
一种连铸多流16m小方坯多切分直轧棒材的方法.pdf

英哲****公主

1/8

2/8

3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸多流16m小方坯多切分直轧棒材的方法.pdf
本申请提供了一种连铸多流16m小方坯多切分直轧棒材的方法,采取了连铸机高拉速降低钢坯热损失、铸坯切后头部温度为1050℃~1070℃、铸坯切后尾部温度为1070℃~1100℃、钢坯切割后到轧钢全程保温、高速辊道送钢,提高了连铸机的拉速,通过优化配水,减少钢坯的显热损失,使钢坯出拉矫机后铸坯心部的热能补充到表面,保证切割后的温度,全程保温罩能够降低30℃左右的钢坯温降,缩短钢坯在运输过程中的温降,实现了免补热直轧,钢坯氧化烧损降低了5.6kg/t,吨材节约了3.2kg,直轧后煤气消耗降低150立方米/吨材可
一种连铸16m方坯直轧棒材的方法.pdf
本申请提供了一种连铸16m方坯直轧棒材的方法,切后传送阶段中,在直轧辊道上安装电磁感应加热装置,将钢坯加热到920℃~940℃,控制电磁感应加热装置的升温速率为7℃/s~10℃/s,且钢坯的通条温差控制在35℃以下;提高直轧辊道的传送速度至4m/s~5m/s,在直轧辊道上设置保温罩,采用保温罩包裹覆盖钢坯,对钢坯进行保温隔热;将钢坯在辊道上的等待位置设置在保温罩内部;本申请通过优化生产工艺,优化工艺步骤与工艺参数等,实现了连铸16m方坯直轧棒材,氧化烧损降低到0.3%,直轧后煤气消耗降为0m³,16米钢坯

