
在线三腔真空焊接炉及真空焊接工艺.pdf

是你****平呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
在线三腔真空焊接炉及真空焊接工艺.pdf
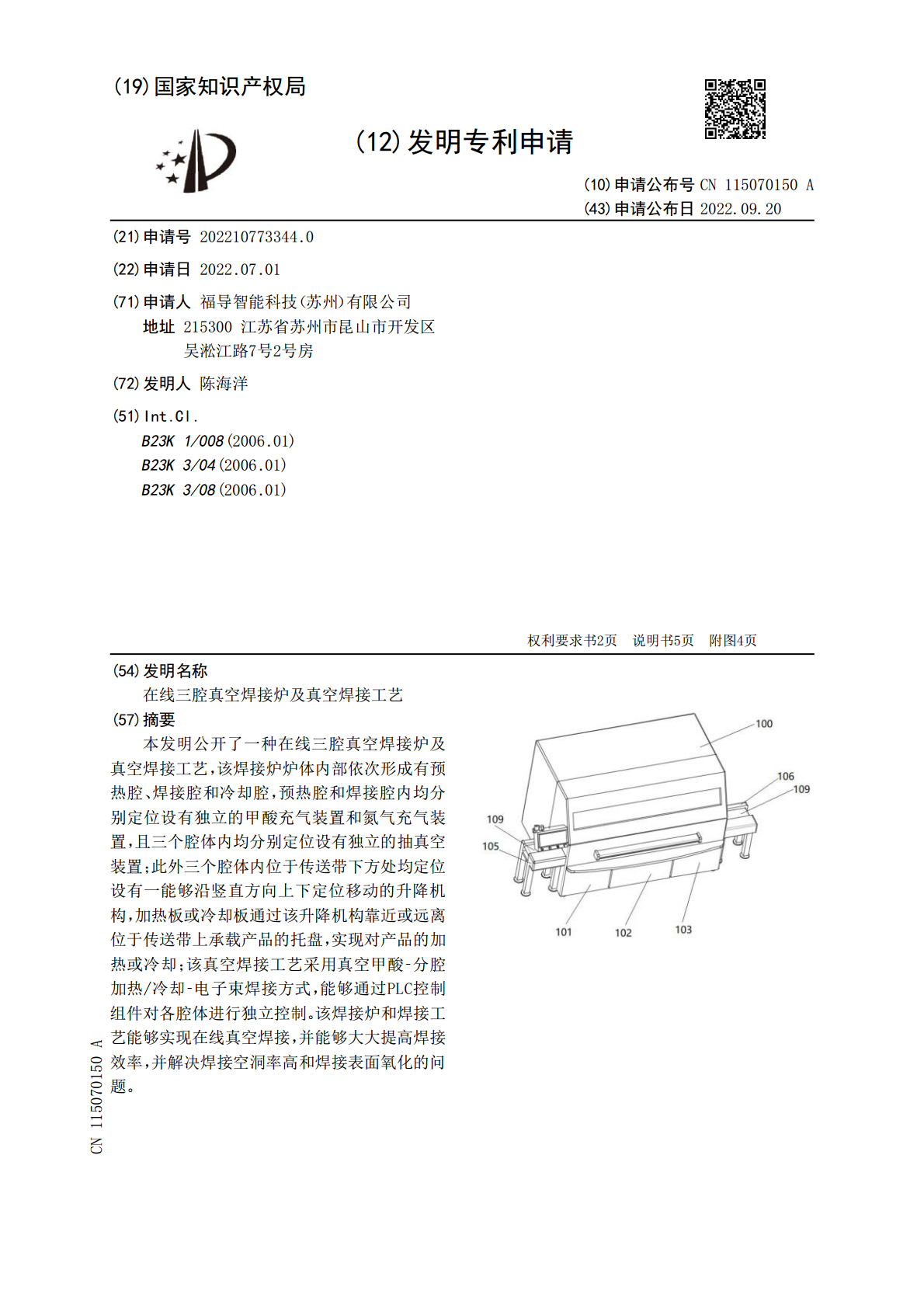
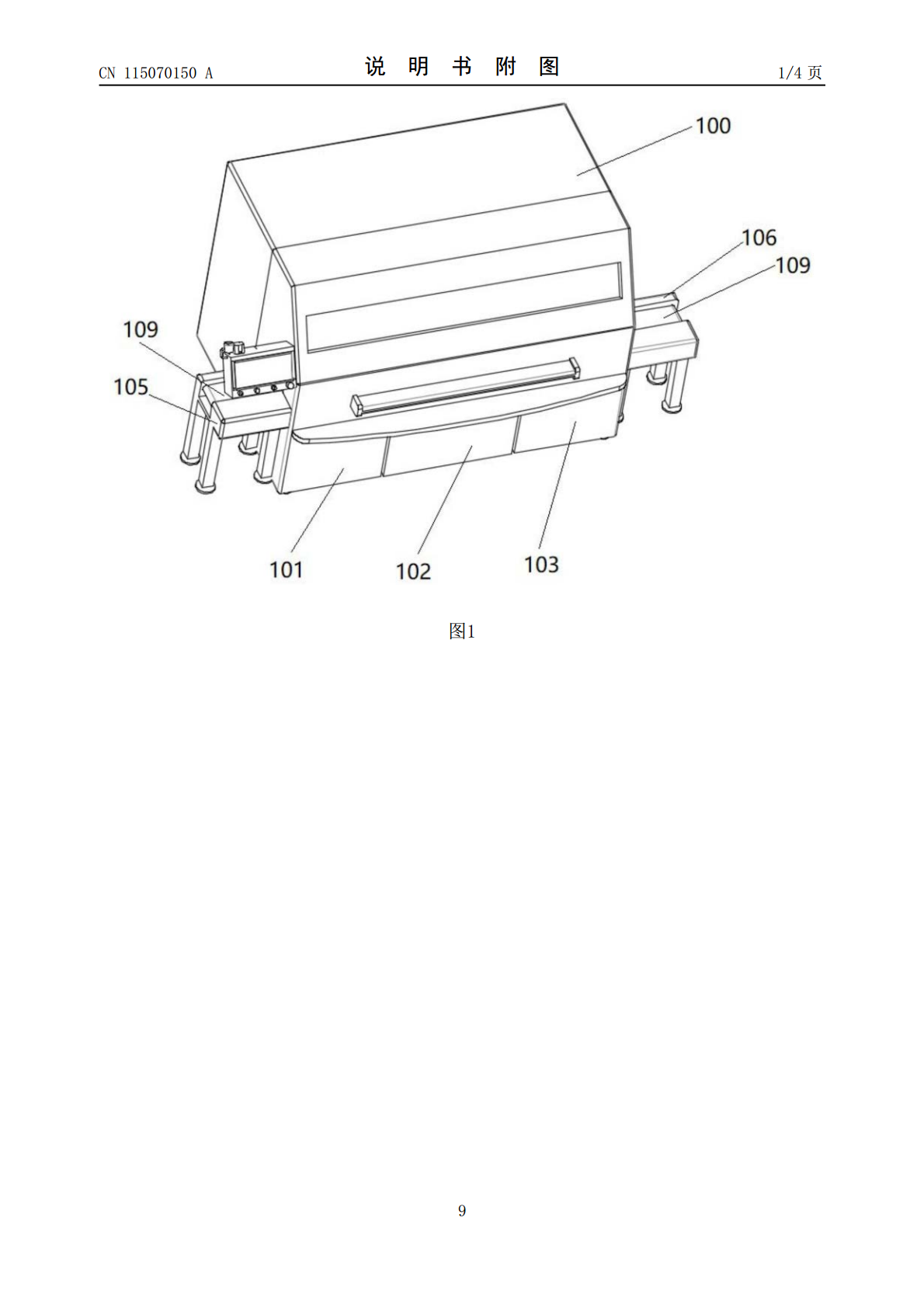
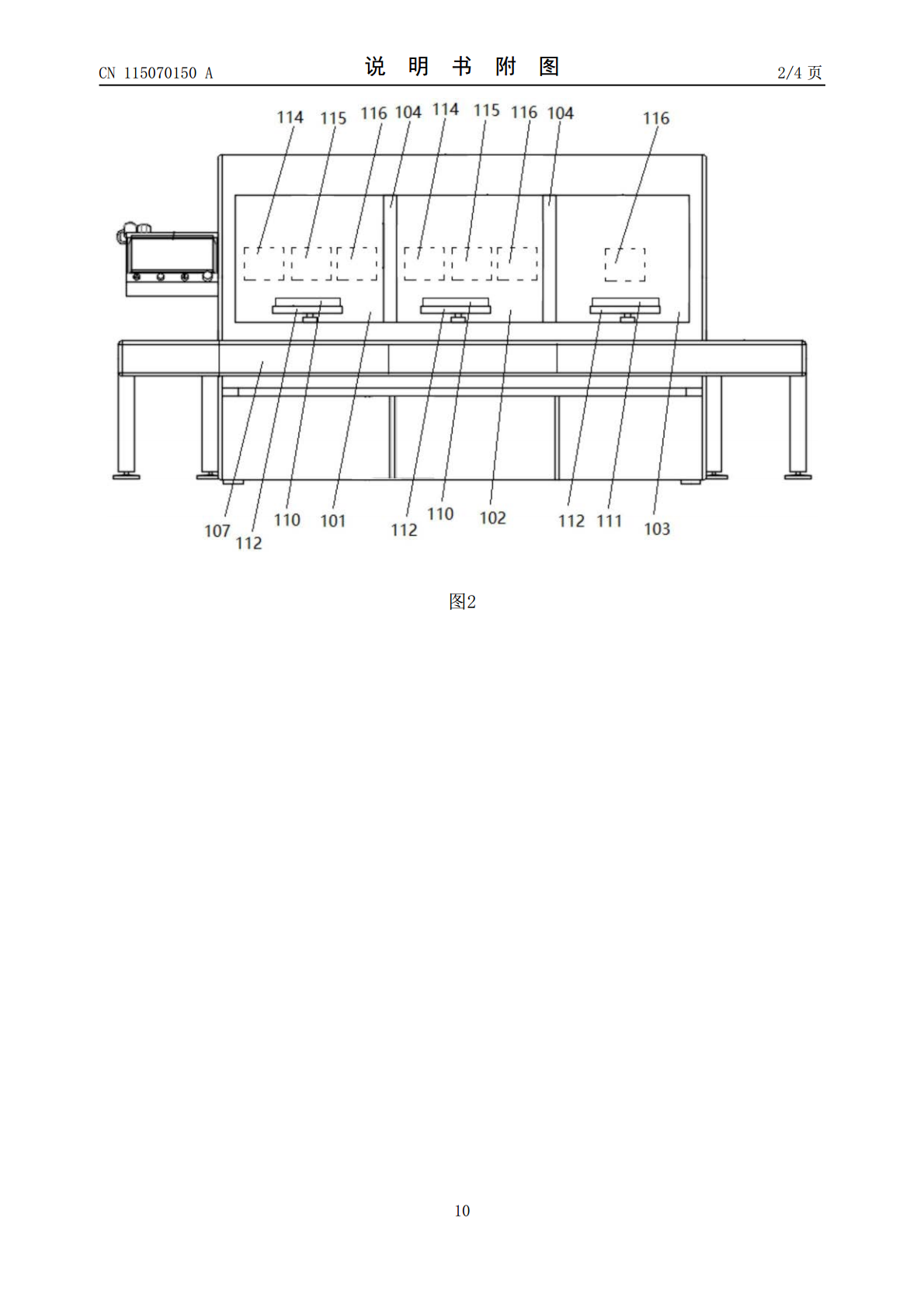
