
生产用于高速拉伸的单层焊管用钢板及其制造方法.pdf

书生****12


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

生产用于高速拉伸的单层焊管用钢板及其制造方法.pdf
本发明公开一种生产用于高速拉伸的单层焊管用钢板及其制造方法,所述钢板的化学成份及重量百分比为:C≤0.004、Si≤0.010、Mn:0.10~0.15、P≤0.015、S≤0.013、Als≤0.060、Ti:0.04‑0.08、B:0.0002‑0.0010、N≤0.005,其余为Fe和不可避免的杂质。所述制造方法包括如下步骤:铁水脱硫、转炉冶炼、RH真空处理、连铸、热连轧、酸洗,冷轧,罩式退火、平整。本发明冷轧钢板具有高延展性和良好的成型性能,满足焊管的焊接、拉拔和镀锌工艺,同时满足用于焊管高速拉伸

屈服强度400MPa级精密焊管用钢板及其制造方法.pdf
本发明涉及屈服强度400MPa级精密焊管用钢板及其制造方法,主要解决屈服强度400MPa级精密焊管用热轧钢板工业化生产的技术问题。本发明提供的屈服强度400MPa级精密焊管用热轧钢板,其化学成分重量百分比为:C:0.20~0.30%,Si≤0.10%,Mn:1.0~1.40%,P≤0.02%,S≤0.01%,N≤0.0060%,Al:0.015~0.060%,Ti:0.01~0.03%,余量为铁和不可避免夹杂。热轧钢板的屈服强度为440~550MPa,抗拉强度为550~650MPa,断后伸长率A为25~3
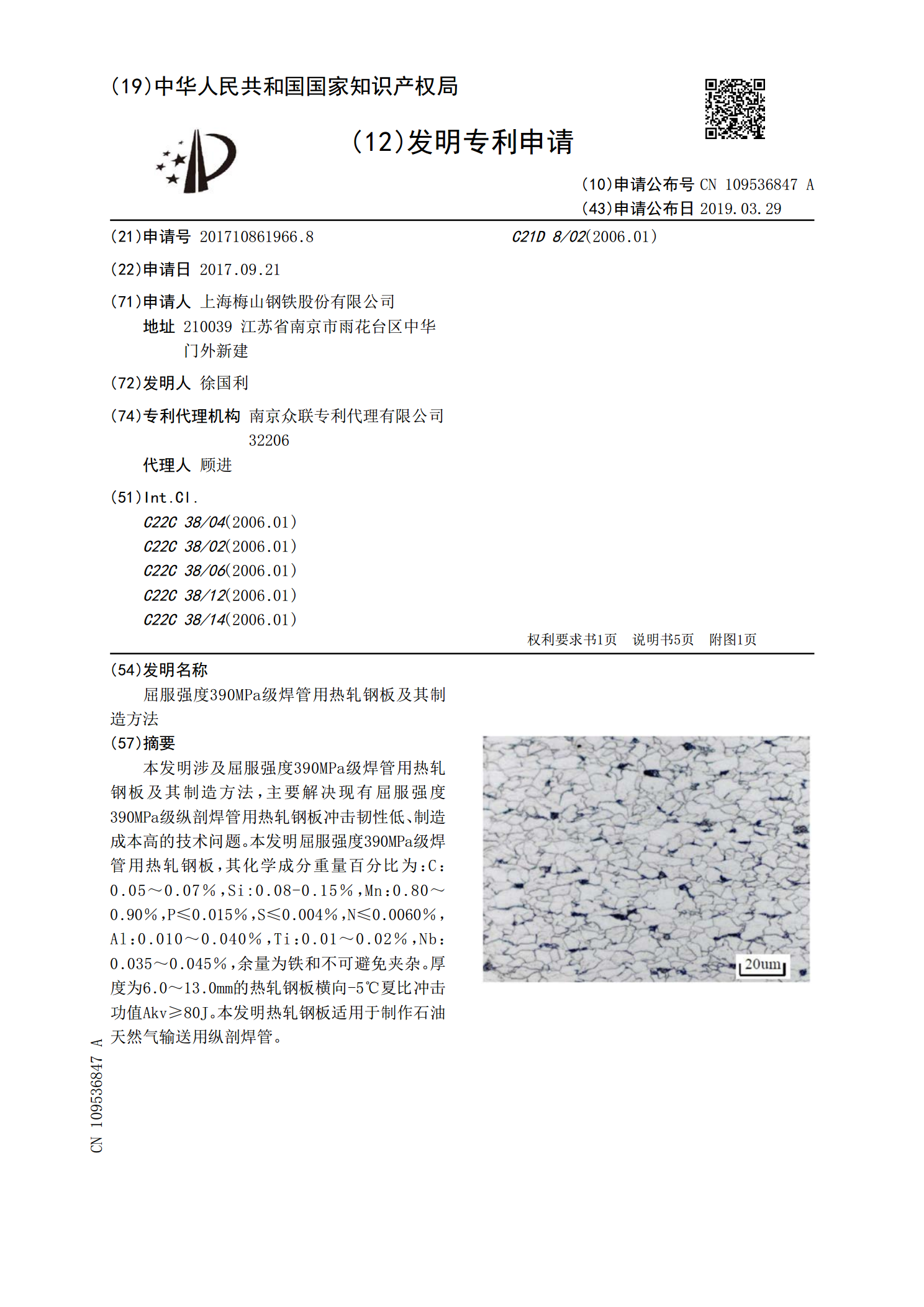
屈服强度390MPa级焊管用热轧钢板及其制造方法.pdf
