
一种热成形高强钢车轮的生产方法及其冷却装置.pdf

雨巷****碧易


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热成形高强钢车轮的生产方法及其冷却装置.pdf
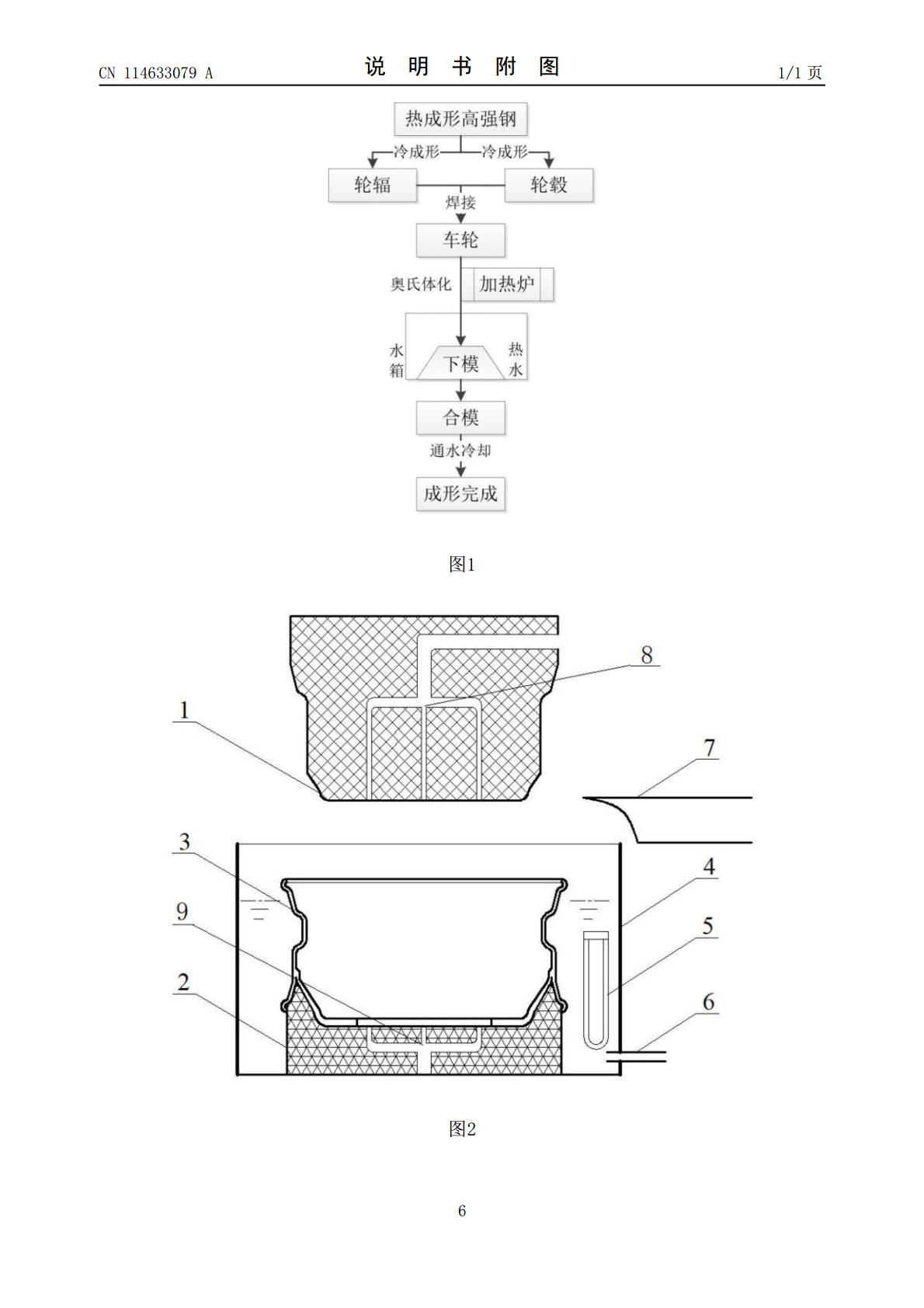
本发明属于车轮加工技术领域,具体涉及一种热成形高强钢车轮的生产方法及其冷却装置。将焊接好的车轮放入加热炉内加热至AC1点以上,完成奥氏体化;冷却装置的水箱中盛有温度为T1的热水,T1≥80℃;将高温车轮移入水箱中,轮辐在下,置于下模并与其接触匹配;上模向下合模排空车轮内热水,合模后,上模喷水对轮辐进行冷却,水温为T2,T2范围为10~50℃;通过调整水温T1和T2,使轮辐和轮辋的冷却收缩速率基本相同,同时轮辐能淬透;淬火完成后,开模,将车轮取出,成形结束。通过调整两个区域的水温T1和T2,水温易于控制、波
一种热成形高强钢及其加工方法.pdf
本发明提供了一种热成形高强钢及其加工方法,加工方法包括如下步骤:(A)选择包括如下化学组成的钢板毛坯:C≤0.2wt%,Si≤0.6wt%,Mn≤1.8wt%,还有Cr,Nb,Ti,Al