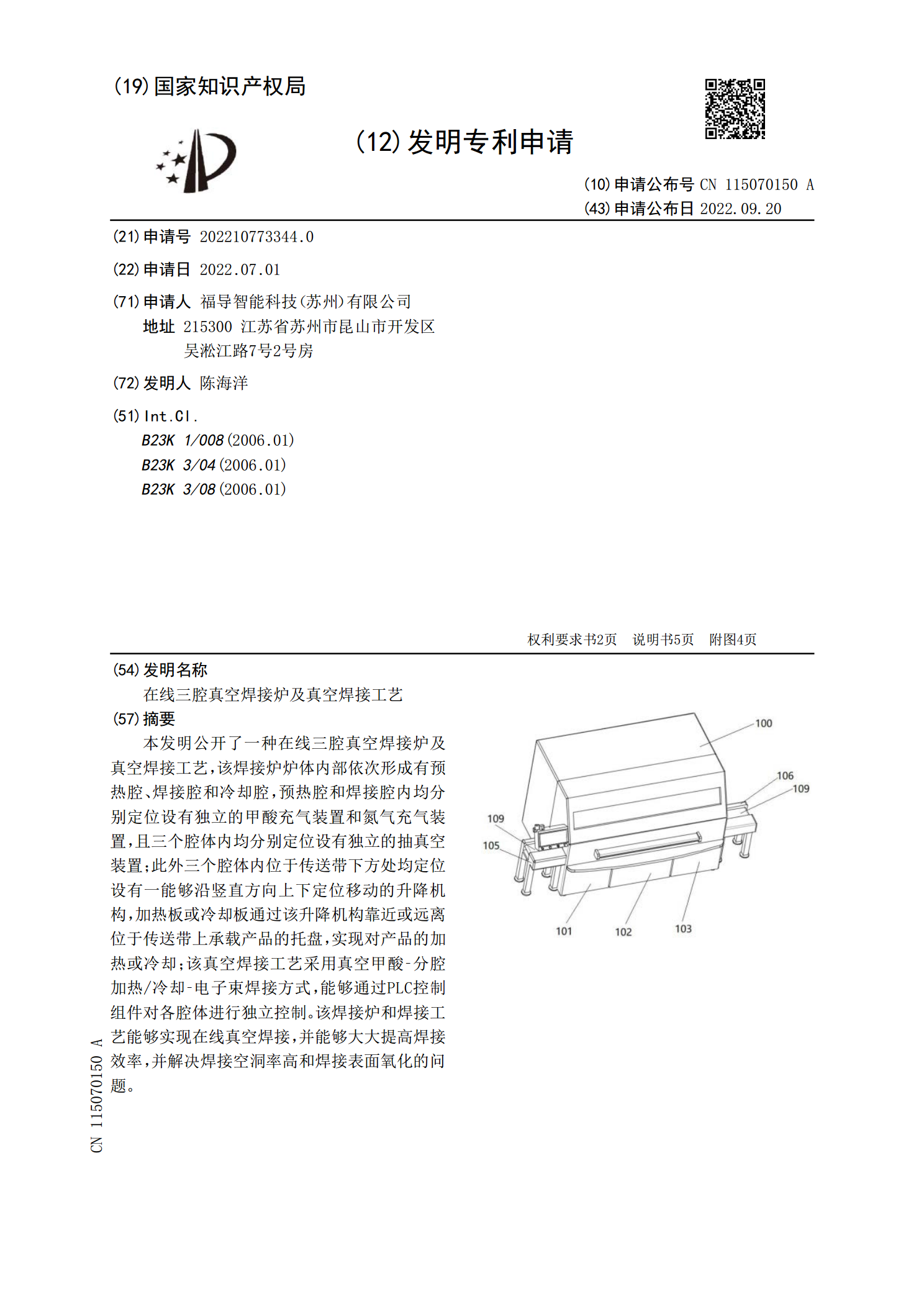
本发明公开了一种在线三腔真空焊接炉及真空焊接工艺,该焊接炉炉体内部依次形成有预热腔、焊接腔和冷却腔,预热腔和焊接腔内均分别定位设有独立的甲酸充气装置和氮气充气装置,且三个腔体内均分别定位设有独立的抽真空装置;此外三个腔体内位于传送带下方处均定位设有一能够沿竖直方向上下定位移动的升降机构,加热板或冷却板通过该升降机