
一种板坯自动装钢控制方法及系统.pdf

一吃****天材

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板坯自动装钢控制方法及系统.pdf
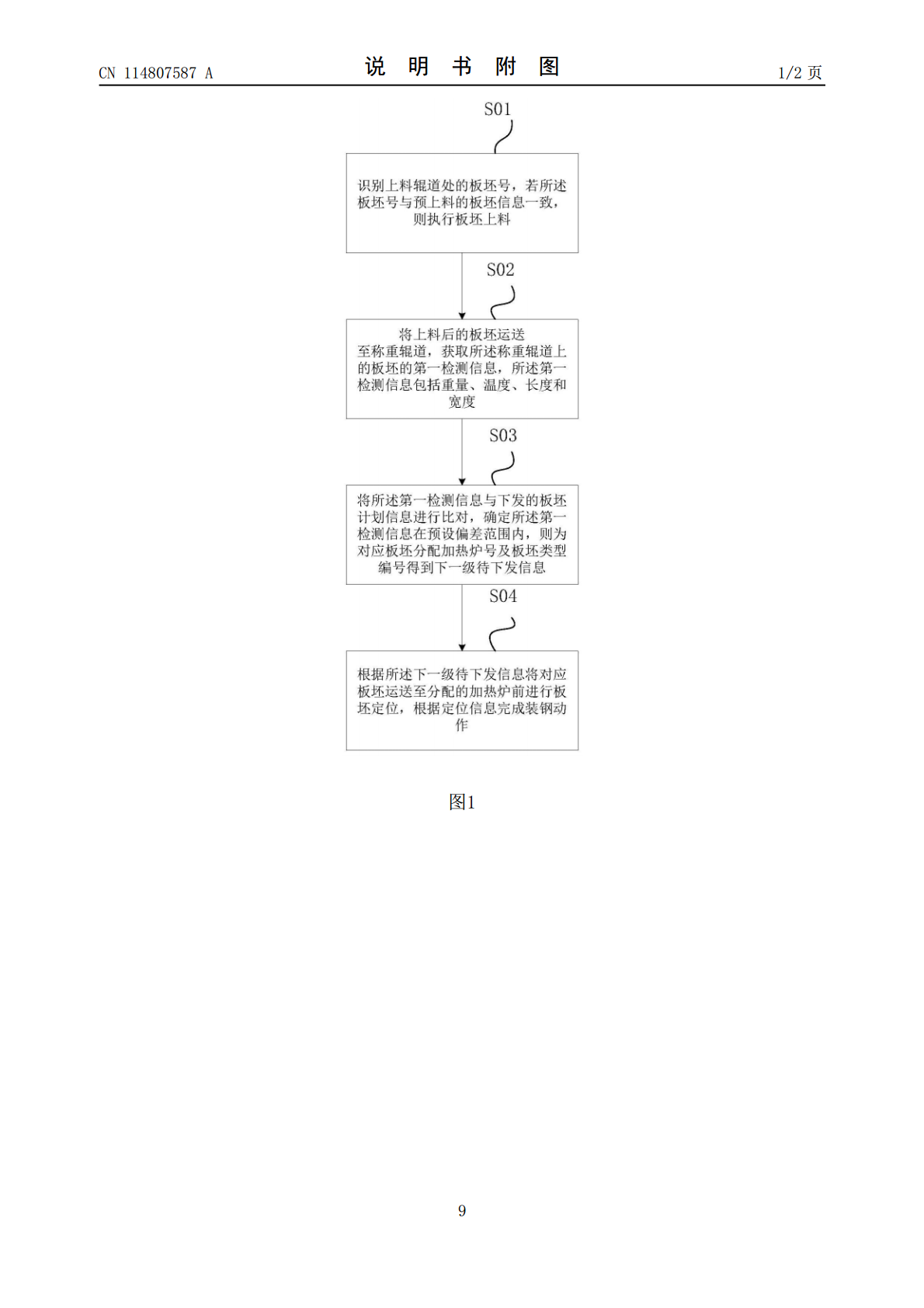
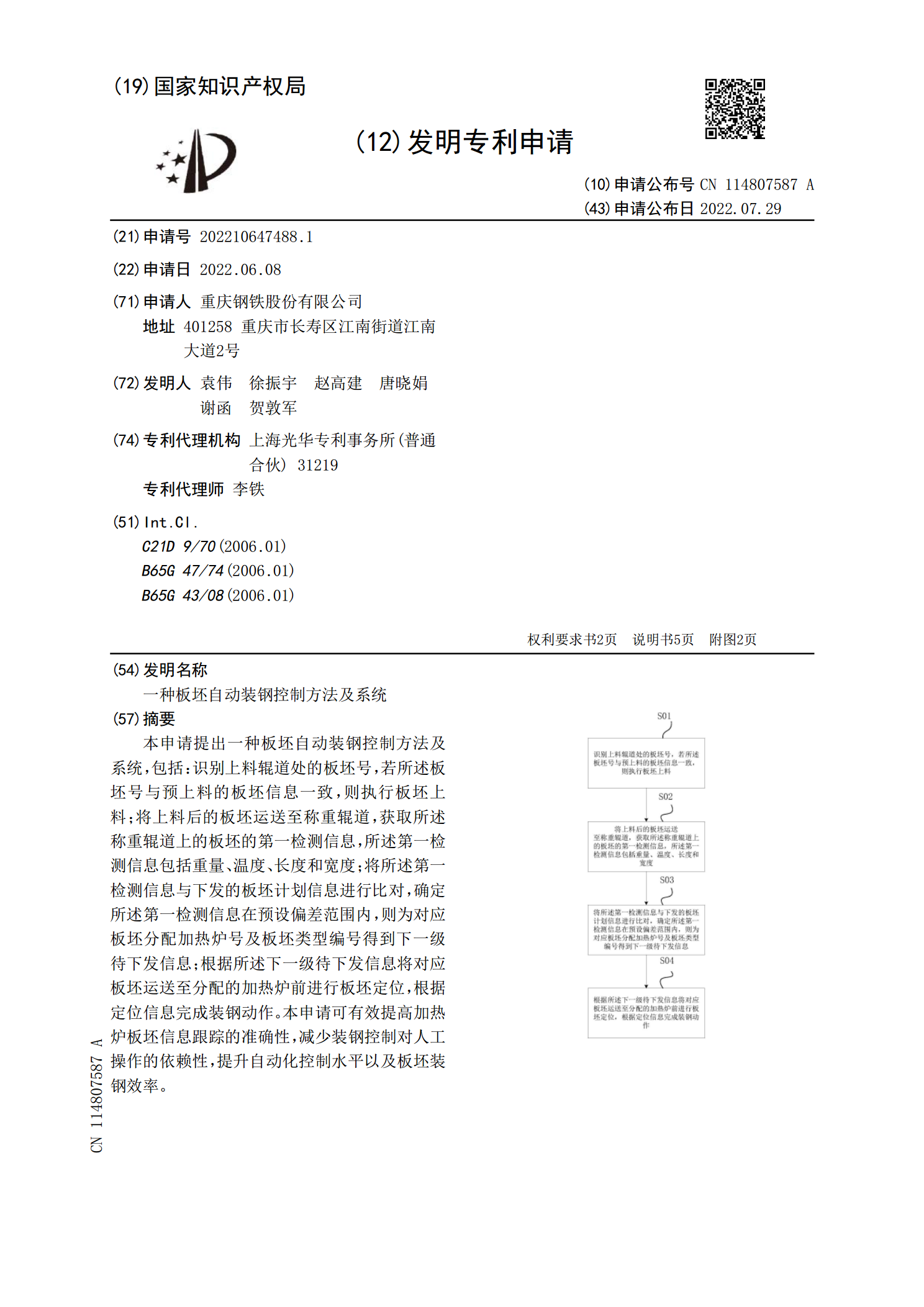
本申请提出一种板坯自动装钢控制方法及系统,包括:识别上料辊道处的板坯号,若所述板坯号与预上料的板坯信息一致,则执行板坯上料;将上料后的板坯运送至称重辊道,获取所述称重辊道上的板坯的第一检测信息,所述第一检测信息包括重量、温度、长度和宽度;将所述第一检测信息与下发的板坯计划信息进行比对,确定所述第一检测信息在预设偏差范围内,则为