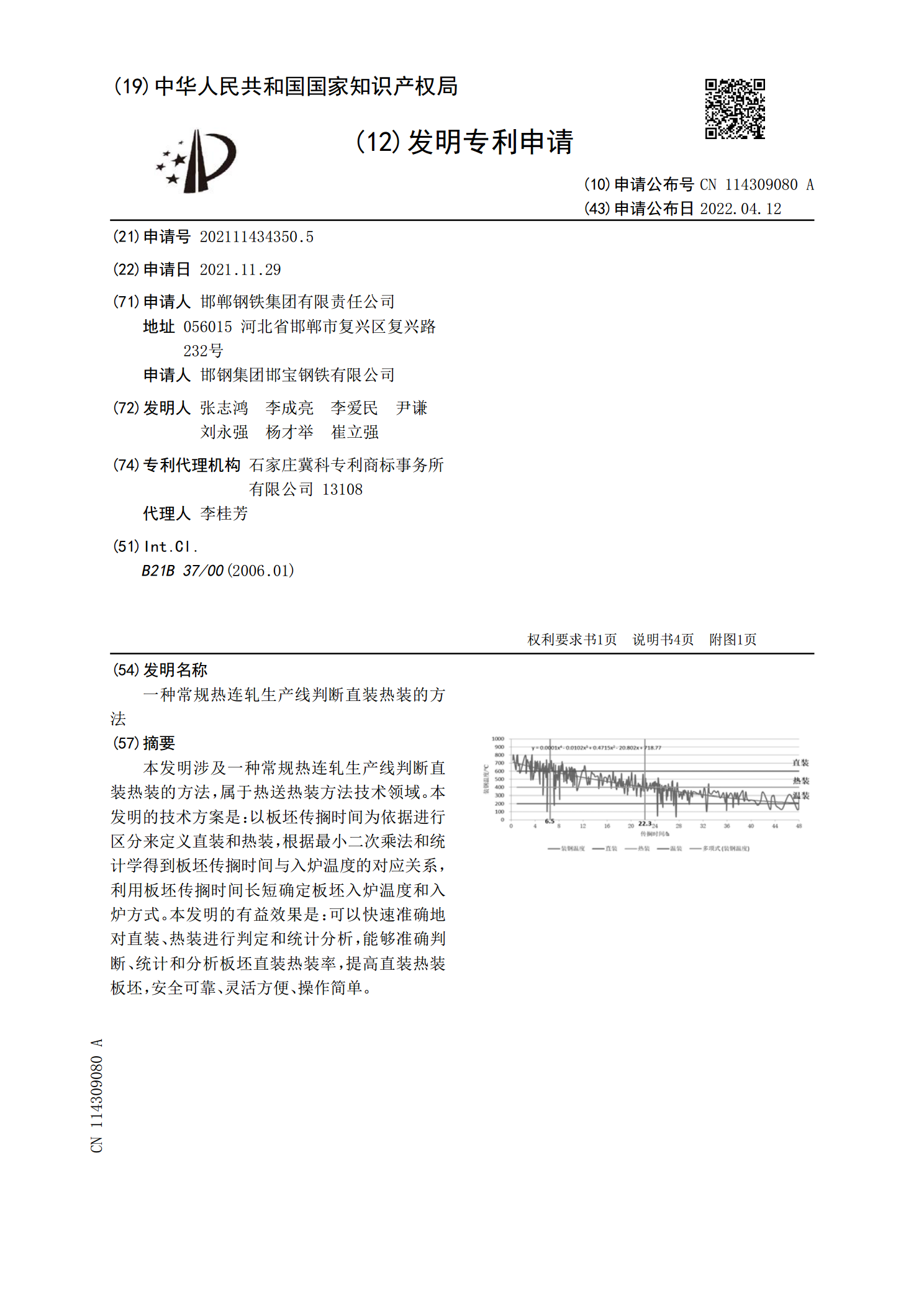
本发明涉及一种常规热连轧生产线判断直装热装的方法,属于热送热装方法技术领域。本发明的技术方案是:以板坯传搁时间为依据进行区分来定义直装和热装,根据最小二次乘法和统计学得到板坯传搁时间与入炉温度的对应关系,利用板坯传搁时间长短确定板坯入炉温度和入炉方式。本发明的有益效果是:可以快速准确地对直装、热装进行判定和统计分析,能够准确判断、统计和分析板坯直装热装率,提高直装热装板坯,安全可靠、灵活方便、操作简单。

浅谈1780热连轧生产线板形控制.docx
浅谈1780热连轧生产线板形控制【摘要】本文主要介绍了热连轧带钢的板形控制原则、影响板形控制质量的主要因素以及1780热连轧生产线在提高板形控制质量过程中所采取的措施和经验。【关键词】热连轧;板形控制;板形质量0前言钢铁行业形势日益严峻热连轧带钢产品市场竞争日益激烈激烈的市场竞争实质上就是热连轧带钢产品质量的竞争。热连轧带钢产品的板形质量对下游终端用户和下游再加工用户的影响都很大因此板形质量已经成为热连轧带钢产品的重要竞争点。板形质
浅谈1780热连轧生产线板形控制.docx
浅谈1780热连轧生产线板形控制【摘要】本文主要介绍了热连轧带钢的板形控制原则、影响板形控制质量的主要因素以及1780热连轧生产线在提高板形控制质量过程中所采取的措施和经验。【关键词】热连轧;板形控制;板形质量0前言钢铁行业形势日益严峻热连轧带钢产品市场竞争日益激烈激烈的市场竞争实质上就是热连轧带钢产品质量的竞争。热连轧带钢产品的板形质量对下游终端用户和下游再加工用户的影响都很大因此板形质量已经成为热连轧带钢产品的重要竞争点。板形质