
一种二火成材的轴承钢盘条加热轧制方法.pdf

哲妍****彩妍

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种二火成材的轴承钢盘条加热轧制方法.pdf
本发明涉及一种二火成材的轴承钢盘条加热轧制方法,属于冶金行业轧钢工艺技术领域。技术方案是:设置开坯工序加热炉和轧制工序加热炉内烧嘴不同类型、不同区域烧嘴布局,调整各段喷嘴燃烧角度,开坯加热炉采用天然气+空气的高燃值混合气体燃烧,保证开坯工序加热炉内温度的均匀性以及对铸坯温度扩散的稳定性;轧制工序加热炉采用焦炉煤气+高炉煤气+空气混合气体,保证炉内气氛全程保持弱氧化氛围。配合加热炉加热参数和精细化轧制控制,分段式冷却,免除涂抹防氧化漆料、修磨铸坯等工序。本发明的有益效果是:能够生产出碳化物满足标准、脱碳层≤
降温轧制二火轴承钢的工艺方法.pdf
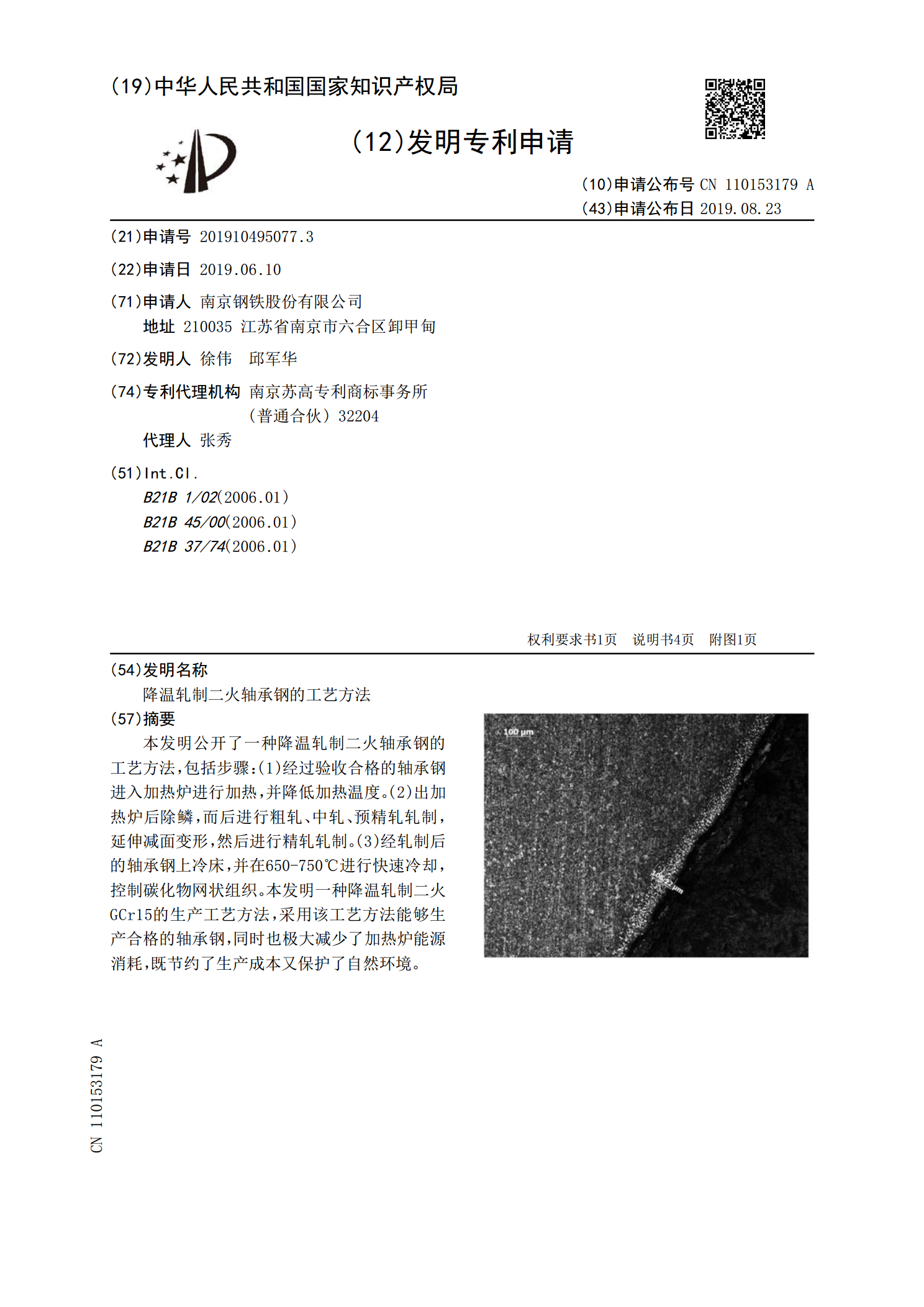
