
基于步进式加热炉的轴承钢轧制方法.pdf

一吃****继勇

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于步进式加热炉的轴承钢轧制方法.pdf
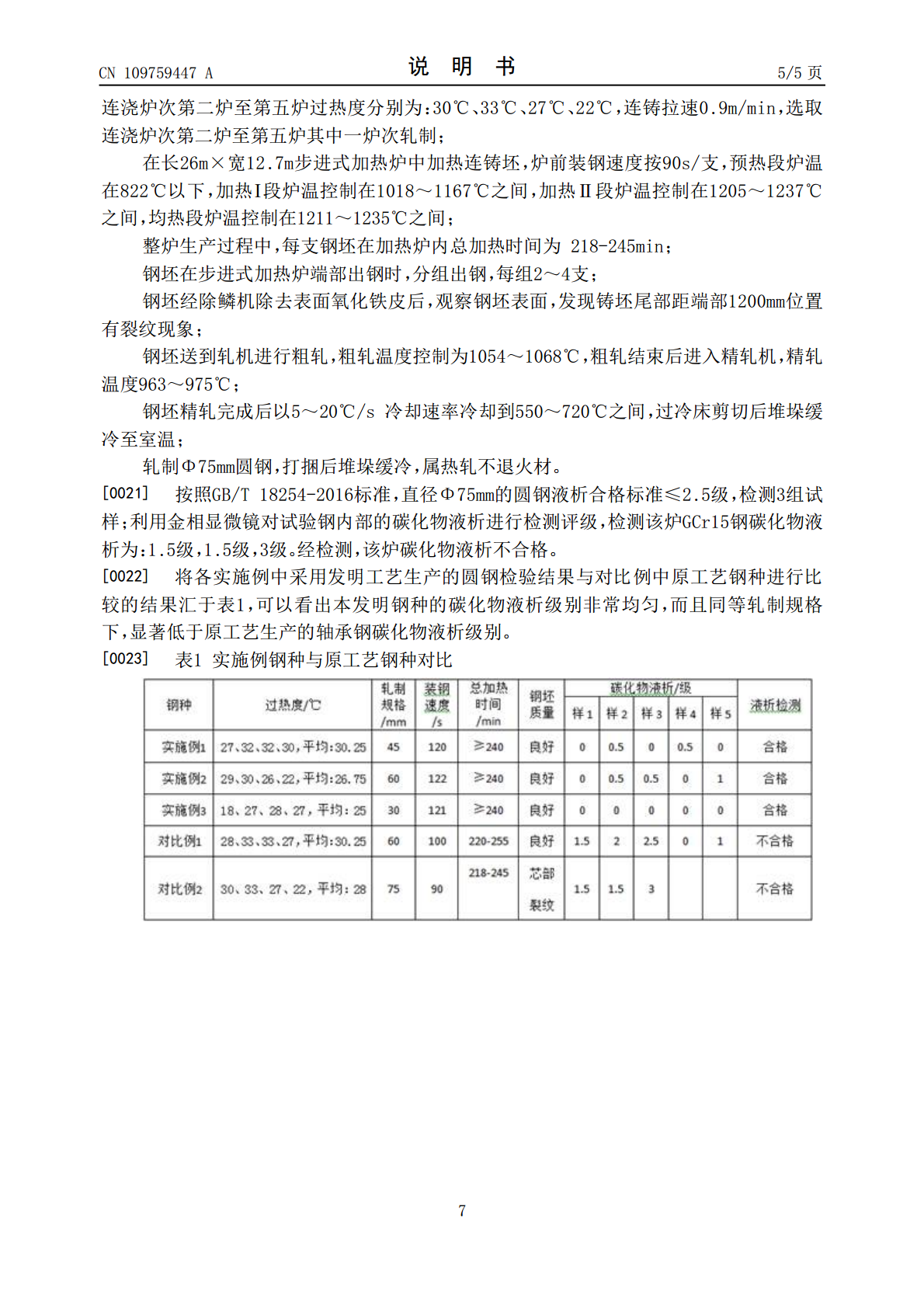
本发明涉及一种基于步进式加热炉的轴承钢轧制方法。包括钢坯加热工序和轧制工序,其改进之处为:控制钢坯在步进式加热炉炉前装钢速度≥120S/支,钢坯在步进式加热炉中加热时,预热段炉温控制在850℃以下,加热Ⅰ段炉温控制在1000~1180℃之间,加热Ⅱ段和均热段炉温控制在1190~1250℃之间,通过控制加热和轧制工艺参数,可消除轴承钢GCr15的碳化物液析超标,同时避免铸坯芯部裂纹及铸坯断裂。

基于步进式梁式的加热炉及其防跑偏方法.pdf
