
基于转炉出钢延迟程度判断的炼钢-连铸过程调度方法.pdf

猫巷****志敏

1/10

2/10
3/10

4/10
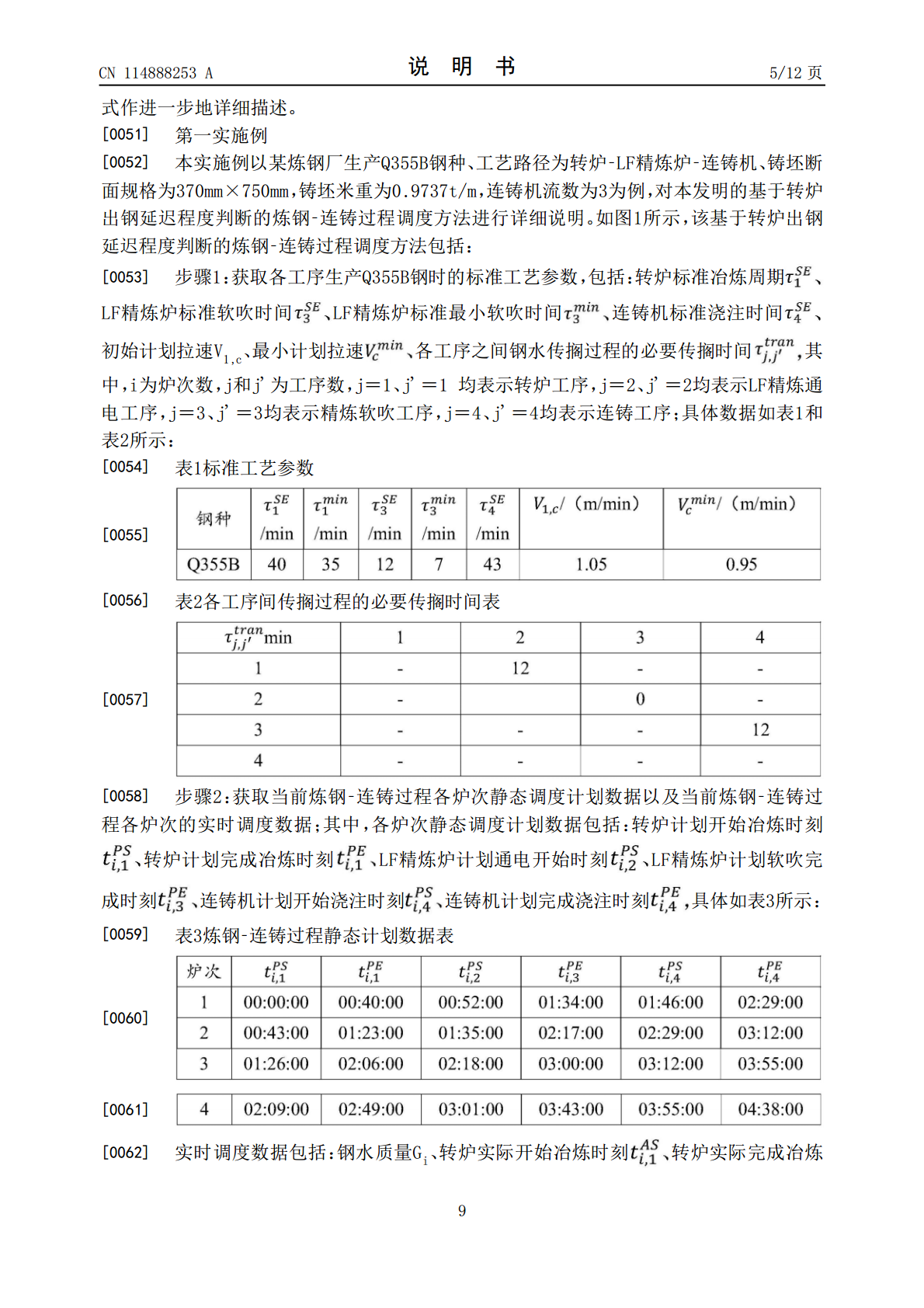
5/10
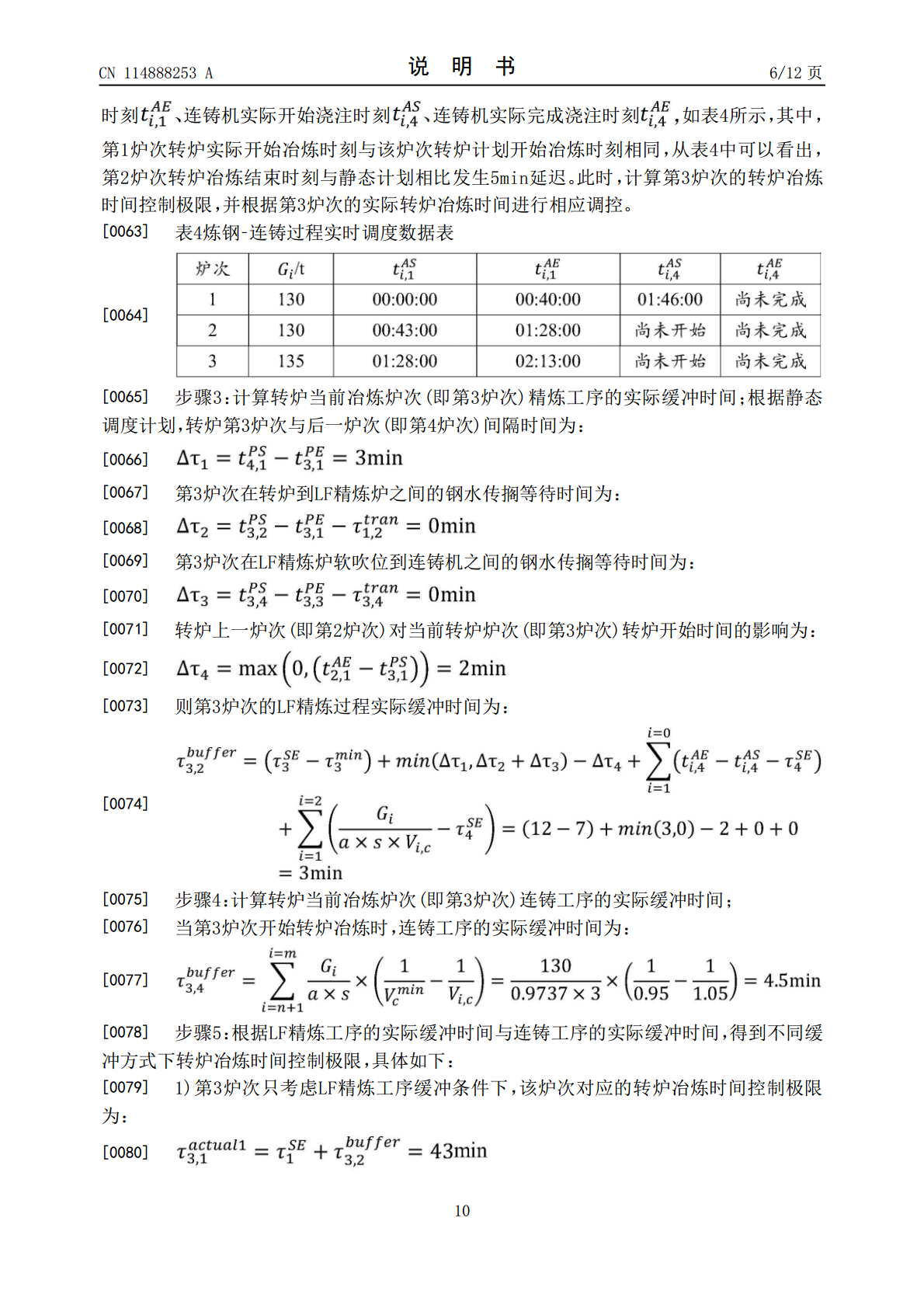
6/10

7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于转炉出钢延迟程度判断的炼钢-连铸过程调度方法.pdf
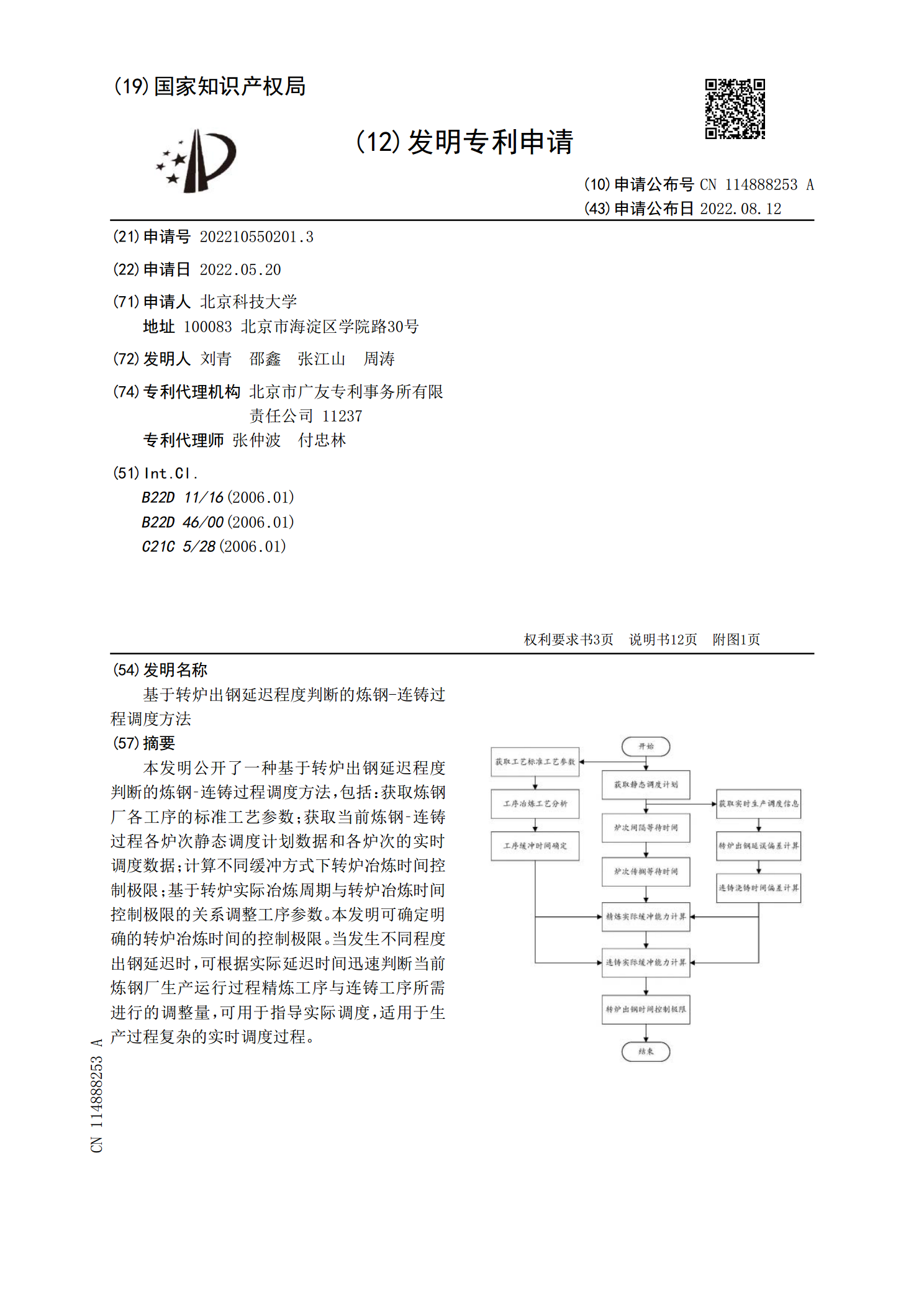