构靠近或远离位于传送带上承载产品的托盘,实现对产品的加热或冷却;该真空焊接工艺采用真空甲酸‑分腔加热/冷却‑电子束焊接方式,能够通过PLC控制组件对各腔体进行独立控制。该焊接炉和焊接工艺能够实现在
一种热风在线式真空焊接炉及其焊接工艺.pdf
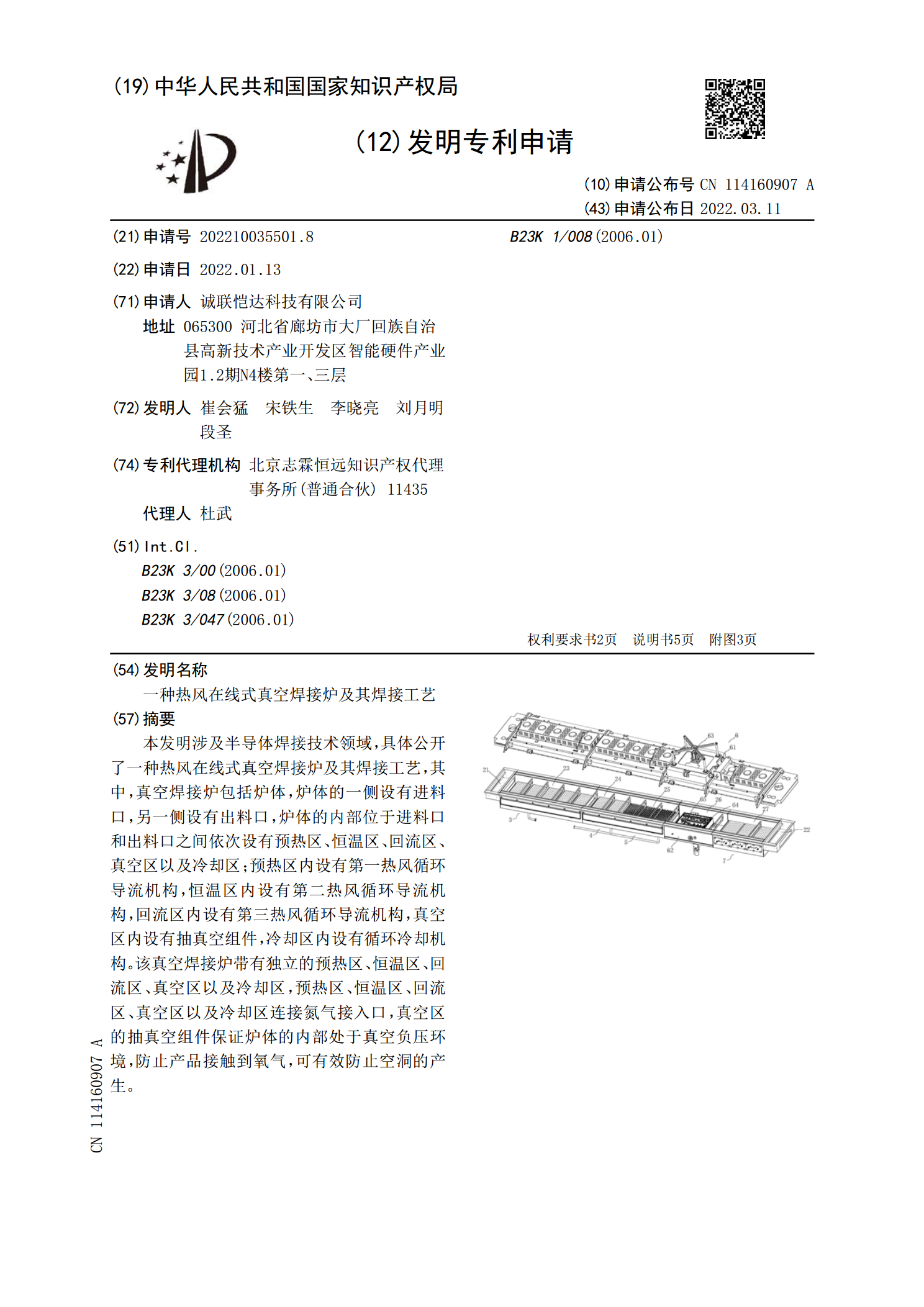
本发明涉及半导体焊接技术领域,具体公开了一种热风在线式真空焊接炉及其焊接工艺,其中,真空焊接炉包括炉