
一种奥氏体不锈钢的低温气体渗碳方法.pdf

志信****pp

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种奥氏体不锈钢的低温气体渗碳方法.pdf
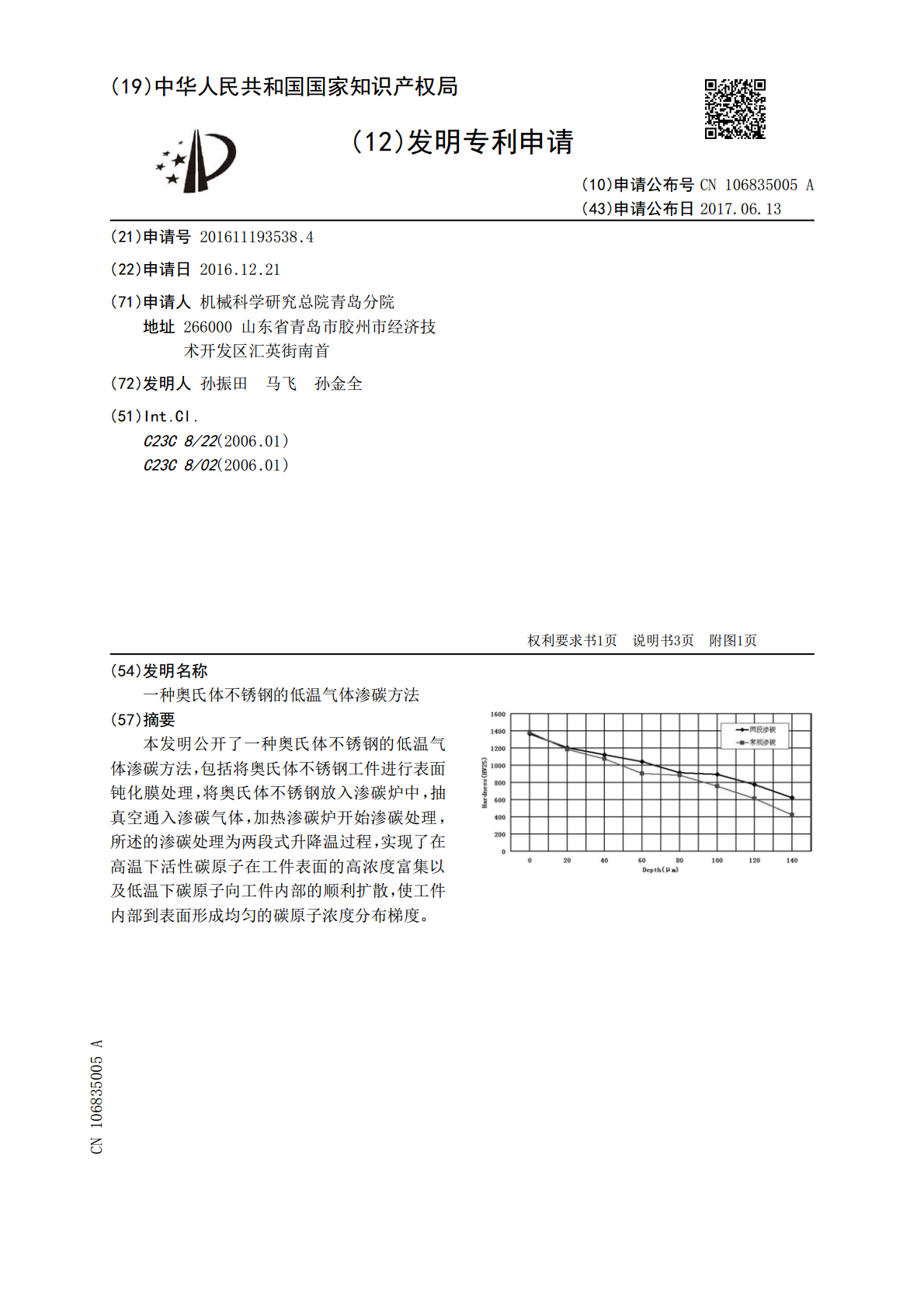
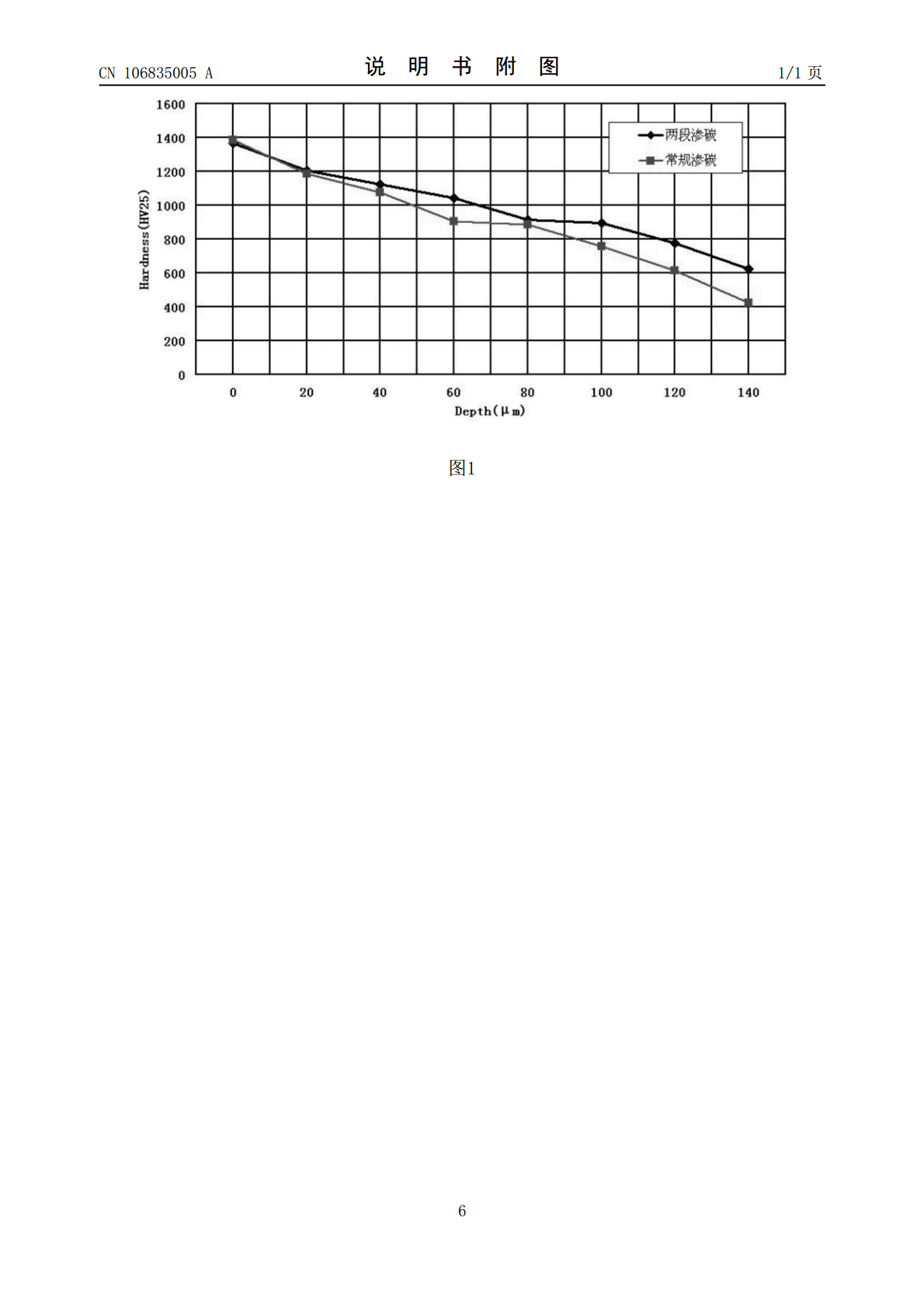
本发明公开了一种奥氏体不锈钢的低温气体渗碳方法,包括将奥氏体不锈钢工件进行表面钝化膜处理,将奥氏体不锈钢放入渗碳炉中,抽真空通入渗碳气体,加热渗碳炉开始渗碳处理,所述的渗碳处理为两段式升降温过程,实现了在高温下活性碳原子在工件表面的高浓度富集以及低温下碳原子向工件内部的顺利扩散,使工件内部到表面形成均匀的碳原子浓度分布梯度。