本发明公开了一种基于转炉出钢延迟程度判断的炼钢‑连铸过程调度方法,包括:获取炼钢厂各工序的标准工艺参数;获取当前炼钢‑连铸过程各炉次静态调度计划数据和各炉次的实时调度数据;计算不同缓冲方式下转炉冶炼时间控制极限;基于转炉实际冶炼周期与转炉冶炼时间控制极限的关系调整工序参数。本发明可确定明确的转炉冶炼时间的控制极限。当发生不同程度出钢延迟时,可根据实际延迟时间迅速判断当前炼钢厂生产运行过程精炼工序与连铸工序所需进行的调整量,可用于指导实际调度,适用于生产过程复杂的实时调度过程。
一种转炉炼钢出钢过程的数值模拟方法.pdf
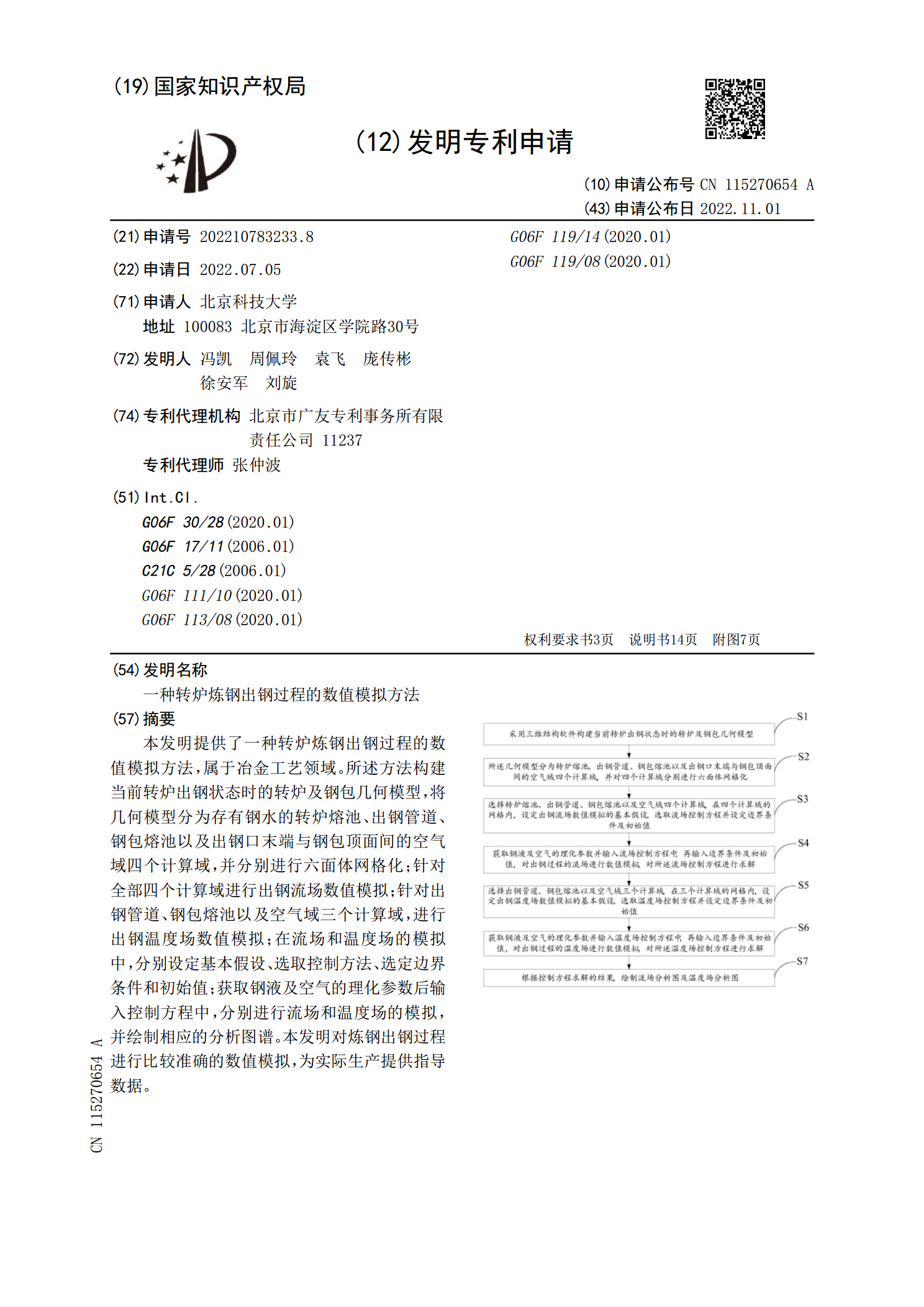
本发明提供了一种转炉炼钢出钢过程的数值模拟方法,属于冶金工艺领域。所述方法构建当前转炉出钢状态时的转炉及钢包几何模型,将几何模型分为存有钢水的转炉熔池、出钢管道、钢包熔池以及出钢口末端与钢包顶面间的空气域四个计算域,并分别进行六面体网格化;针对全部四个计算域进行出钢流场数值模拟;针对出钢管道、钢包熔池以及空气域三个计算域,进行出钢温度场数值模拟;在流场和温度场的模拟中,分别设定基本假设、选取控制方法、选定边界条件和初始值;获取钢液及空气的理化参数后输入控制方程中,分别进行流场和温度场的模拟,并绘制相应的分