体,炉体的一侧设有进料口,另一侧设有出料口,炉体的内部位于进料口和出料口之间依次设有预热区、恒温区、回流区、真空区以及冷却区;预热区内设有第一热风循环导流机构,恒温区内设有第二热风循环导流机构,回流区内设有第三热风循环导流机构,真空区内设有抽真空组件,冷却区内设有循环冷却机构。该真空焊接炉带有独立的预热区、恒温区、回流区、真空区以及冷却区,预热区、恒温区、回流区、真空区以及冷却区连接氮气接入口,真空区的抽真
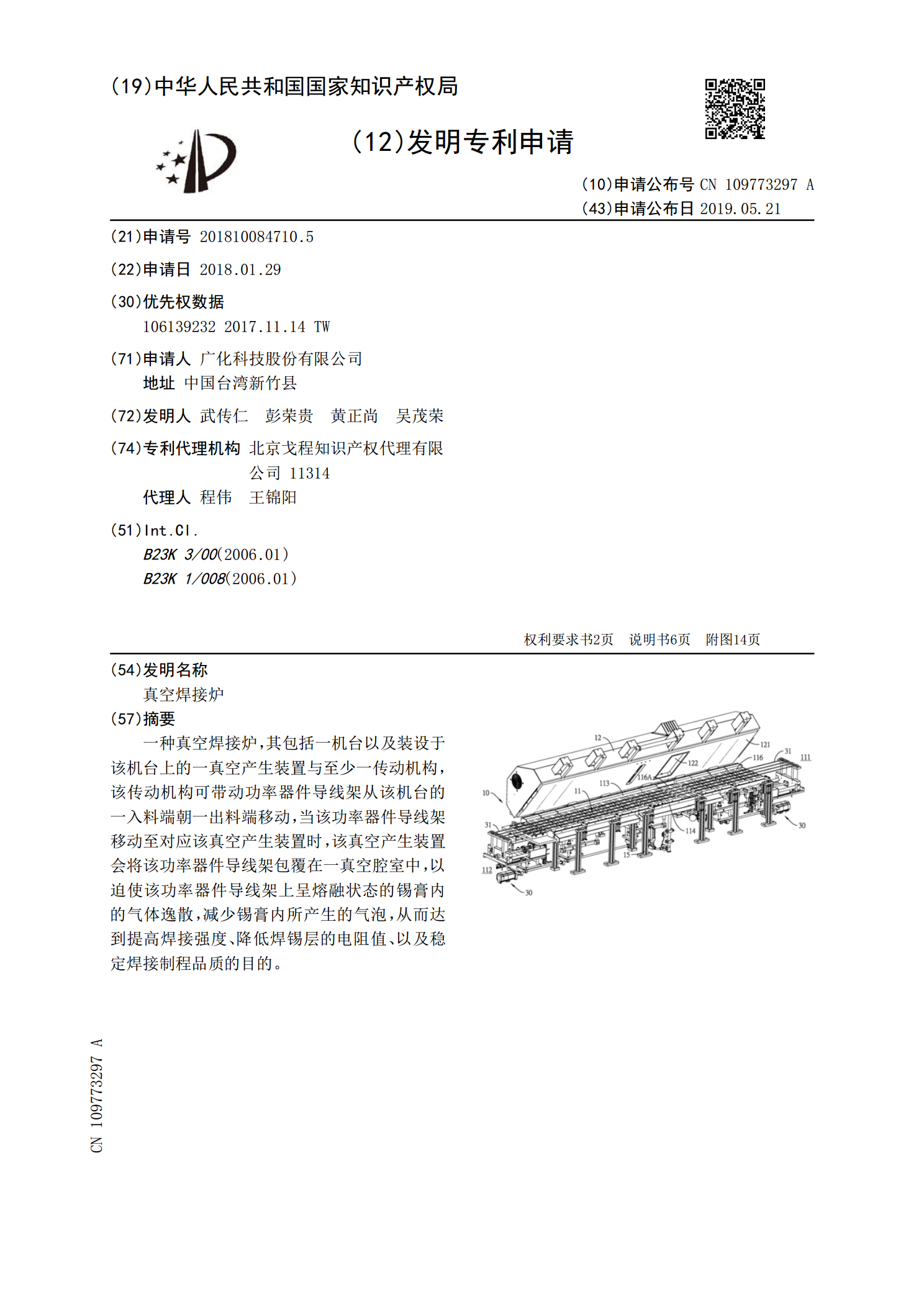
真空焊接炉.pdf
一种真空焊接炉,其包括一机台以及装设于该机台上的一真空产生装置与至少一传动机构,该传动机构可带动功率器件导线架从该机台的一入料端朝一出料端移动,当该功率器件导线架移动至对应该真空产生装置时,该真空产生装置会将该功率器件导线架包覆在一真空腔室中,以迫使该功率器件导线架上呈熔融状态的锡膏内的气体逸散,减少锡膏内所产生的气泡,从而达到提高焊接强度、降低焊锡层的电阻值、以及稳定焊接制程品质的目的。