本发明公开了一种降温轧制二火轴承钢的工艺方法,包括步骤:(1)经过验收合格的轴承钢进入加热炉进行加热,并降低加热温度。(2)出加热炉后除鳞,而后进行粗轧、中轧、预精轧轧制,延伸减面变形,然后进行精轧轧制。(3)经轧制后的轴承钢上冷床,并在650‑750℃进行快速冷却,控制碳化物网状组织。本发明一种降温轧制二火GCr15的生产工艺方法,采用该工艺方法能够生产合格的轴承钢,同时也极大减少了加热炉能源消耗,既节约了生产成本又保护了自然环境。
一种减少轴承钢盘条脱碳的高温扩散加热方法.pdf
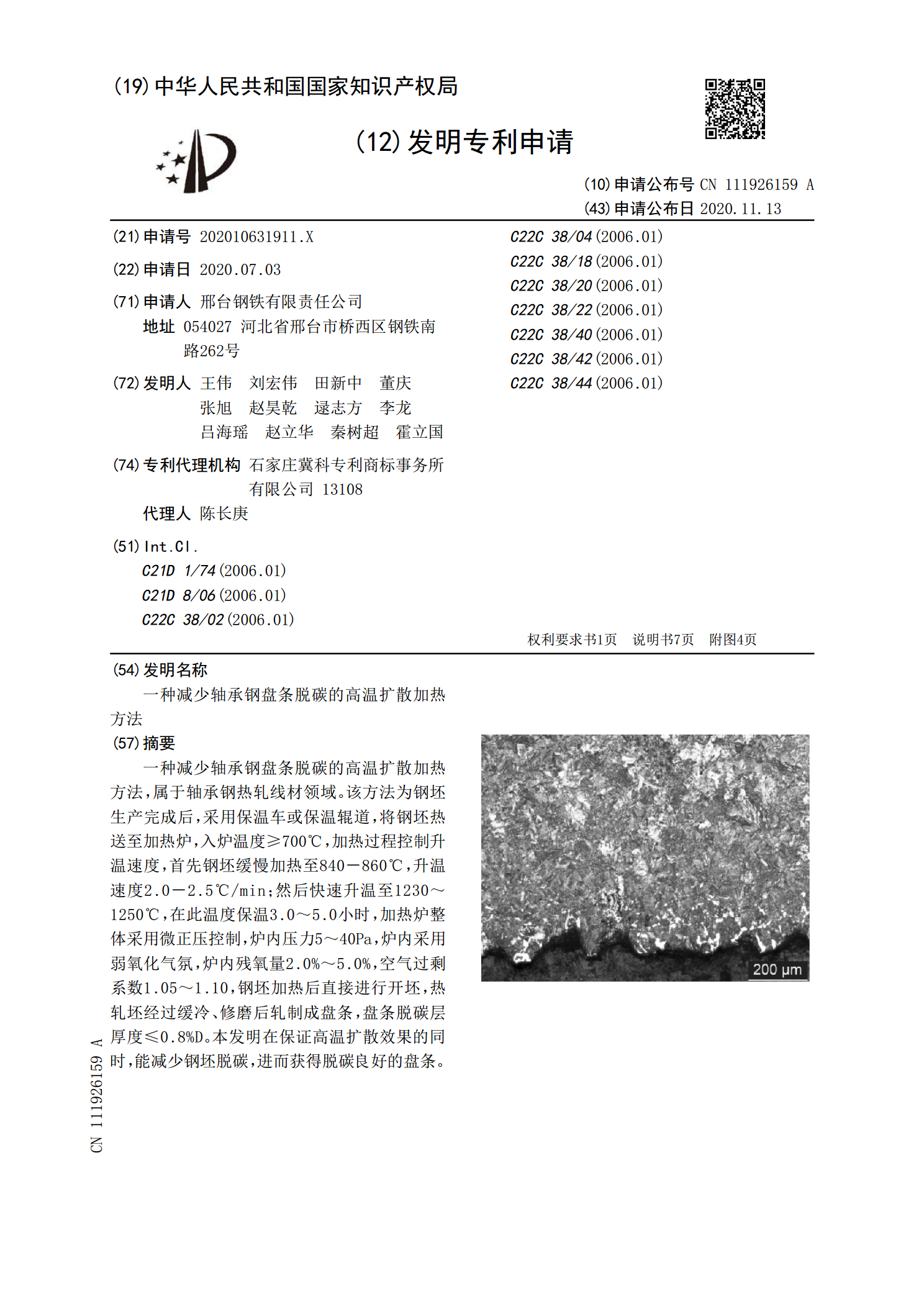
一种减少轴承钢盘条脱碳的高温扩散加热方法,属于轴承钢热轧线材领域。该方法为钢坯生产完成后,采用保温车或保温辊道,将钢坯热送至加热炉,入炉温度≥700℃,加热过程控制升温速度,首先钢坯缓慢加热至840-860℃,升温速度2.0-2.5℃/min;然后快速升温至1230~1250℃,在此温度保温3.0~5.0小时,加热炉整体采用微正压控制,炉内压力5~40Pa,炉内采用弱氧化气氛,炉内残氧量2.0%~5.0%,空气过剩系数1.05~1.10,钢坯加热后直接进行开坯,热轧坯经过缓冷、修磨后轧制成盘条,盘条脱碳层