和Fe元素;(B)将上述钢板毛坯先冷冲压落料,然后在加热炉内加热保温2‑6min,将所述加热高温钢板毛坯置于热成型模具中热冲压,保压冷却5‑20s,期间用成型模具对高温钢板进行急速冷却,后激光割孔及抛丸处理,即可。该加工方法得到的高强钢,碳含量、硅含量、锰含量明显低于现有技术,焊接性能优良,通过热成型模具快速冷却,高强钢淬
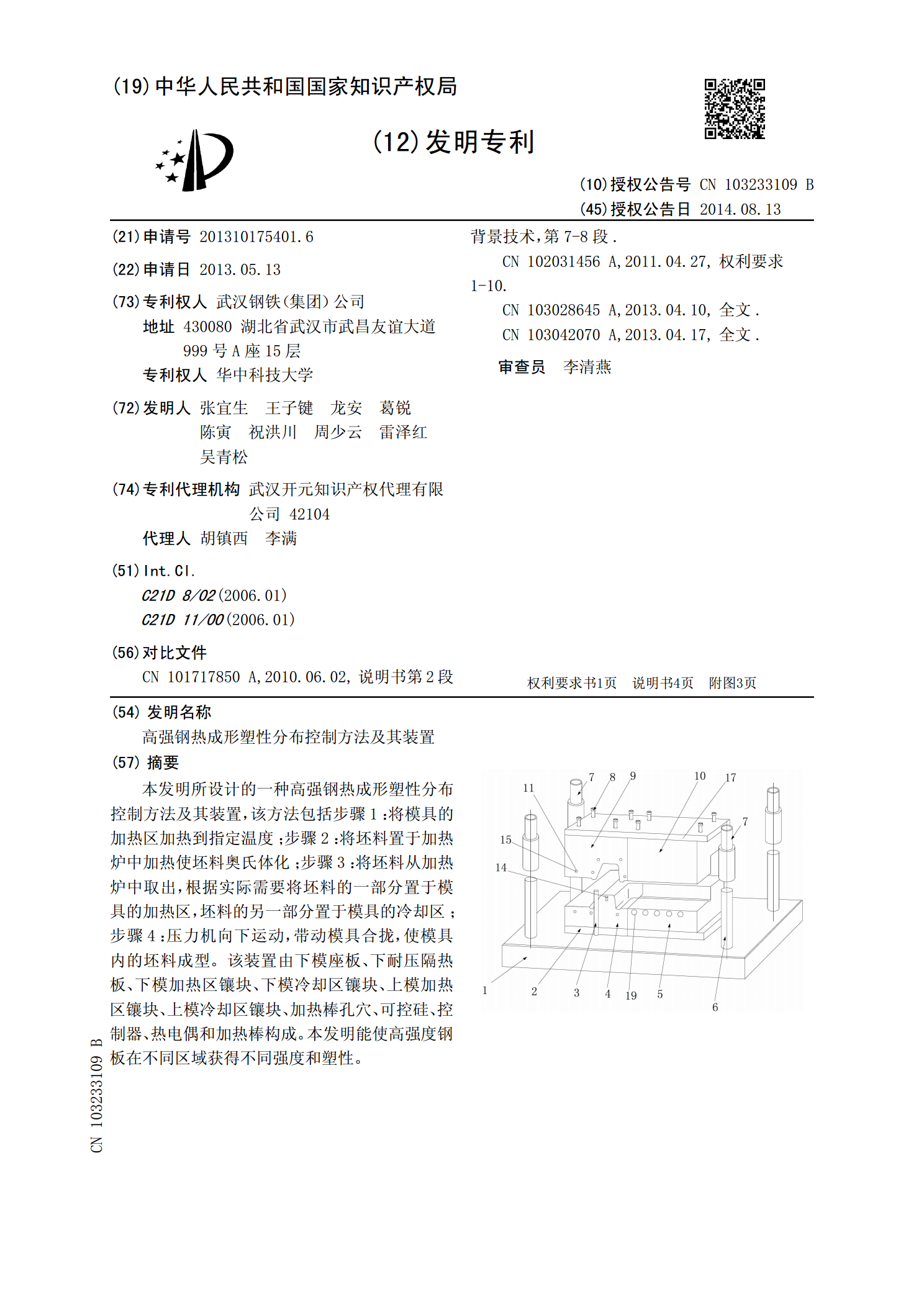
高强钢热成形塑性分布控制方法及其装置.pdf
本发明所设计的一种高强钢热成形塑性分布控制方法及其装置,该方法包括步骤1:将模具的加热区加热到指定温度;步骤2:将坯料置于加热炉中加热使坯料奥氏体化;步骤3:将坯料从加热炉中取出,根据实际需要将坯料的一部分置于模具的加热区,坯料的另一部分置于模具的冷却区;步骤4:压力机向下运动,带动模具合拢,使模具内的坯料成型。该装置由下模座板、下耐压隔热板、下模加热区镶块、下模冷却区镶块、上模加热区镶块、上模冷却区镶块、加热棒孔穴、可控硅、控制器、热电偶和加热棒构成。本发明能使高强度钢板在不同区域获得不同强度和塑性。

一种高强钢链模热成形装备及其热成形工艺.pdf
