
汽车传动轴管的制造方法.pdf

小沛****文章


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车传动轴管的制造方法.pdf
本发明提供汽车传动轴管的制造方法,包括以下步骤:S1:制做高强钢连,高强钢的材质掺杂金属铌和钛以及量为铁;S2:粗轧机轧,包括以下步骤:热连轧机组上进行生产,将所述高强钢连铸坯置于加热炉中加热,在所述高强钢连铸坯出炉后进行高压水除鳞,进入粗轧机轧制冷却至300℃‑450℃后,S3:剪裁:带钢裁剪,选取钢卷在剪裁机上剪成所需的长度,根据传动轴管产品所需的直径来决定;S4:冷轧:带钢通过轧机进行冷轧;S5:折弯成型后退火,方法简单,易操作,制成的传动轴管硬且耐磨。

传动轴的制造方法及传动轴.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN104582993A(43)申请公布日2015.04.29(21)申请号CN201380042507.7(22)申请日2013.06.12(71)申请人日野自动车株式会社地址日本东京(72)发明人桂木政树加藤友则菅又慎吾柴田聪(74)专利代理机构中原信达知识产权代理有限责任公司代理人熊传芳(51)Int.CIB60K17/22权利要求说明书说明书幅图(54)发明名称传动轴的制造方法及传动轴(57)摘要传动轴的制造方法中,传动轴

传动轴的制造方法及传动轴.pdf
传动轴的制造方法中,传动轴具备圆管状的轴部和与轴部的传动齿轮箱侧或差动齿轮箱侧接合的接头组件,接头组件具备与轴部接合的轴侧接头部和与传动齿轮箱或差动齿轮箱连接的其他构件侧接头部,上述传动轴的制造方法的特征在于,具有:压入工序,在轴侧接头部和其他构件侧接头部组装为接头组件的状态下,将接头组件的轴侧接头部压入轴部;及焊接工序,在压入工序之后,对轴部与接头组件进行焊接。
传动轴以及传动轴的制造方法.pdf
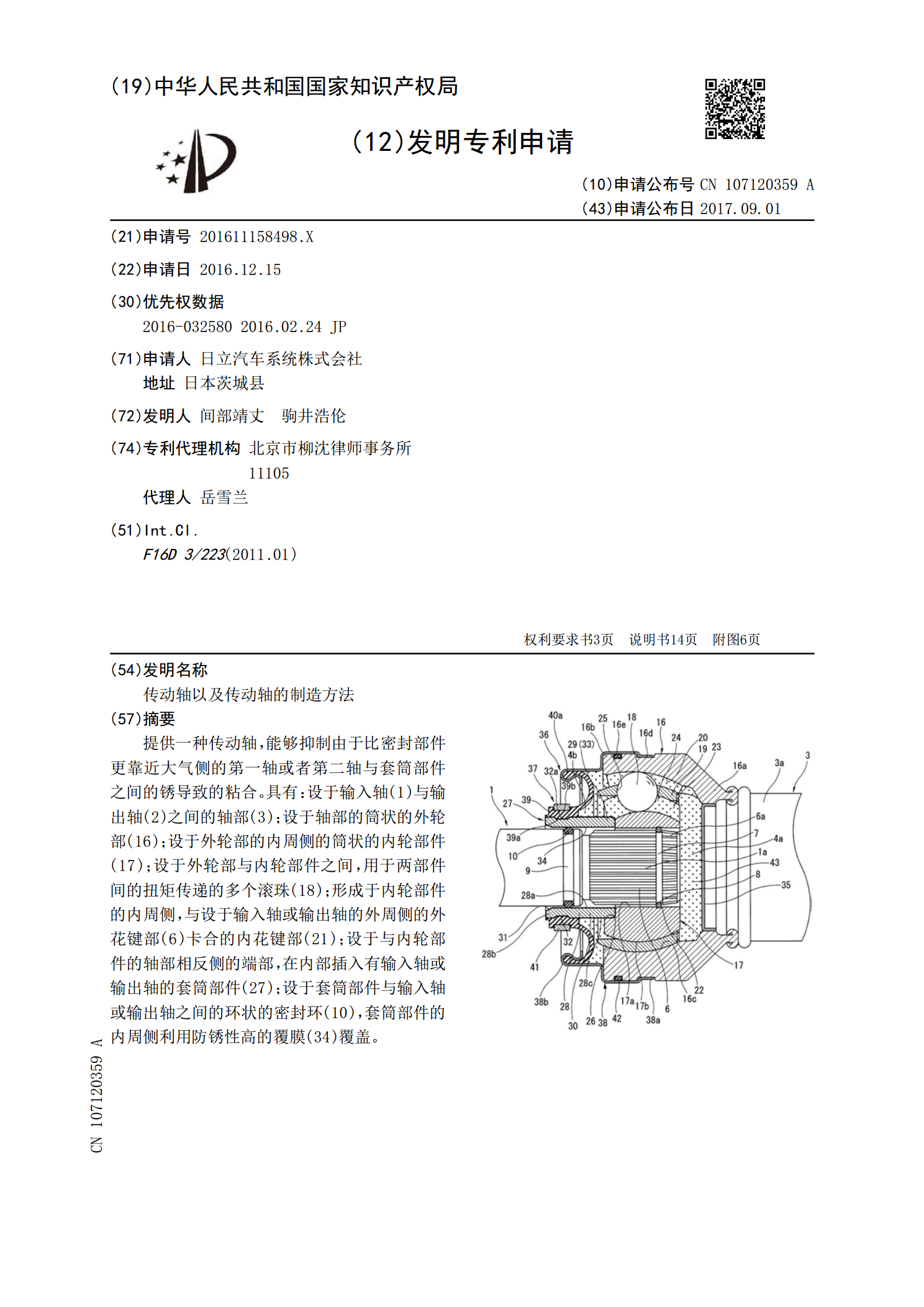
提供一种传动轴,能够抑制由于比密封部件更靠近大气侧的第一轴或者第二轴与套筒部件之间的锈导致的粘合。具有:设于输入轴(1)与输出轴(2)之间的轴部(3);设于轴部的筒状的外轮部(16);设于外轮部的内周侧的筒状的内轮部件(17);设于外轮部与内轮部件之间,用于两部件间的扭矩传递的多个滚珠(18);形成于内轮部件的内周侧,与设于输入轴或输出轴的外周侧的外花键部(6)卡合的内花键部(21);设于与内轮部件的轴部相反侧的端部,在内部插入有输入轴或输出轴的套筒部件(27);设于套筒部件与输入轴或输出轴之间的环状的密

汽车水箱坯管的制造方法.pdf
本发明涉及一种汽车水箱坯管的制造方法,是通过以下步骤实现的:采用¢12.5-16的盘圆铝杆,盘圆铝杆长度有5000-6000米;采用大连康丰科技有限公司制造的LLJ300B高精度连续挤压机;由连续挤压机矫送料机构把铝杆材料送到下挤压轮的环形槽内,由上挤压轮把铝杆压进下挤压轮环形槽内作旋转产生旋转摩擦,以每分钟12-18转的速度、300吨的压力将铝杆挤入模具腔内;模腔内的温度达到450-480度,坯管经模腔挤压成型以每分钟15-18米的速度连续不断地生产出来;经过4至5次冷拨得到产品;本发明的有益效果是:不