一种实现奥氏体不锈钢强化和耐蚀的低温气体渗碳方法.pdf
本发明一种实现奥氏体不锈钢强化和耐蚀的低温气体渗碳方法,属于化学热处理领域,清洁、干燥的奥氏体不锈钢件置于装有与奥氏体不锈钢件质量成比例量的聚四氟乙烯活化剂的渗碳炉中,盖严渗碳炉盖;通入保护性氮气,通电加热渗碳炉至550℃,使聚四氟乙烯发生热解,通过聚四氟乙烯的热解产物活化处理炉内奥氏体不锈钢表面的钝化膜,从而在奥氏体不锈钢表面形成有利于碳原子扩散的导通通道;然后,抽空炉内气体,并在460℃~480℃,即低于铬的碳化物形成温度条件下进行渗碳处理,向渗碳炉中通入CO、H2和N2?的混合气体,进行渗碳处理,保
一种奥氏体不锈钢的低温气体渗氮方法.pdf
本发明公开了一种奥氏体不锈钢的低温气体渗氮方法,包括奥氏体不锈钢工件进行表面钝化膜处理;奥氏体不锈钢放入渗氮炉中,抽真空通入渗氮气体,加热渗氮炉开始渗氮处理,所述的渗氮处理具体包括高温低浓度渗氮,低温低浓度渗氮,低温高浓度渗氮,缓冷等步骤,本发明实现了氮原子从表层到内部的均匀化分布。

预应变对奥氏体不锈钢低温气体渗碳表面强化的影响的开题报告.docx
预应变对奥氏体不锈钢低温气体渗碳表面强化的影响的开题报告一、前言气体渗碳法在表面强化领域中已广泛应用,可以提高材料的表面硬度和耐磨性。但是,若渗碳温度较低,易导致低温下脆性的问题,因此需要进行相应的研究和探究。本篇开题报告主要研究的是预应变对奥氏体不锈钢低温气体渗碳表面强化的影响,旨在探究预应变技术在气体渗碳工艺中的应用及其对材料性能的影响。二、研究目的本研究的主要目的在于探究预应变技术对奥氏体不锈钢低温气体渗碳表面强化的影响,通过对不同预应变量下的气体渗碳样品进行测试,研究不同预应变量对表面硬度、耐磨性
一种奥氏体不锈钢的低温气体碳氮共渗方法.pdf
本发明公开了一种奥氏体不锈钢的低温气体碳氮共渗方法,包括将奥氏体不锈钢工件进行表面钝化膜处理,将奥氏体不锈钢放入碳氮共渗炉中,抽真空通入碳氮共渗气体,进行碳氮共渗处理,所述的渗碳处理为两段式升降温过程,实现了在高温下活性碳/氮原子在工件表面的高浓度富集以及低温下碳/氮原子向工件内部的顺利扩散,使工件内部到表面形成均匀的碳氮原子浓度分布梯度。