
RH精炼炉生产超低碳钢计算处理过程温度损耗的方法.pdf

是浩****32

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
RH精炼炉生产超低碳钢计算处理过程温度损耗的方法.pdf
一种RH精炼炉生产超低碳钢计算处理过程温度损耗的方法,将处理过程的温降划分为处理前期、处理中期和处理后期三部分,并建立温度模型公式:T
一种超低碳钢RH精炼炉脱硫方法.pdf
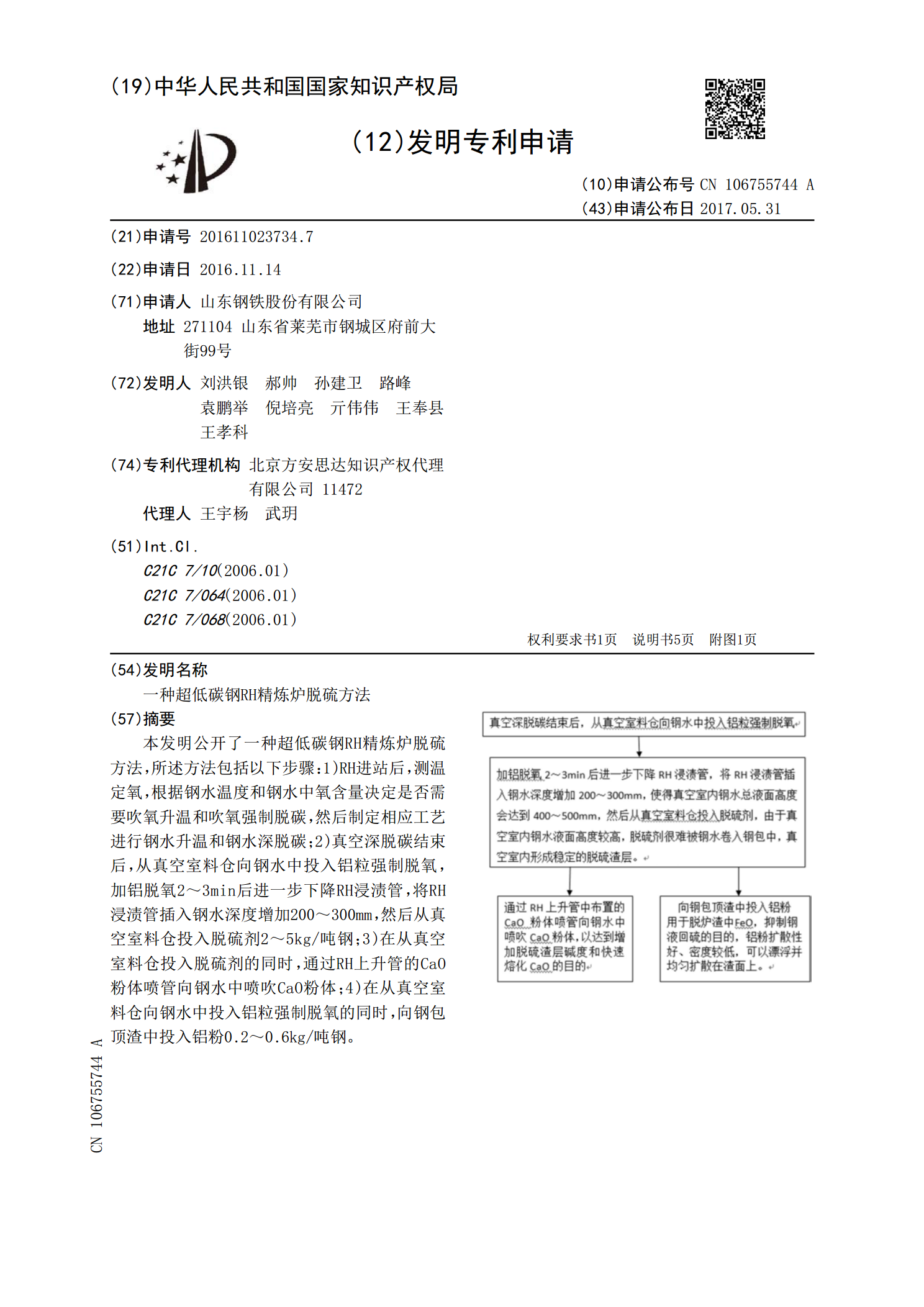
本发明公开了一种超低碳钢RH精炼炉脱硫方法,所述方法包括以下步骤:1)RH进站后,测温定氧,根据钢水温度和钢水中氧含量决定是否需要吹氧升温和吹氧强制脱碳,然后制定相应工艺进行钢水升温和钢水深脱碳;2)真空深脱碳结束后,从真空室料仓向钢水中投入铝粒强制脱氧,加铝脱氧2~3min后进一步下降RH浸渍管,将RH浸渍管插入钢水深度增加200~300mm,然后从真空室料仓投入脱硫剂2~5kg/吨钢;3)在从真空室料仓投入脱硫剂的同时,通过RH上升管的CaO粉体喷管向钢水中喷吹CaO粉体;4)在从真空室料仓向钢水中投
RH复合脱氧生产超低碳钢的方法.pdf
本发明公开了一种RH复合脱氧生产超低碳钢的方法,RH精炼炉脱碳结束后,先加入硅钙镁脱氧剂0.1‑0.2kg/t钢,1‑2min后再加入铝进行脱氧,连铸全程保护浇注。本发明在满足钢水成分要求的前提下,不仅有效避免了连铸水口结瘤,而且生成的夹杂物为球形复合夹杂。

