
一种低温高磁感取向硅钢的热轧方法.pdf

Ja****20

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低温高磁感取向硅钢的热轧方法.pdf
一种低温高磁感取向硅钢的热轧方法:经转炉冶炼并浇注成坯;对铸坯加热后进行粗轧:首先确定粗轧减宽量;根据所确定的粗轧减宽量进行粗轧;进行精轧;常规进行下工序。本发明采用低温板坯加热技术,降低了板坯烧损和修炉负担,且边裂发生率比现有技术的不低于18%的基础上能降低5%以上,由此节约资源及降低能耗。
一种低温高磁感取向硅钢的热轧边部质量控制方法.pdf
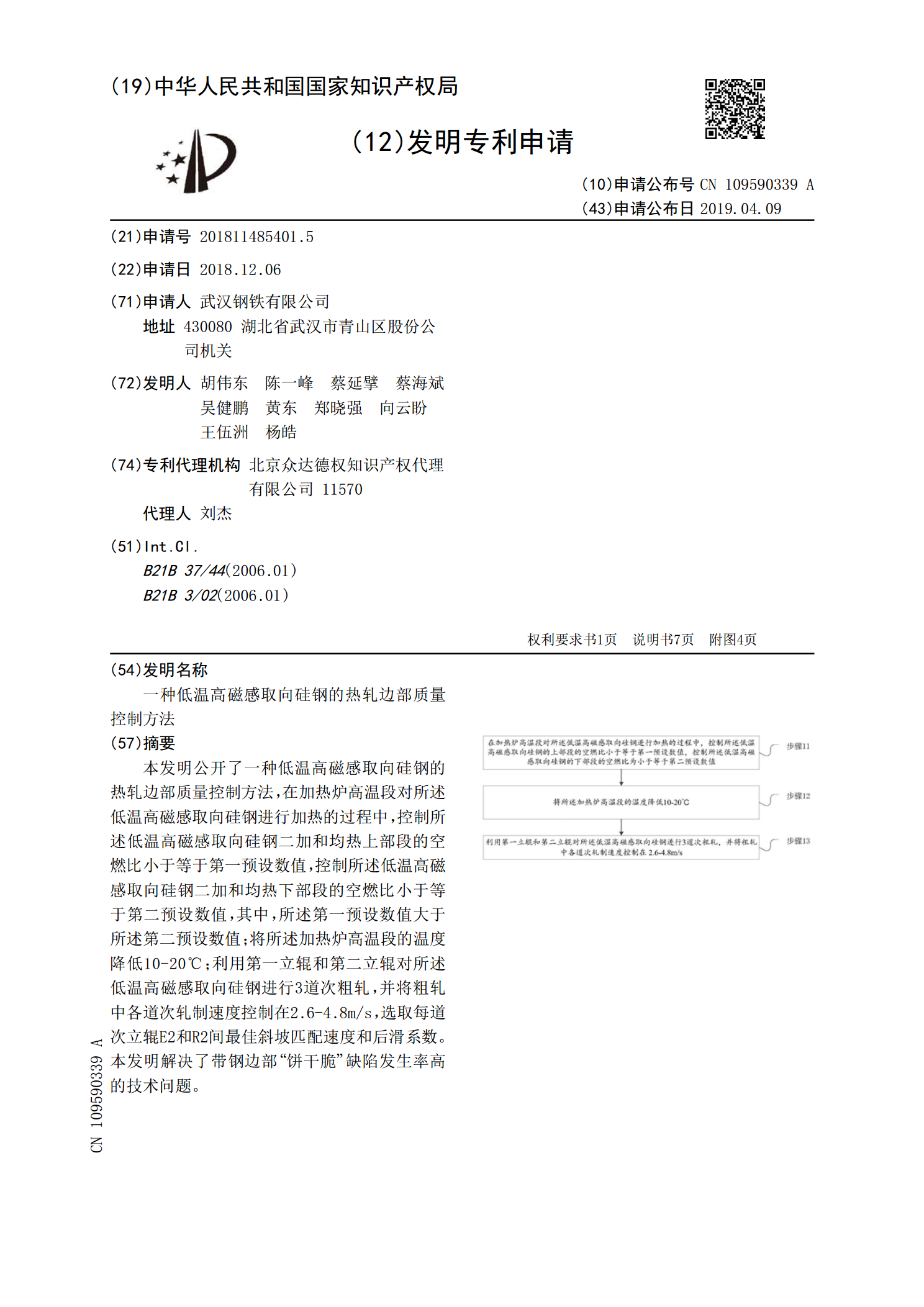
本发明公开了一种低温高磁感取向硅钢的热轧边部质量控制方法,在加热炉高温段对所述低温高磁感取向硅钢进行加热的过程中,控制所述低温高磁感取向硅钢二加和均热上部段的空燃比小于等于第一预设数值,控制所述低温高磁感取向硅钢二加和均热下部段的空燃比小于等于第二预设数值,其中,所述第一预设数值大于所述第二预设数值;将所述加热炉高温段的温度降低10‑20℃;利用第一立辊和第二立辊对所述低温高磁感取向硅钢进行3道次粗轧,并将粗轧中各道次轧制速度控制在2.6‑4.8m/s,选取每道次立辊E2和R2间最佳斜坡匹配速度和后滑系数

