
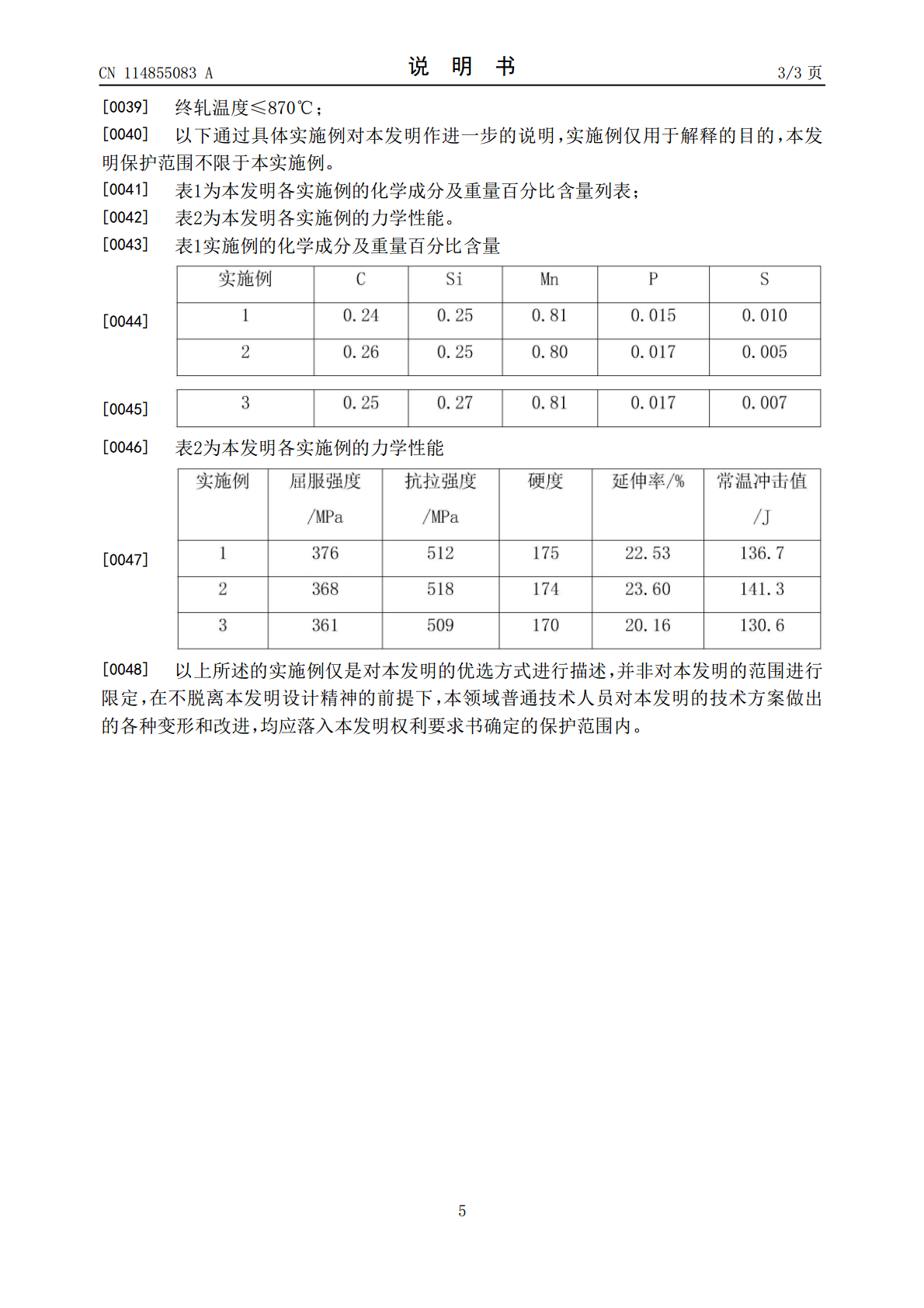
一种25Mn锻造用热轧圆钢的制备方法.pdf

是你****岺呀

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种25Mn锻造用热轧圆钢的制备方法.pdf
本发明公开了一种25Mn锻造用热轧圆钢的制备方法,炼钢工艺中控制的技术参数为:转炉采用双渣操作,终点碱度按3.0控制;转炉终点控制目标C≥0.10%,P≤0.020%;VD深真空时间≥12min,软吹时间≥12min;过热度≤30℃,铸机拉速≤0.65m/min;轧钢工艺中控制的技术参数为:加热温度≤1220℃;开轧温度≤1080℃;终轧温度≤870℃。本发明的目的是提供一种25Mn锻造用热轧圆钢的制备方法,所制备的25Mn锻造用热轧圆钢具有优良的力学性能及使用性能。
一种热轧耐腐蚀圆钢及其制备方法.pdf
本发明涉及一种热轧耐腐蚀圆钢及其制备方法,钢坯炼钢时,严格按照设定的质量百分比控制Cu、Sb、P、S的含有量,提升其耐腐蚀性;钢坯奥氏体化再加热后分四个步骤进行流水线方式轧制:快速除鳞;往复式开坯大压下量,快速轧制得到中间方坯;中间方坯在进入连轧机前切头,快速进行连轧,为减少钢中的铜和锑长时间处在高温阶段易在晶界析出,减少轧制裂纹,控制圆钢终轧温度要高于Ar3;锯切后集中在冷床上进行下线温度控制,提升其机械性能。这种生产方法将工艺要求与生产要求有机结合,即满足了连铸坯在炉时间的要求,又能保证各个轧制的工艺
一种可直接切削的热轧圆钢的制备方法.pdf