本发明涉及屈服强度390MPa级焊管用热轧钢板及其制造方法,主要解决现有屈服强度390MPa级纵剖焊管用热轧钢板冲击韧性低、制造成本高的技术问题。本发明屈服强度390MPa级焊管用热轧钢板,其化学成分重量百分比为:C:0.05~0.07%,Si:0.08‑0.15%,Mn:0.80~0.90%,P≤0.015%,S≤0.004%,N≤0.0060%,Al:0.010~0.040%,Ti:0.01~0.02%,Nb:0.035~0.045%,余量为铁和不可避免夹杂。厚度为6.0~13.0mm的热轧钢板横向‑
CSP工艺生产的低成本高强焊管用钢及其制造方法.pdf
本发明公开一种CSP工艺生产的低成本高强焊管用钢及其制造方法,焊管用钢的化学成份及重量百分比为:C≤0.003%、Mn:0.35~0.45%、Si:0.06‑0.1%、P:0.03‑0.04%、S≤0.012%、Ti:0.03‑0.050%、Als:0.02‑0.045%、N≤0.0025%、B:0.0002‑0.0010%,余量为Fe和其他不可避免的杂质。制造方法采用CSP短流程为:高炉炼铁→铁水预处理→转炉冶炼→RH处理→波板坯连铸→均热炉→除鳞→粗轧→精轧→层流冷却→卷取→精整→检查→包装。本发明生

一种双层卷焊管用冷轧钢板及其生产方法.pdf
本发明涉及一种双层卷焊管用冷轧钢板及其生产方法,属于铁基合金技术领域。主要解决现有技术中用冷轧钢板生产双层卷焊管时必须经过退火处理,冷轧钢板具有时效性的问题。本发明采用的技术方案是:一种双层卷焊管用冷轧钢板,化学成分重量百分比为:C:0.0010%~0035%,Si≤0.05%,Mn:0.10%~0.25%,P≤0.020%,S≤0.015%,Ti:0.04%~0.07%,N≤0.0035%,其余为Fe和不可避免的夹杂元素。冷轧钢板的屈服强度为180~240Mpa。本发明具有降低双层卷焊管制造成本的益处。