RH生产超低碳钢的脱碳速率及工艺优化.docx
RH生产超低碳钢的脱碳速率及工艺优化超低碳钢是指碳含量≤0.007%的钢种,优点是具有优异的可焊性、成型加工性能和晶界清晰度。然而,在制造过程中,由于杂质的存在和不合理的生产工艺参数,超低碳钢中仍然存在着一定数量的碳,这可能会影响其质量和性能。因此,开发一种高效的脱碳工艺,降低钢中碳的含量,提高超低碳钢的质量和性能,变得至关重要。最近几十年来,许多新的脱碳技术被引入到超低碳钢的生产过程中,例如渗碳和微合金化等技术,以降低钢中的碳含量。然而,这些方法成本高且技术难度大。传统的脱碳工艺是通过在生产过程中对钢进
一种超低碳钢的RH精炼系统及生产方法.pdf
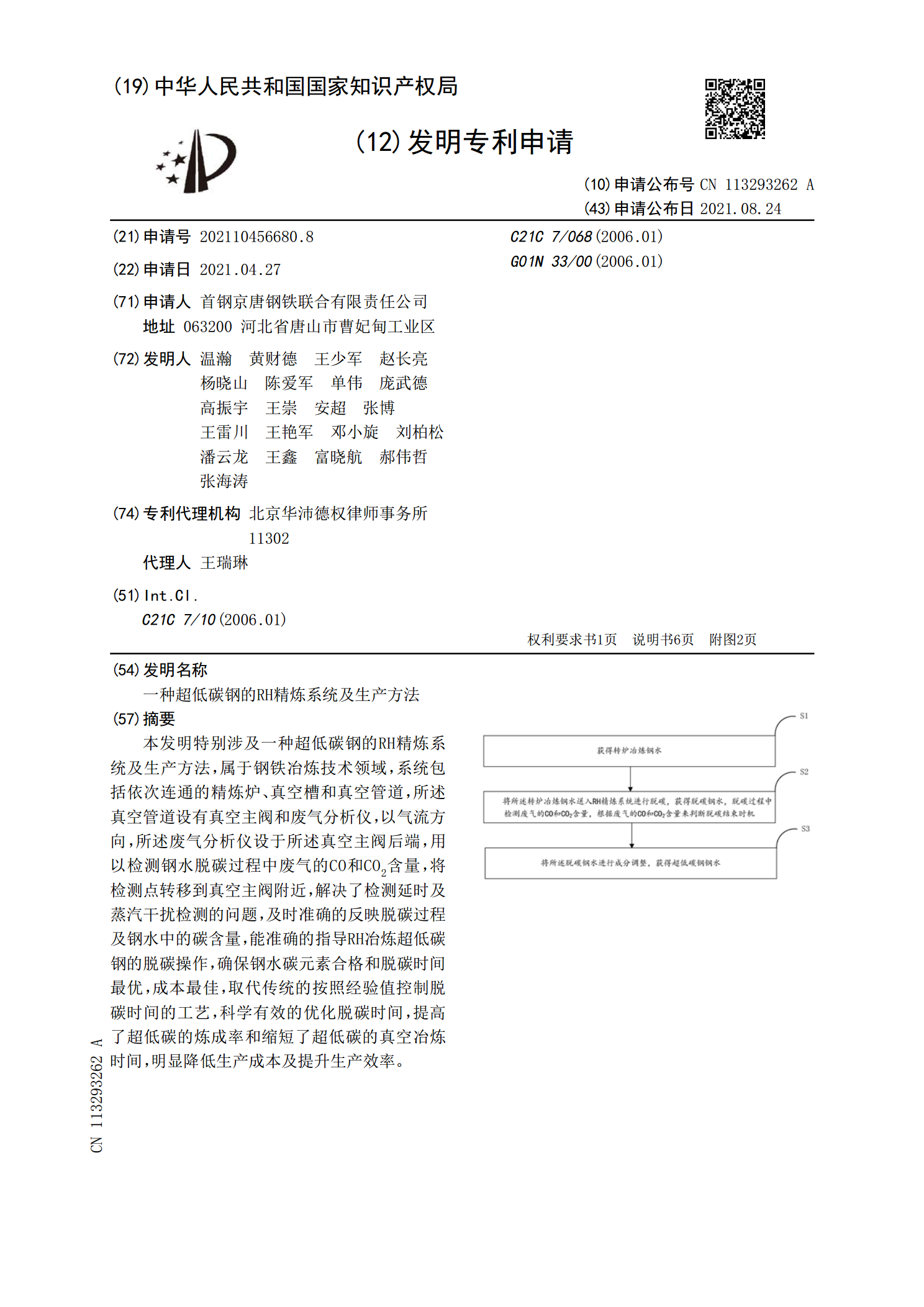
本发明特别涉及一种超低碳钢的RH精炼系统及生产方法,属于钢铁冶炼技术领域,系统包括依次连通的精炼炉、真空槽和真空管道,所述真空管道设有真空主阀和废气分析仪,以气流方向,所述废气分析仪设于所述真空主阀后端,用以检测钢水脱碳过程中废气的CO和CO