
一种穿孔辊及其制备方法.pdf

雨巷****轶丽

1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种穿孔辊及其制备方法.pdf
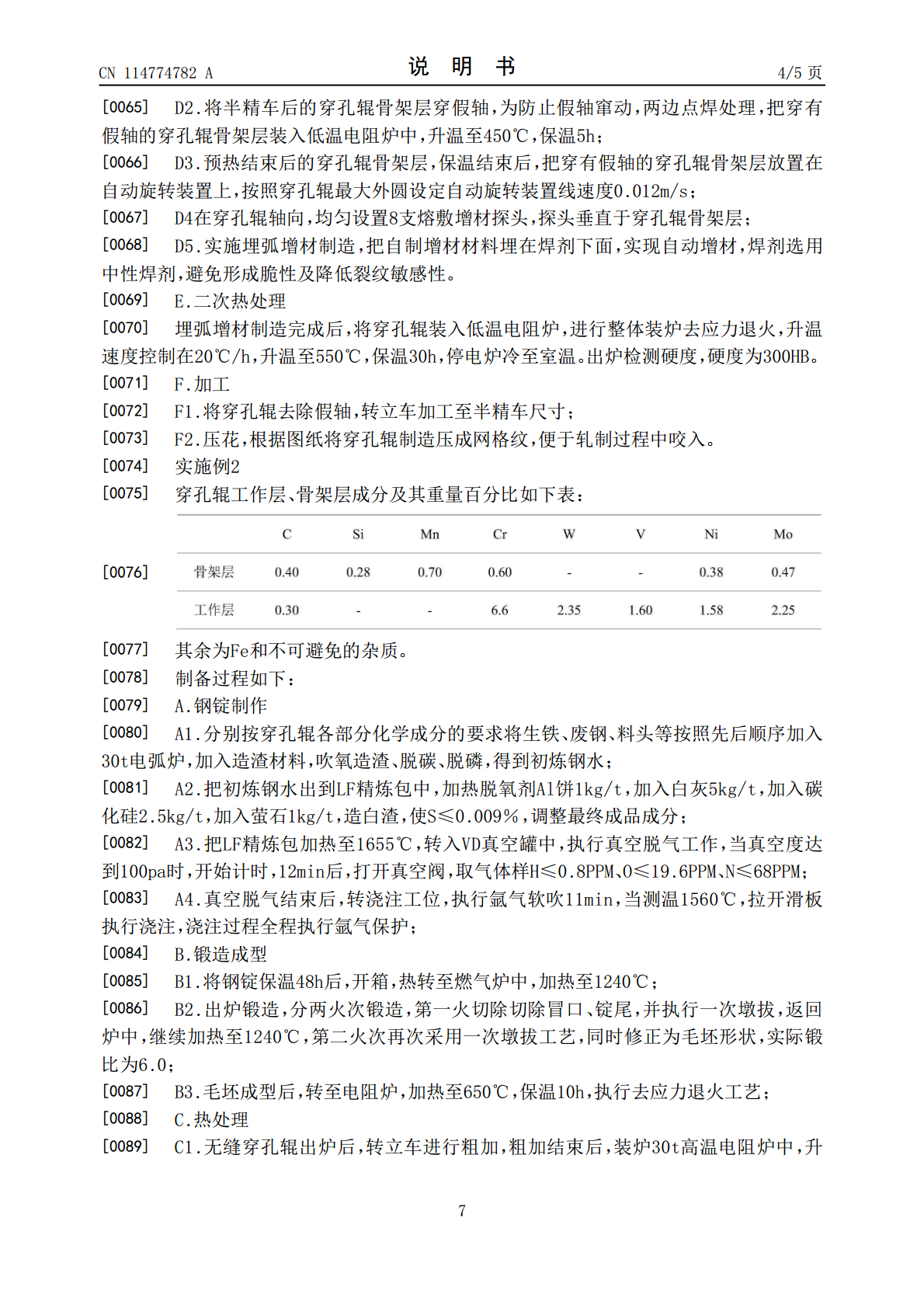
本发明公开了一种穿孔辊及其制备方法,属于轧辊制造技术领域,包括以下步骤:A、钢锭制作:按穿孔辊骨架层化学成分的要求选择原料、熔炼、调整成分、浇注得到成型的钢锭;B、锻造成型:将步骤A的钢锭加热锻造成无缝穿孔辊毛坯;C、热处理:无缝穿孔辊毛坯出炉后,直接进行调质处理,然后进行半精车;D、熔敷增材:将穿孔辊工作层需要的合金粉末在无缝穿孔辊外层实施自动增材;E、二次热处理:将步骤D得到的穿孔辊整体去应力回火;F、加工:穿孔辊加工至半精车尺寸,压花,得到终产品穿孔辊。本发明制备所得穿孔辊具备强度高、红硬性好、耐磨
一种钢管穿孔顶头及其制备方法.pdf
本发明公开了一种钢管穿孔顶头及其制备方法,它解决了现有技术中钢管穿孔顶头耐磨性不够,寿命不长等问题。本发明的钢管穿孔顶头的组成元素及质量百分比为:碳(C):0.28%-0.40%,铬(Cr):11.0%-12.2%,锰(Mn):1.7%-2.3%,钼(Mo):0.2%-0.6%,硅(Si):0.25%-1.10%,镍(Ni):0.8%-1.1%,钒(V):0.3%-0.5%,铼(Re):0.25%-0.35%,余量为铁(Fe)以及不可避免的杂质。本发明还提供了制备上述钢管穿孔顶头的制备方法,其方法包括以下