本发明涉及一种可直接切削的热轧圆钢的制备方法,钢坯轧制前再加热使组织完全奥氏体化,出炉后除鳞,两次除鳞后开始第一次空冷待温,将钢坯待温至开坯轧制的初始温度1050‑950℃,热的钢坯在开坯机的辊道上待温,待温过程中利用开坯机将钢坯翻转180°,第一次待温后利用开坯机将钢坯粗轧成中间坯,终轧温度在1000‑950℃;随后中间坯进行第二次空冷待温,将中间坯待温至连轧的初始温度800‑920℃,第二次待温后利用连轧机将中间坯连轧成圆钢,终轧温度≥780℃;热轧完成后的圆钢待温低于Ar3时采用喷雾+风冷对圆钢综合
一种工程机械用高淬透性热轧圆钢制备方法.pdf
本发明公开了一种工程机械用高淬透性热轧圆钢制备方法,其炼钢工艺包括:脱硫铁水—转炉—炉外精炼—VD真空处理—连铸—缓冷坑缓冷;轧钢工艺包括:铸坯加热—高压水除磷—Ф850开坯机—Ф700mm×3+Ф550mm×4连轧机组轧制—锯切—缓冷坑缓冷—检查—修磨—打捆—入库—发货;其中:开轧温度≤1050℃;终轧温度≤850℃;进缓冷坑温度≥450℃;出缓冷坑温度≤150℃;热处理工艺:正火温度910℃;淬火温度895℃。本发明制备的钢材产品的屈服强度、抗拉强度、延伸率及淬透性都达到了性能要求。

一种汽车车桥管用热轧圆钢的制备方法.pdf
本发明公开了一种汽车车桥管用热轧圆钢的制备方法,所述热轧圆钢的尺寸规格为Ф50~Ф150mm;其冶炼及轧制技术参数为:冶炼VD真空时间≥20min;真空度≤0.1KPa;破真空后喂如铁钙线≥150米;连铸过热度≤30℃;铸机拉速≤0.5m/min;铸坯加热温度1150~1250℃;开轧温度≤1050℃;终轧温度≤870℃;进缓冷坑温度≥550℃;出缓冷坑温度≤150℃,本发明的目的是提供一种汽车车桥管用热轧圆钢的制备方法,该方法制备的车桥管用热轧圆钢具有强度高、刚性好、易加工等特点。