连铸小方坯热--磁--流多场耦合模型的研究.docx
连铸小方坯热--磁--流多场耦合模型的研究连铸小方坯热-磁-流多场耦合模型的研究摘要:在连铸过程中,热-磁-流多场现象的耦合是一个复杂的问题。本文以连铸小方坯热-磁-流多场耦合模型为研究对象,综述了相关理论和实验研究进展,并分析了热-磁-流多场耦合模型在连铸过程中的应用前景。通过建立热-磁-流多场耦合模型,可以有效地预测连铸过程中的温度、磁场和流场分布,为连铸工艺的优化和产品质量的改进提供理论支持。关键词:连铸;热-磁-流多场;耦合模型;优化;产品质量改进1.引言连铸是一种重要的金属加工工艺,可以高效地制
一种低耗能连铸坯直轧工艺方法.pdf
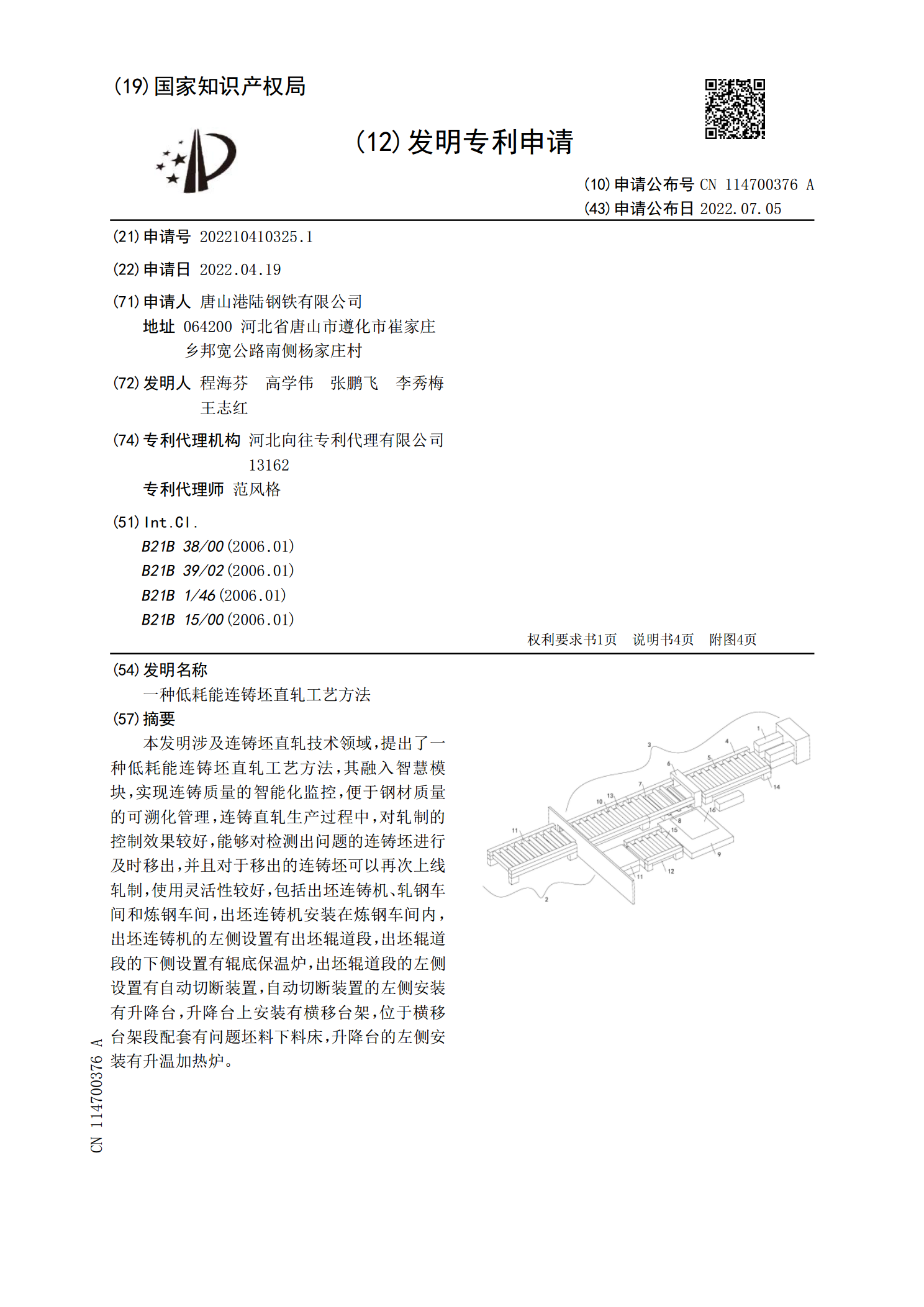
本发明涉及连铸坯直轧技术领域,提出了一种低耗能连铸坯直轧工艺方法,其融入智慧模块,实现连铸质量的智能化监控,便于钢材质量的可溯化管理,连铸直轧生产过程中,对轧制的控制效果较好,能够对检测出问题的连铸坯进行及时移出,并且对于移出的连铸坯可以再次上线轧制,使用灵活性较好,包括出坯连铸机、轧钢车间和炼钢车间,出坯连铸机安装在炼钢车间内,出坯连铸机的左侧设置有出坯辊道段,出坯辊道段的下侧设置有辊底保温炉,出坯辊道段的左侧设置有自动切断装置,自动切断装置的左侧安装有升降台,升降台上安装有横移台架,位于横移台架段配套

连铸红坯直轧的工艺实践.docx
连铸红坯直轧的工艺实践连铸红坯直轧技术是一种重要的钢铁生产工艺。随着近年来钢铁工业的飞速发展,这种技术在钢铁生产中的应用越来越广泛。连铸红坯直轧工艺实践可以更好地理解这一工艺,并为未来的钢铁生产提供更多的思路。一、连铸红坯直轧的优点(1)高效:连铸红坯直轧可以直接将连铸成型的坯料直接进入轧制工序,大大缩短了生产周期。(2)降低成本:从连铸到轧制都在一个工序完成,可以减少运输和储存等环节,降低了运输成本。(3)能耗低:铸轧连续生产工艺不需要大量的钢坯传输和加热,因此能耗相比传统的生产方式更低。(4)质量优异