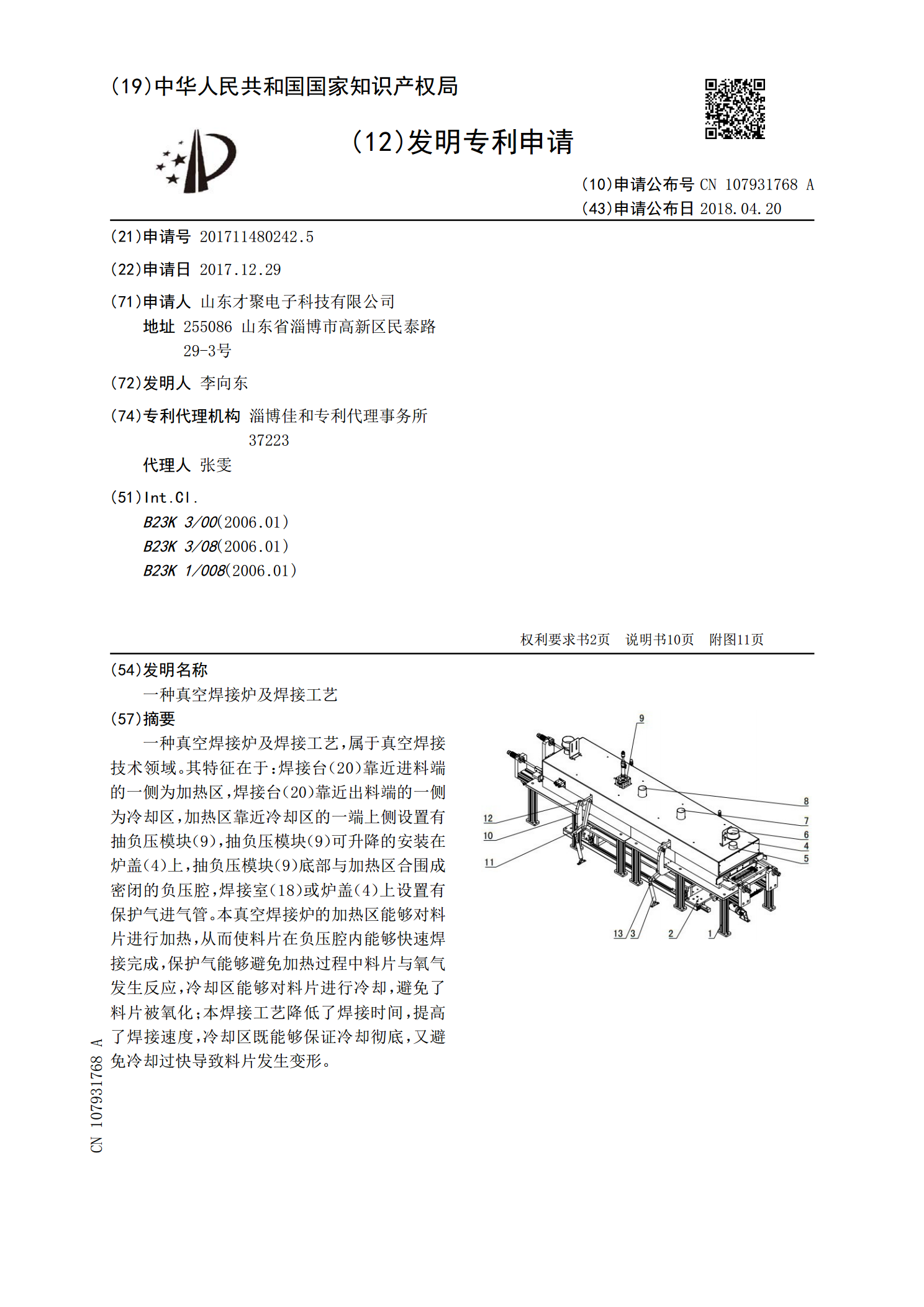
一种真空焊接炉及焊接工艺.pdf
一种真空焊接炉及焊接工艺,属于真空焊接技术领域。其特征在于:焊接台(20)靠近进料端的一侧为加热区,焊接台(20)靠近出料端的一侧为冷却区,加热区靠近冷却区的一端上侧设置有抽负压模块(9),抽负压模块(9)可升降的安装在炉盖(4)上,抽负压模块(9)底部与