本发明公开了一种基于步进式梁式的加热炉及其防跑偏方法,所述步进式梁式加热炉包括炉体,所述炉体底部设置有炉底机械,炉底机械包括斜轨座、滚轮、升降框架、平移框架、升降液压缸、平移液压缸以及定心装置,所述滚轮对称设置在升降框架的上下两端,斜轨座设置在升降框架下方的滚轮的底端,定心装置设置在升降框架上,升降液压缸两端分别与升降框架和斜轨座连接,平移框架设置在升降框架上方的滚轮的顶端,所述平移液压缸的一端固定在平移框架上。该加热炉及其防跑偏方法使得步进式梁式加热炉的横向跑偏有了大幅度的改善,跑偏量降到10mm,满足
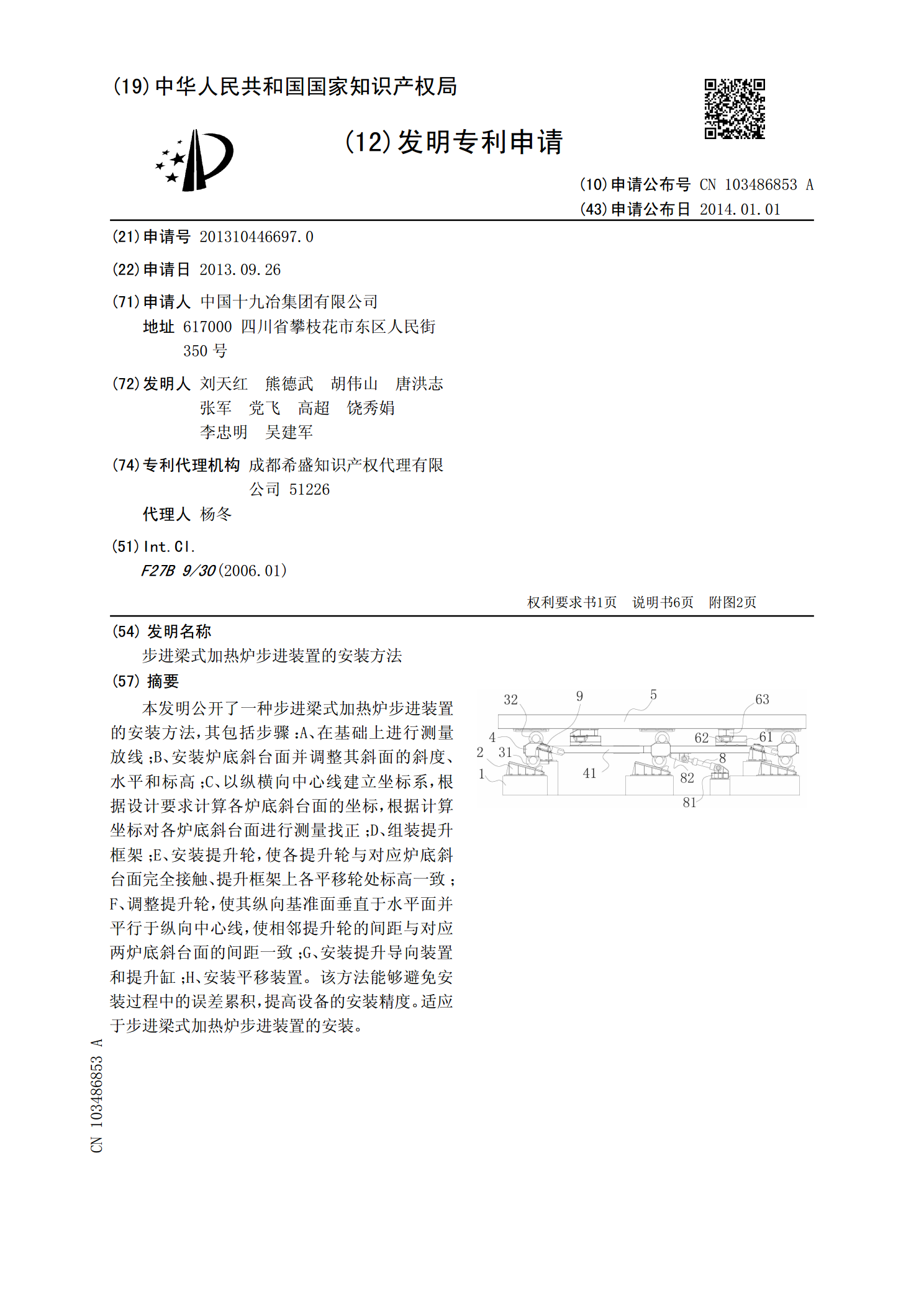
步进梁式加热炉步进装置的安装方法.pdf
本发明公开了一种步进梁式加热炉步进装置的安装方法,其包括步骤:A、在基础上进行测量放线;B、安装炉底斜台面并调整其斜面的斜度、水平和标高;C、以纵横向中心线建立坐标系,根