
一种核工业用高强高韧薄壁管材及其制备方法.pdf

一条****涛k

1/10
2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种核工业用高强高韧薄壁管材及其制备方法.pdf
本发明公开了一种核工业用高强高韧薄壁管材及其制备方法,高强高韧薄壁管材包括Cu2.4‑2.8%、Mg2.5‑3.1%、Zn8.0‑9.0%、Zr0.14‑0.2%、Be0.0006‑0.0009%、Ti≤0.03%、Fe≤0.10%、Si≤0.05%、Cr≤0.05%、Mn≤0.10%,余量为Al,通过洗炉‑熔炼‑净化‑除气‑除渣‑铸造‑挤压‑辊矫‑淬火‑预拉伸的工艺路线生产管材。本发明方法生产的管材成品率较正向穿孔挤压生产的管材成品率提高了30%,并使机加工与变形有关的废品率小于10%,满足了
一种高强高韧圆钢及其制备方法与应用.pdf
本发明公开了一种高强高韧长寿命凿岩钎杆用圆钢,该圆钢采用C‑Mn‑Si‑Cr‑Mo‑V的合金设计,包括:0.10‑0.18wt%的C、0.8‑1.2wt%的Si、1.8‑2.3wt%的Mn、0.1‑0.3wt%的Mo、0.2‑0.9wt%的Cr、0.02‑0.15wt%的V和0‑0.04wt%的Ti,余量为Fe,该圆钢采用带有电磁搅拌的电弧炉精炼,钢包炉精炼和循环脱气精炼之后,经铸造、开坯、轧制成圆钢,采用该圆钢生产的凿岩钎杆经过热处理之后,抗拉强度可达到1280MPa以上,冲击韧性AKV达到90J,凿岩
一种高强高韧锻件用钢的制备方法.pdf