炼钢连铸生产及调度过程分析.docx
炼钢连铸生产及调度过程分析炼钢连铸是现代钢铁生产中的重要生产过程之一。其生产过程包括从原料的准备到成品的生产,需要进行精细的调度和管理。本文将从炼钢连铸生产的流程和调度的关键点两个方面进行分析,以帮助了解这一过程的重要性和挑战。炼钢连铸生产的流程主要包括原料准备、炼钢和连铸两个阶段。原料准备阶段包括原料的选配和预处理。在这个阶段,根据生产需要选取合适的生铁、废钢、合金等原料,并通过预处理控制原料的成分和温度。这个阶段的关键是确保原料的质量和稳定性,为后续的炼钢过程提供可靠的原料。炼钢阶段是炼钢连铸生产的核
一种转炉出钢过程中的炼钢脱氧方法.pdf
本发明属于炼钢脱氧技术领域,具体涉及一种转炉出钢过程中的炼钢脱氧方法,转炉出钢前,钢包底吹氩供气、钢包底可见钢水后,向钢包内加煤或煤制品,进行炼钢脱氧。降低钢水氧含量的同时,节约铝、硅等其它脱氧合金用量,降低成本,同时脱氧产物是CO或CO2气态物质,便于排出钢液,清洁不污染钢水,实现钢水低成本洁净化生产。
一种炼钢连铸过程的多目标柔性调度方法.pdf
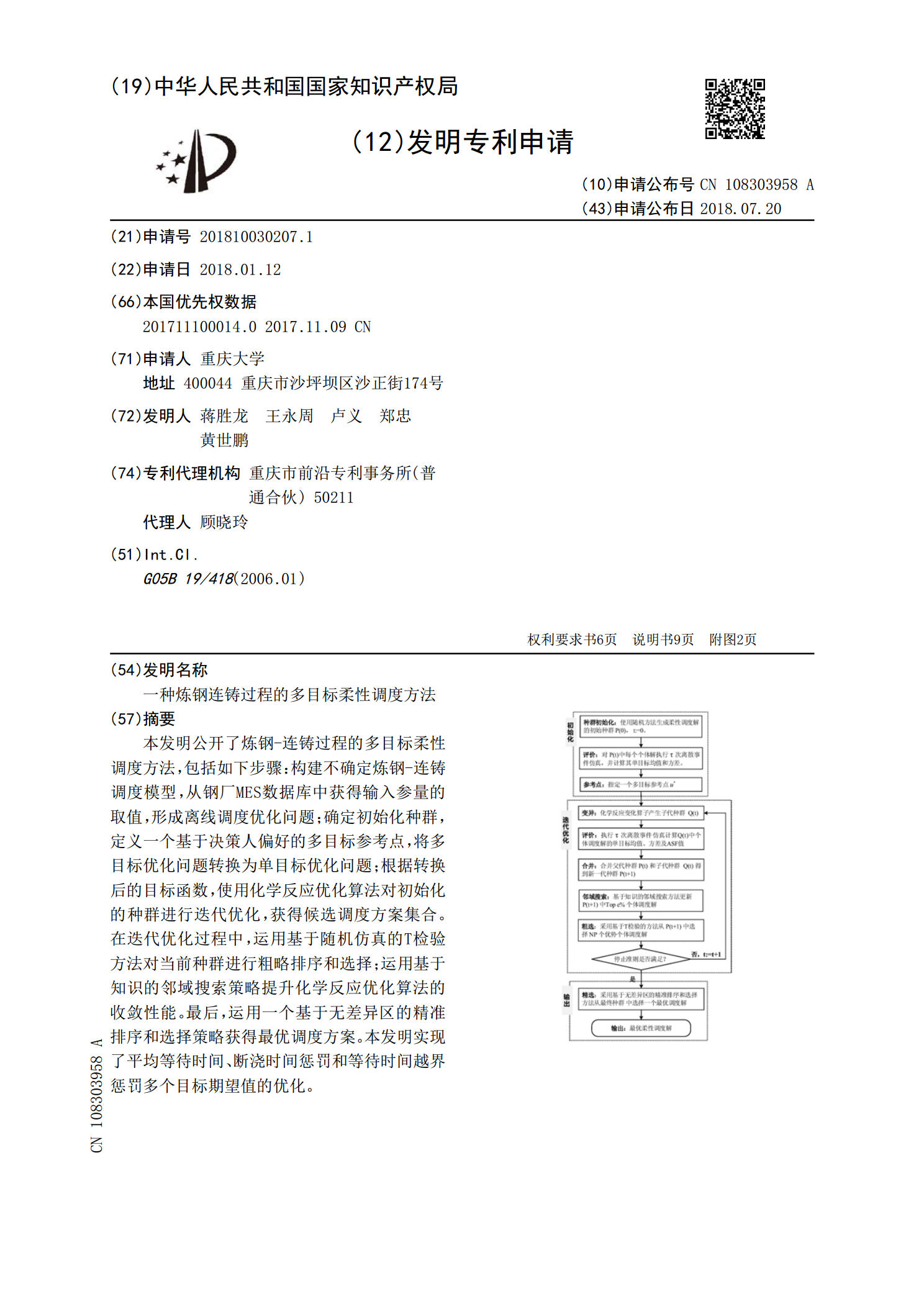
本发明公开了炼钢‑连铸过程的多目标柔性调度方法,包括如下步骤:构建不确定炼钢‑连铸调度模型,从钢厂MES数据库中获得输入参量的取值,形成离线调度优化问题;确定初始化种群,定义一个基于决策人偏好的多目标参考点,将多目标优化问题转换为单目标优化问题;根据转换后的目标函数,使用化学反应优化算法对初始化的种群进行迭代优化,获得候选调度方案集合。在迭代优化过程中,运用基于随机仿真的T检验方法对当前种群进行粗略排序和选择;运用基于知识的邻域搜索策略提升化学反应优化算法的收敛性能。最后,运用一个基于无差异区的精准排序和