据设计要求计算各炉底斜台面的坐标,根据计算坐标对各炉底斜台面进行测量找正;D、组装提升框架;E、安装提升轮,使各提升轮与对应炉底斜台面完全接触、提升框架上各平移轮处标高一致;F、调整提升轮,使其纵向基准面垂直于水平面并平行于纵向中心线,使相邻提升轮的间距与对应两炉底斜台面的间距一致;G、安装提升导向装置和提升缸;H、安装平移装置。该方法能
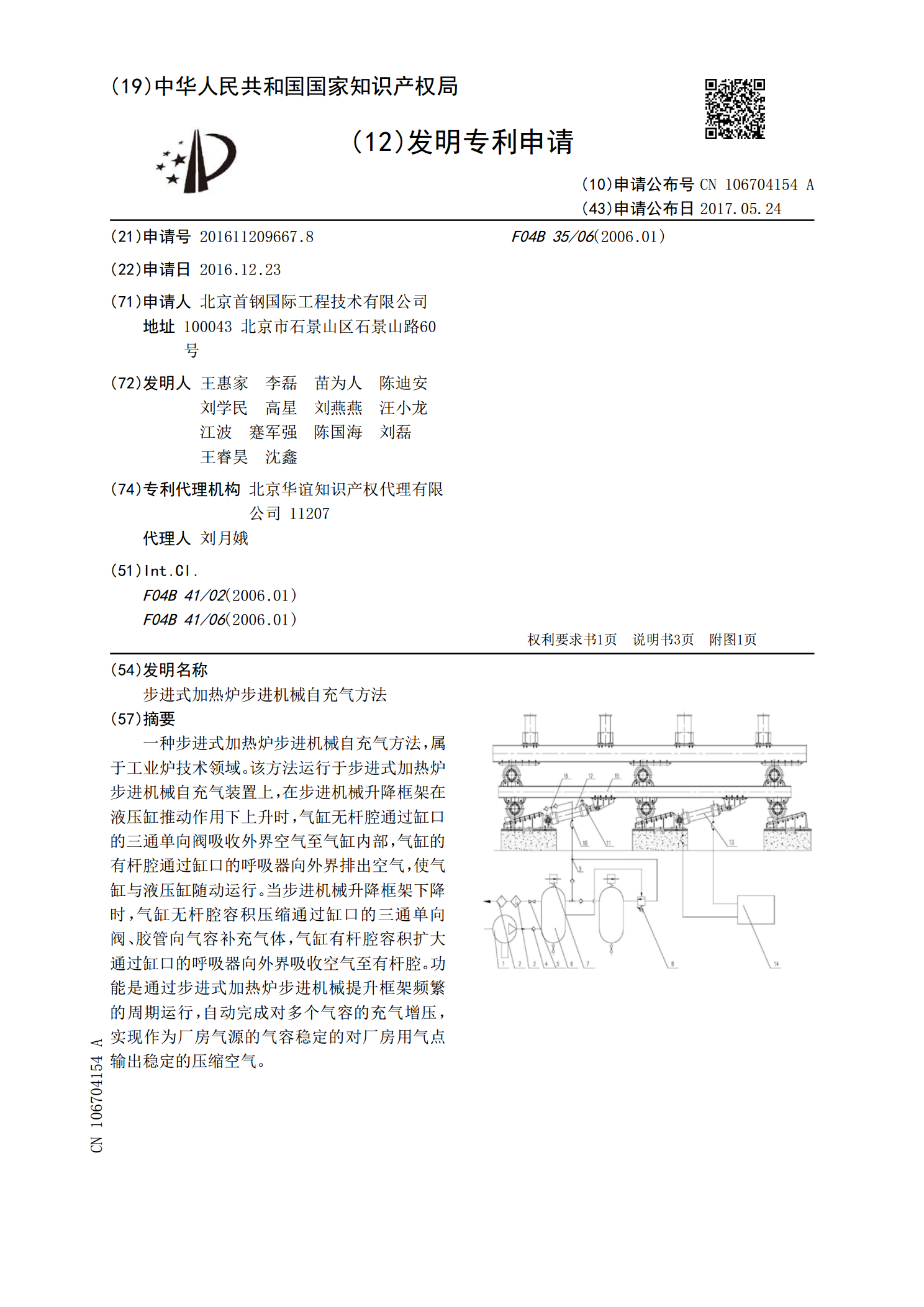
步进式加热炉步进机械自充气方法.pdf
一种步进式加热炉步进机械自充气方法,属于工业炉技术领域。该方法运行于步进式加热炉步进机械自充气装置上,在步进机械升降框架在液压缸推动作用下上升时,气缸无杆腔通过缸口的三通单向阀吸收外界空气至气缸内部,气缸的有杆腔通过缸口的呼吸器向外界排出空气,使气缸与液压缸随动运行。当步进机械升降框架下降时,气缸无杆腔容积压缩通过缸口的三通单向阀、胶管向气容补充气体,气缸有杆腔容积扩大通过缸口的呼吸器向外界吸收空气至有杆腔。功能是通过步进式加热炉步进机械提升框架频繁的周期运行,自动完成对多个气容的充气增压,实现作为厂房气

基于模糊PID的步进式加热炉燃烧控制方法研究.docx
基于模糊PID的步进式加热炉燃烧控制方法研究摘要:传统的PID控制方法不能很好地实现对于变化性强、非线性的物理过程的控制。因此,使用模糊PID控制方法对于步进式加热炉燃烧控制进行研究。本文对模糊PID控制方法进行了详细介绍,提出了一种基于模糊PID的步进式加热炉燃烧控制策略,并进行了实验验证。实验结果表明,与传统PID控制方法相比,基于模糊PID的控制方法可以更好地实现对于步进式加热炉燃烧过程的控制。关键词:模糊PID;步进式加热炉;燃烧控制一、简介步进式加热炉是一种常用的工业加热设备,广泛应用于石油、化