一种低温高磁感取向硅钢高温退火方法.pdf
本发明属于取向硅钢制造技术领域,尤其涉及一种低温高磁感取向硅钢高温退火方法。该方法包括:提供待高温退火的钢卷;将待高温退火的钢卷放置在底板上;将放置在底板上的钢卷上端铺设防粘层,并在防粘层上覆设盖板;将密封环装配至钢卷外围的底板上,密封环和钢卷对中处理,并在密封环和钢卷之间填充密封层;然后将钢卷加装内罩入炉退火。本发明能改善钢卷质量。
一种低温高磁感取向硅钢的高温退火方法.pdf
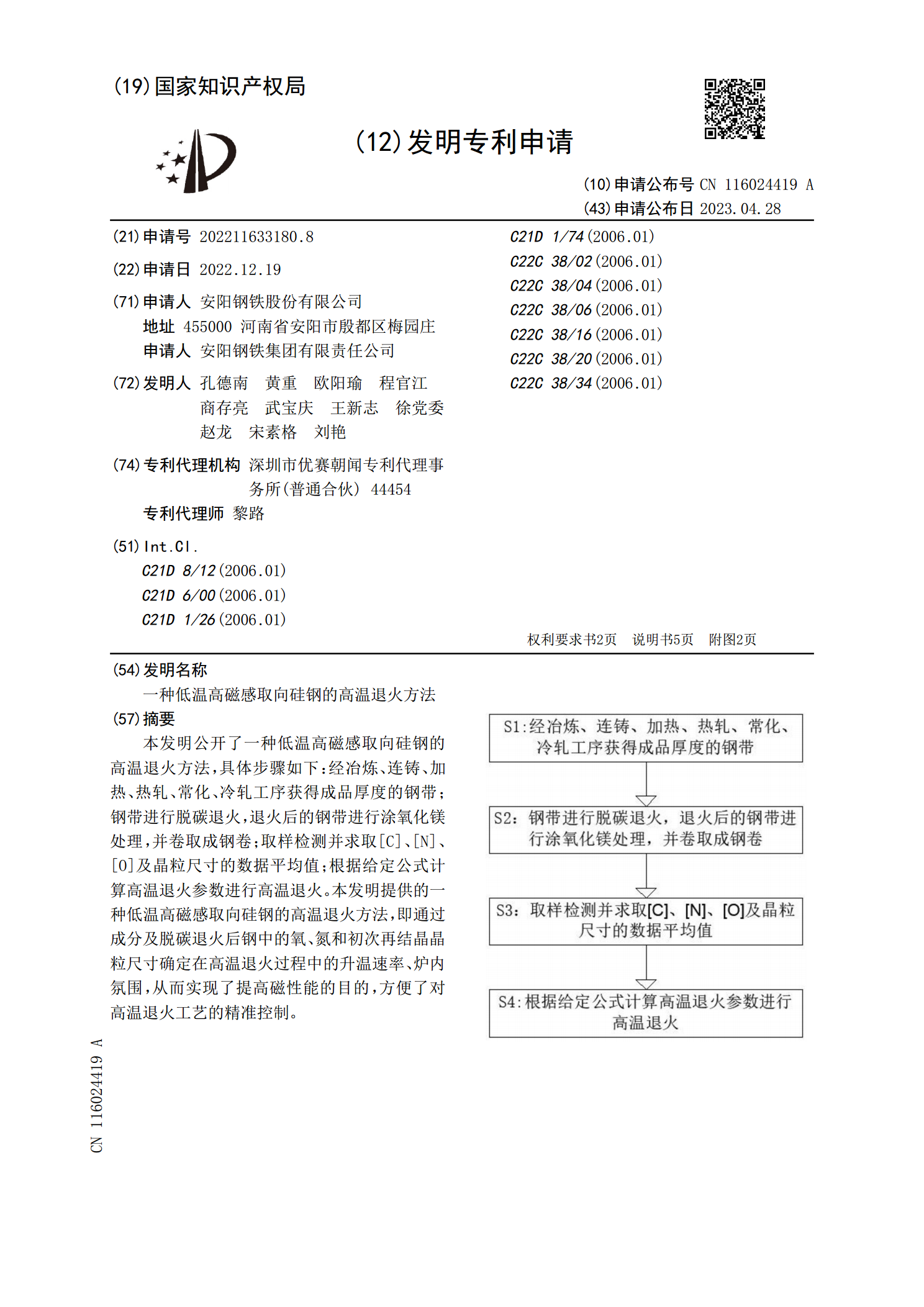
本发明公开了一种低温高磁感取向硅钢的高温退火方法,具体步骤如下:经冶炼、连铸、加热、热轧、常化、冷轧工序获得成品厚度的钢带;钢带进行脱碳退火,退火后的钢带进行涂氧化镁处理,并卷取成钢卷;取样检测并求取[C]、[N]、[O]及晶粒尺寸的数据平均值;根据给定公式计算高温退火参数进行高温退火。本发明提供的一种低温高磁感取向硅钢的高温退火方法,即通过成分及脱碳退火后钢中的氧、氮和初次再结晶晶粒尺寸确定在高温退火过程中的升温速率、炉内氛围,从而实现了提高磁性能的目的,方便了对高温退火工艺的精准控制。

低温高磁感取向硅钢生产工艺.pdf
本发明的目的在于揭示一种低温高磁感取向硅钢生产工艺,包括以下步骤:S1:制备钢材板坯,所述钢材板坯化学成分包括C、Si、Mn、Als、N、Sn、Cr、P、S,其余为Fe及不可避免的杂质;S2:所述钢材板坯经加热、热轧、常化、酸洗、冷轧后得到冷轧板;S3:冷轧板进行脱碳、渗氮处理;S4:钢材表面涂布退火隔离涂层并卷取;S5:钢卷进行高温退火处理,在高温退火的750℃~1000℃升温阶段,对通入的氢气、氮气混合气进行加湿处理,使高温退火炉内露点控制在‑20℃~25℃,有益效果是:通过在高温退火的升温阶段进行气