一种定影辊及其制备方法.pdf
一种定影辊及其制备方法,该定影辊包括:芯轴和设置于所述芯轴外的弹性材料层;所述弹性材料层包括弹性体材料和分布于所述弹性体材料中的填充物,所述填充物的硬度大于所述弹性体材料的硬度。本发明的定影辊在芯轴外设置弹性材料层,弹性材料层中均匀分布了硬度更高的填充物颗粒,使得定影辊的硬度足够强,不需要使用金属套筒,还保留了多孔材料的低热量损失的性能,同时会更轻便,更易于被驱动。
一种复合挤压辊及其制备方法.pdf
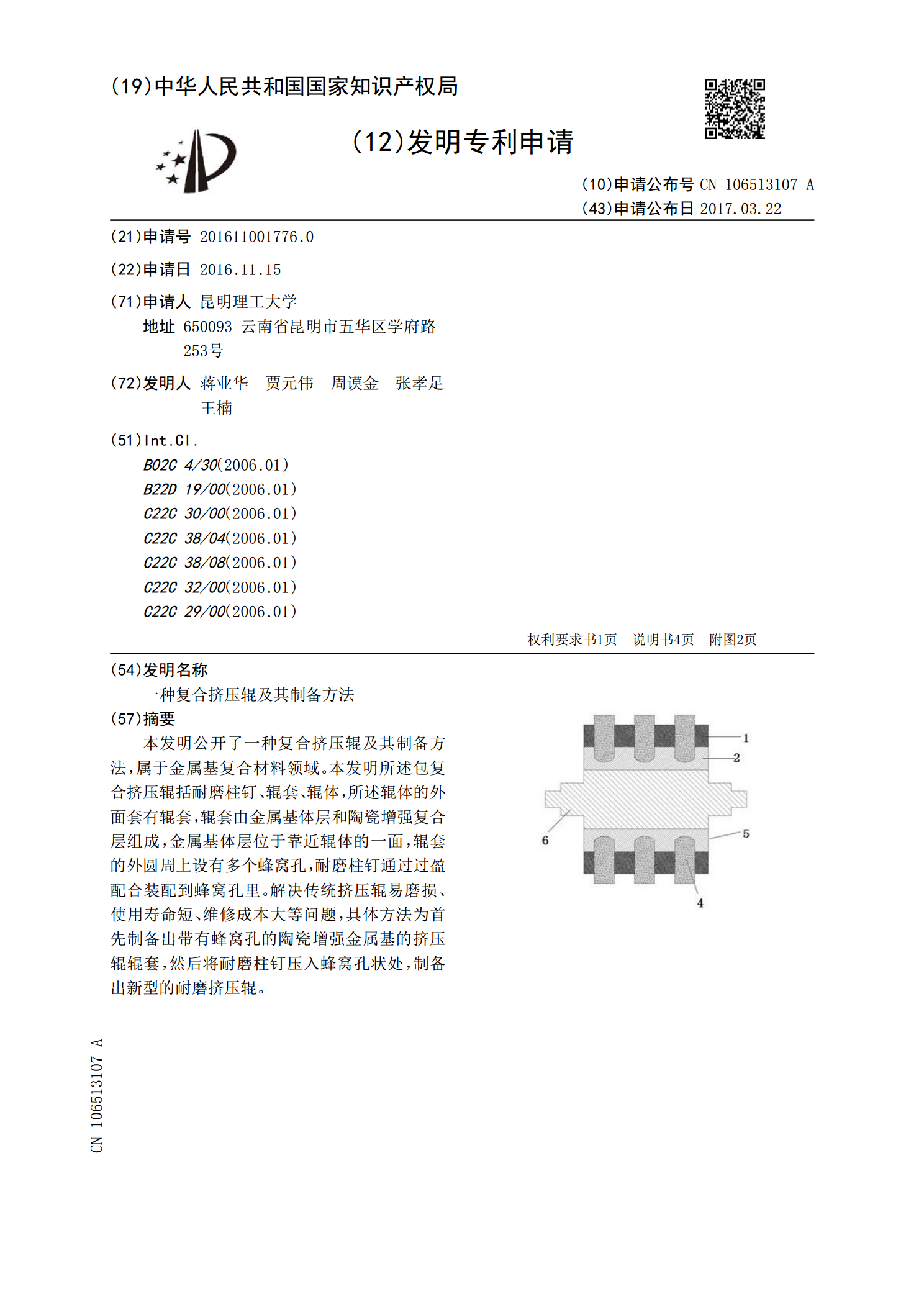
本发明公开了一种复合挤压辊及其制备方法,属于金属基复合材料领域。本发明所述包复合挤压辊括耐磨柱钉、辊套、辊体,所述辊体的外面套有辊套,辊套由金属基体层和陶瓷增强复合层组成,金属基体层位于靠近辊体的一面,辊套的外圆周上设有多个蜂窝孔,耐磨柱钉通过过盈配合装配到蜂窝孔里。解决传统挤压辊易磨损、使用寿命短、维修成本大等问题,具体方法为首先制备出带有蜂窝孔的陶瓷增强金属基的挤压辊辊套,然后将耐磨柱钉压入蜂窝孔状处,制备出新型的耐磨挤压辊。

一种水淬辊及其制备方法.pdf
本发明公开了一种水淬辊及其制备方法,该水淬辊包括芯轴、辐轮架和筒体,一对所述辐轮架分别安装在所述芯轴的两端,所述辐轮架的外圆与所述筒体固定连接,所述筒体的外周上均匀开设有凹槽形的花纹,位于传动侧的辐轮架与芯轴过盈连接,位于非传动侧的辐轮架与芯轴滑动连接,所述筒体采用耐磨不锈钢制作。本发明耐磨损,不易腐蚀,使用寿命长,而且径向跳动小,平衡性能好,运行稳定,带钢不打滑,能有效降低设备故障率,保护带钢表面质量。