对应板坯分配加热炉号及板坯类型编号得到下一级待下发信息;根据所述下一级待下发信息将对应板坯运送至分配的加热炉前进行板坯定位,根据定位信息完成装钢动作。本申请可有效提高加热炉板坯信息跟

一种板坯加热炉自动装钢系统及自动装钢方法.pdf
本发明公开了一种板坯加热炉自动装钢系统,涉及自动化控制技术领域,包括加热炉、若干条装钢辊道和上料辊道,所述上料辊道与若干条装钢辊道依次连接,所述装钢辊道位于加热炉的不同位置,每条所述装钢辊道的前端均设置有光电检测传感器,还包括板坯信息数据库、板坯预定位置模块、人机交互模块、通信模块和PLC控制模块,所述板坯信息数据库和板坯预定位置模块均通过通信模块与PLC控制模块连接,所述人机交互模块与板坯信息数据库以及板坯预定位置模块连接,所述装钢辊道、上料辊道和光电检测传感器均与PLC控制模块连接;本发明还公开了一种
加热炉板坯装钢间隙的控制系统及控制方法.pdf
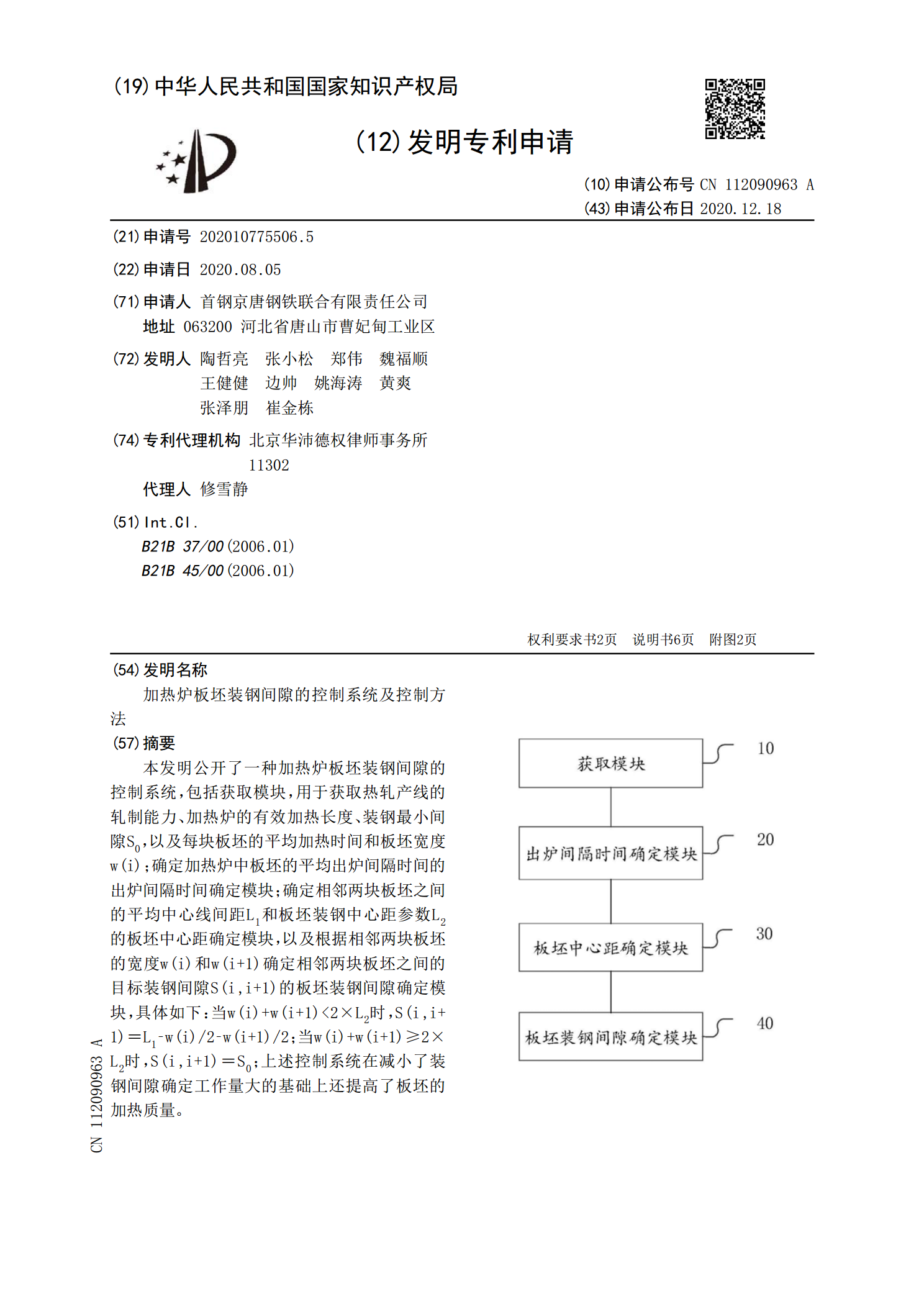
本发明公开了一种加热炉板坯装钢间隙的控制系统,包括获取模块,用于获取热轧产线的轧制能力、加热炉的有效加热长度、装钢最小间隙S
一种板坯推钢机的装炉控制优化方法.pdf
一种板坯推钢机的装炉控制优化方法,自PLC发出装钢指令开始至推钢机完成一次装钢退回至设定待料位结束的一次完整的装钢过程中,通过分别建立针对无装料前室的推钢机装钢条件优化及装料辊道联锁优化;针对有装料前室的板坯待料位置优化、装钢条件优化及装料辊道联锁优化,建立不同产线的加热炉装钢节奏的优化。本发明的一种板坯推钢机的装炉控制优化方法,通过建立不同产线的加热炉装钢节奏优化,确保装钢的节奏,减少各装钢和步进梁节奏时间影响。