本发明公开了一种高强高韧锻件用钢的制备方法,所述制备方法包括如下步骤:1)冶炼浇注:电弧炉内依次添加铁水、废钢,控制氧的含量小于0.015%的范围,并进行精炼及真空脱气处理;成分满足要求后氩气保护浇注成铸坯;2)锻造:将铸坯加热至1220-1250℃,保温2-4小时,然后进行锻造,终锻温度为960-970℃,3)热处理:将锻件加热至920-930℃,保温1-2小时,然后进行水淬;再将其加热至890-900℃,保温1-2小时,然后再进行水淬;然后加热到回火温度260-270℃,保温3-4小时进行回火处理。
高强高导高韧铜母线及其制备方法.pdf
本发明涉及一种高强高导高韧铜母线及其制备方法,材料中铜+银:99.96%-99.998%,钇稀土:0.002%-0.02%,杂质:0%-0.038%;其中银占铜+银:0.0005%-0.01%;将钇稀土铜基中间合金作为变质剂。其制备步骤为:(1)铜料熔化:将阴极铜置于工频有芯感应电炉内加热熔化成阴极铜熔液;(2)铜液的变质处理:将变质剂熔入阴极铜熔液,并充分混合;(3)上引连铸铜杆:连铸机的结晶器伸入阴极铜熔液中,阴极铜熔液在结晶器内凝结成铜杆,并经过连铸机中两对牵引辊机构把铜杆向上牵引,经导轮架进入收线
一种高强高韧陶瓷岩板及其制备方法.pdf
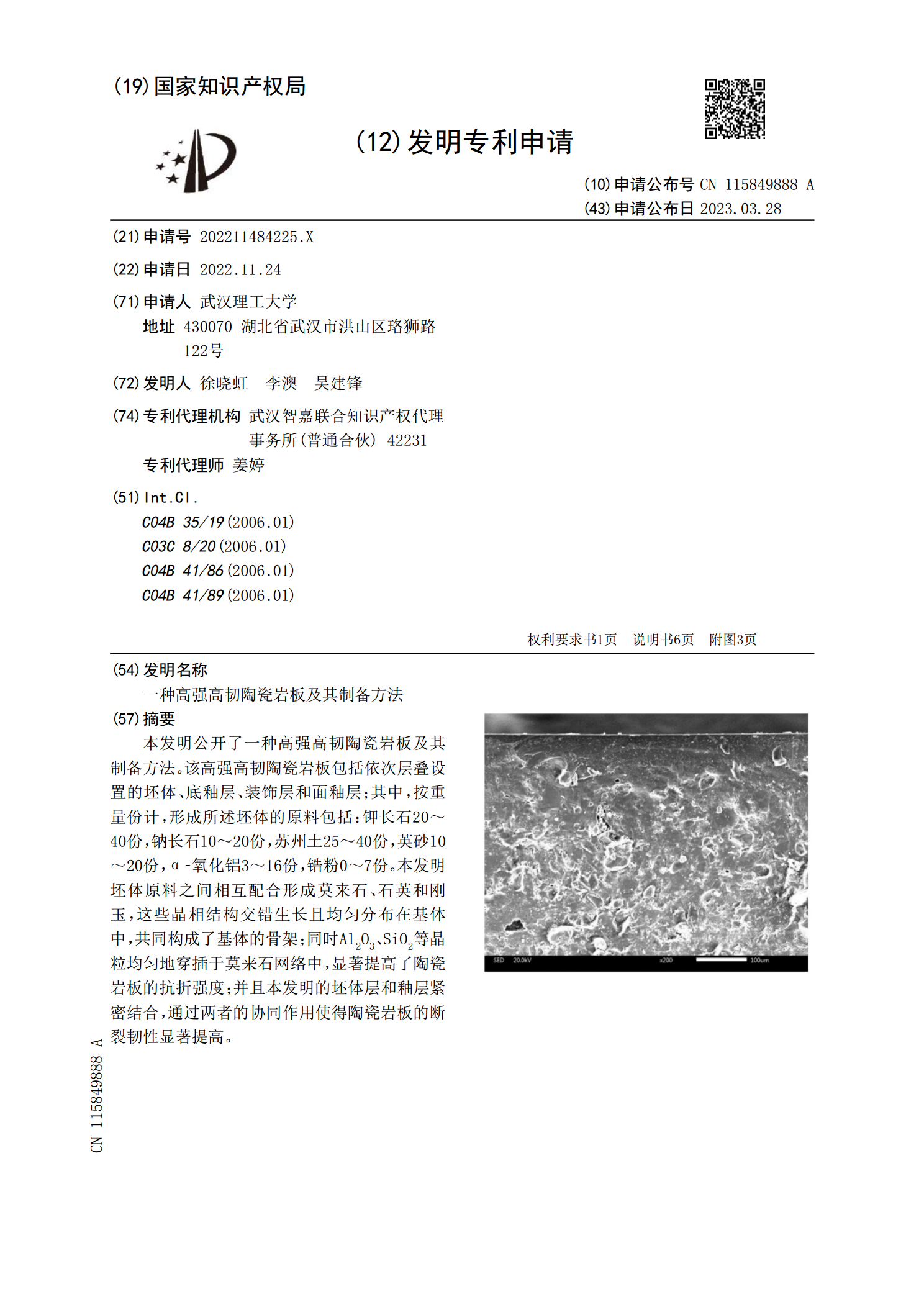
本发明公开了一种高强高韧陶瓷岩板及其制备方法。该高强高韧陶瓷岩板包括依次层叠设置的坯体、底釉层、装饰层和面釉层;其中,按重量份计,形成所述坯体的原料包括:钾长石20~40份,钠长石10~20份,苏州土25~40份,英砂10~20份,α‑氧化铝3~16份,锆粉0~7份。本发明坯体原料之间相互配合形成莫来石、石英和刚玉,这些晶相结构交错生长且均匀分布在基体中,共同构成了基体的骨架;同时Al