本发明涉及一种高强钢链模热成形装备及其热成形工艺,属于冶金行业热成形技术领域。技术方案是:包含顺序布置的连续加热炉(1)、链模热成形机(2)和矫直机(3);按照最终产品的尺寸要求,将高强钢钢板裁剪成料片(1‑0),料片(1‑0)的加热温度800℃‑1000℃,保温时间3‑10min,成形温度控制在500℃‑700℃,成形件在矫直机(3)矫直过程中,通过控制冷却系统(3‑8)对成形件(2‑0)进行快速冷却,其冷速大于30℃/s,成形件(2‑0)快速冷却至300℃以下进入矫直机(3)进行矫直。本发明的有益效果

汽车高强钢车轮设计方法及其轮辐成形工艺研究.docx
汽车高强钢车轮设计方法及其轮辐成形工艺研究论文题目:汽车高强钢车轮设计方法及其轮辐成形工艺研究摘要:随着汽车工业的快速发展,对于车辆结构材料的要求也越来越高。高强度钢材因其出色的力学性能和重量比,成为汽车轮辐材料的重要选择。本论文主要研究汽车高强钢车轮的设计方法及其轮辐的成形工艺。首先,综述了高强度钢材的优势及其在汽车制造领域的应用。然后,探讨了汽车高强钢车轮的设计方法,包括结构设计、材料选取和力学性能分析。最后,以成形工艺为重点,研究了高强度钢车轮辐的制造过程,包括热成形、冷成形和热处理等。关键词:汽车