一种高碳铬轴承钢热轧盘条的线材轧制工艺.pdf
本发明公开了一种高碳铬轴承钢热轧盘条的线材轧制工艺,高碳铬轴承钢热轧盘条的线材轧制工艺主要使用装置包括加热炉、小型加温箱、滚动传输带、推杆、线材轧制机、缓冷装置、裁切装置、卷动装置、抛光打磨装置、矫直装置、以及高碳铬轴承钢钢板胚等。通过在生产线上通过将快速降温装置进行替换,使得更换成缓冷装置,使用时,通过缓冷装置内部的温度可进行逐步进行调节,使得在使用时,将批量次的放置在缓冷装置内部,使得通过对缓冷装内部的温度进行逐步降低的方式使得对内部进行降温,使得起到增加装置使用时,避免高碳铬轴承钢钢板胚在快速降温的
基于步进式加热炉的轴承钢轧制方法.pdf
本发明涉及一种基于步进式加热炉的轴承钢轧制方法。包括钢坯加热工序和轧制工序,其改进之处为:控制钢坯在步进式加热炉炉前装钢速度≥120S/支,钢坯在步进式加热炉中加热时,预热段炉温控制在850℃以下,加热Ⅰ段炉温控制在1000~1180℃之间,加热Ⅱ段和均热段炉温控制在1190~1250℃之间,通过控制加热和轧制工艺参数,可消除轴承钢GCr15的碳化物液析超标,同时避免铸坯芯部裂纹及铸坯断裂。