一种基于机器视觉的板坯号检测全自动装钢方法.pdf
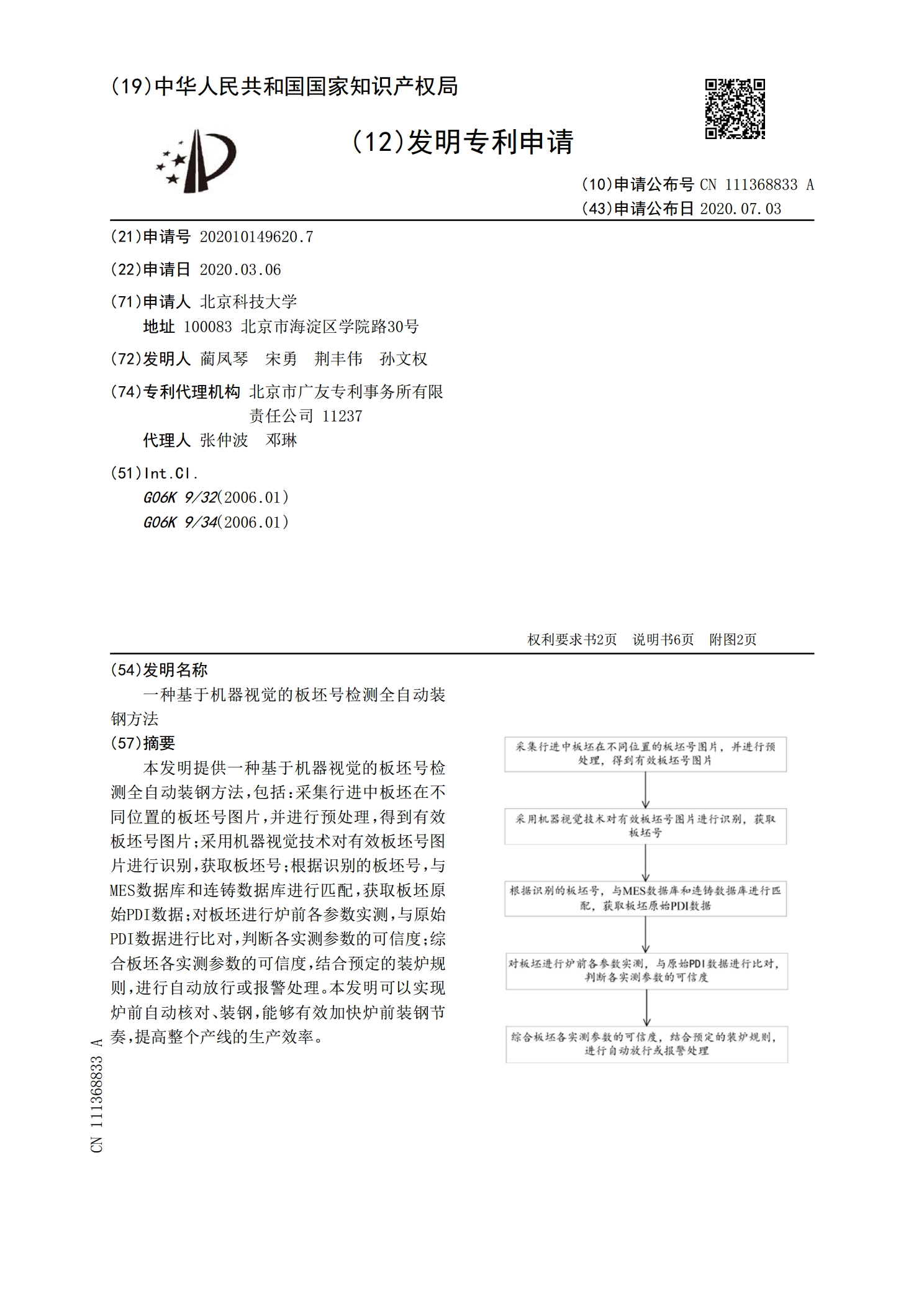
本发明提供一种基于机器视觉的板坯号检测全自动装钢方法,包括:采集行进中板坯在不同位置的板坯号图片,并进行预处理,得到有效板坯号图片;采用机器视觉技术对有效板坯号图片进行识别,获取板坯号;根据识别的板坯号,与MES数据库和连铸数据库进行匹配,获取板坯原始PDI数据;对板坯进行炉前各参数实测,与原始PDI数据进行比对,判断各实测参数的可信度;综合板坯各实测参数的可信度,结合预定的装炉规则,进行自动放行或报警处理。本发明可以实现炉前自动核对、装钢,能够有效加快炉前装钢节奏,提高整个产线的生产效率。