
一种提高奥氏体不锈钢渗碳后耐蚀性及渗层深度的方法.pdf

一吃****福乾

1/7
2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高奥氏体不锈钢渗碳后耐蚀性及渗层深度的方法.pdf
本发明提供了一种提高奥氏体不锈钢渗碳后耐蚀性及渗层深度的方法,其步骤包括:将预处理后的奥氏体不锈钢于真空炉内进行低压真空渗碳处理,渗碳温度300~1200℃,保温时间0.5~24h,然后油冷;对渗碳后奥氏体不锈钢进行热处理,热处理温度为600~1300℃,保温时间0.2~24h,然后水冷。本发明提供的一种提高奥氏体不锈钢渗碳后耐蚀性及渗层深度的方法,工艺周期较短,能够增加其有效硬化层深度并且提高渗碳后奥氏体不锈钢的耐蚀性。

奥氏体不锈钢渗碳层的组织及耐蚀强化性能研究.docx
奥氏体不锈钢渗碳层的组织及耐蚀强化性能研究Title:StudyontheMicrostructureandCorrosionResistanceStrengtheningPerformanceofCarburizedAusteniticStainlessSteelAbstract:Carburizedausteniticstainlesssteeliswidelyusedinvariousindustriesduetoitsexcellentcombinationofmechanicalproperti

一种实现奥氏体不锈钢强化和耐蚀的低温气体渗碳方法.pdf
本发明一种实现奥氏体不锈钢强化和耐蚀的低温气体渗碳方法,属于化学热处理领域,清洁、干燥的奥氏体不锈钢件置于装有与奥氏体不锈钢件质量成比例量的聚四氟乙烯活化剂的渗碳炉中,盖严渗碳炉盖;通入保护性氮气,通电加热渗碳炉至550℃,使聚四氟乙烯发生热解,通过聚四氟乙烯的热解产物活化处理炉内奥氏体不锈钢表面的钝化膜,从而在奥氏体不锈钢表面形成有利于碳原子扩散的导通通道;然后,抽空炉内气体,并在460℃~480℃,即低于铬的碳化物形成温度条件下进行渗碳处理,向渗碳炉中通入CO、H2和N2?的混合气体,进行渗碳处理,保
一种提高不锈钢表面硬度和耐蚀性的辉光离子渗碳法.pdf
本发明公开了一种提高不锈钢表面硬度和耐蚀性的辉光离子渗碳法,在辉光离子氮化炉中,放置表面洁净、干燥的奥氏体不锈钢件,首先将炉内空气抽空,并用高纯氢气清洗炉膛,然后在高电压下充入氩气辉光放电去除不锈钢表面钝化膜,以得到活化表面,辉光放电过程中,由于等离子体轰击作用,不锈钢温度上升,当温度升至渗碳温度时,关闭氩气,通入含碳还原性气氛至一定压力进行渗碳,渗碳完成后将不锈钢置于腐蚀溶液中浸泡去除工件表面不耐腐蚀层,实现了奥氏体不锈钢硬度和耐腐蚀性能的提高。本发明处理后的不锈钢具有表面渗碳层均匀,安全可靠,无污染等
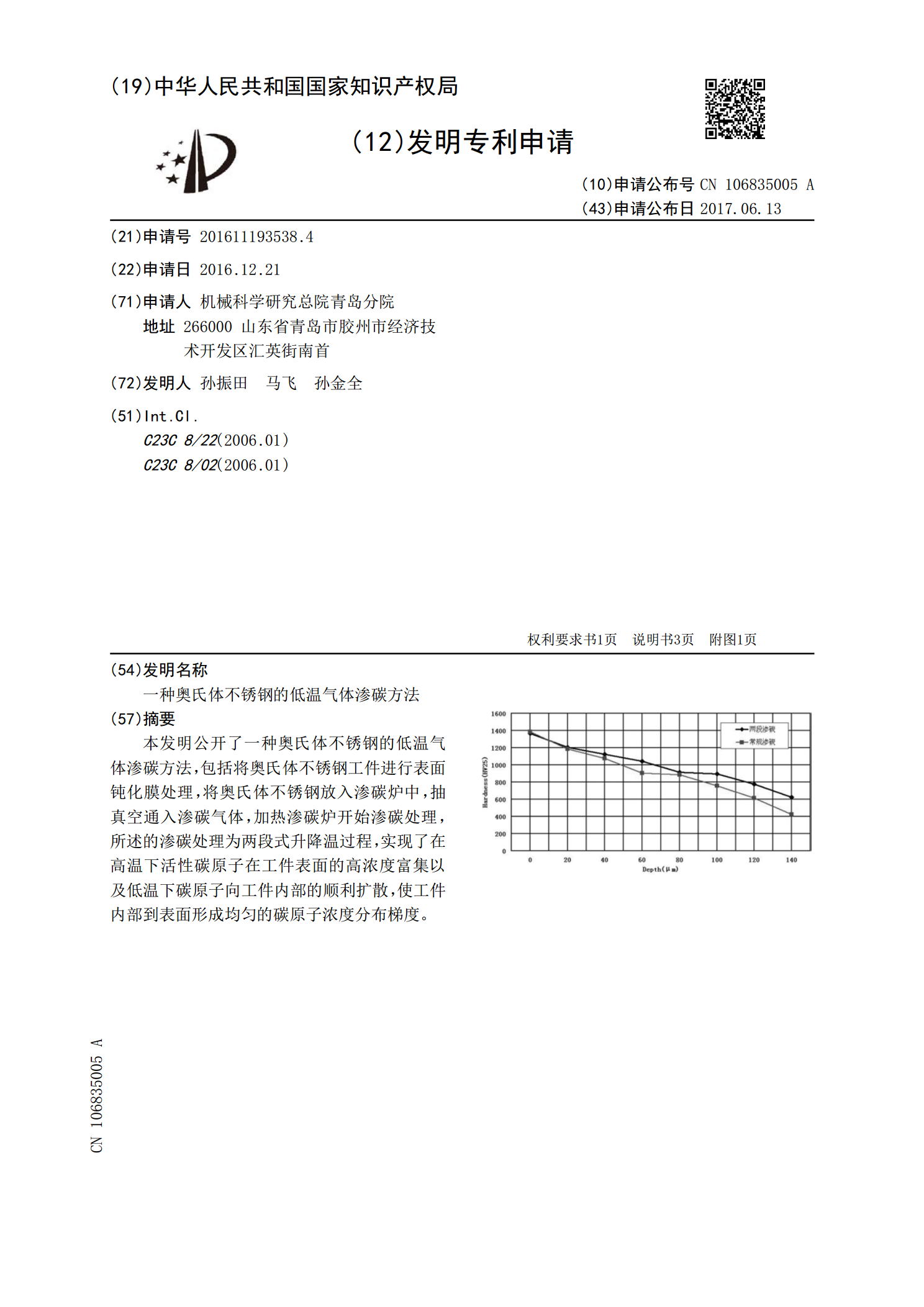
一种奥氏体不锈钢的低温气体渗碳方法.pdf
本发明公开了一种奥氏体不锈钢的低温气体渗碳方法,包括将奥氏体不锈钢工件进行表面钝化膜处理,将奥氏体不锈钢放入渗碳炉中,抽真空通入渗碳气体,加热渗碳炉开始渗碳处理,所述的渗碳处理为两段式升降温过程,实现了在高温下活性碳原子在工件表面的高浓度富集以及低温下碳原子向工件内部的顺利扩散,使工件内部到表面形成均匀的碳原子浓度分布梯度。