加热区合围成密闭的负压腔,焊接室(18)或炉盖(4)上设置有保护气进气管。本真空焊接炉的加热区能够对料片进行加热,从而使料片在负压腔内能够快速焊接完成,保护气能够避免加热过程中料片与氧气发生反应,冷却区能够对料片进行冷却,避免了料片被氧化;本焊接工艺降低
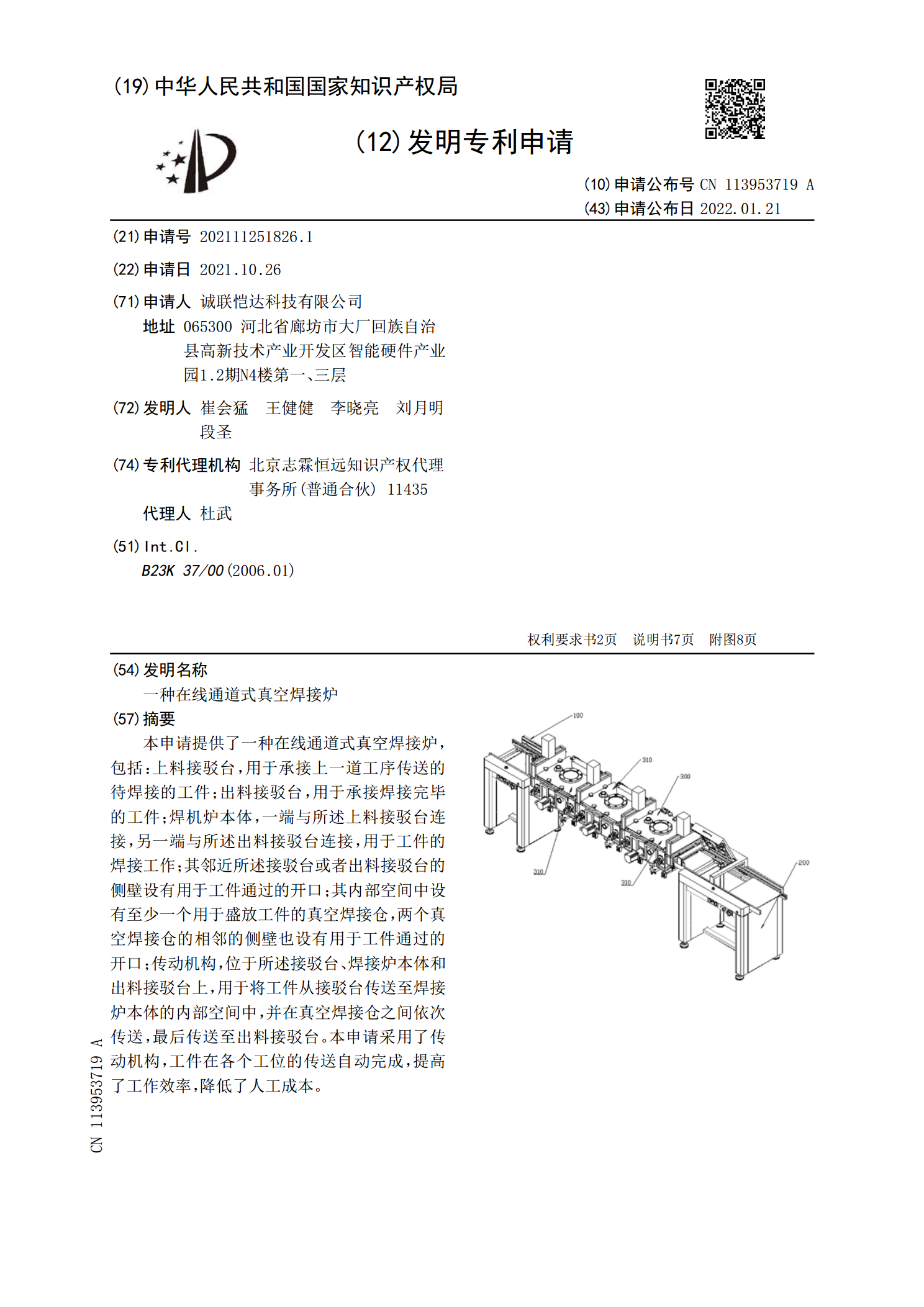
一种在线通道式真空焊接炉.pdf
本申请提供了一种在线通道式真空焊接炉,包括:上料接驳台,用于承接上一道工序传送的待焊接的工件;出料接驳台,用于承接焊接完毕的工件;焊机炉本体,一端与所述上料接驳台连接,另一端与所述出料接驳台连接,用于工件的焊接工作;其邻近所述接驳台或者出料接驳台的侧壁设有用于工件通过的开口;其内部空间中设有至少一个用于盛放工件的真空焊接仓,两个真空焊接仓的相邻的侧壁也设有用于工件通过的开口;传动机构,位于所述接驳台、焊接炉本体和出料接驳台上,用于将工件从接驳台传送至焊接炉本体的内部空间中,并在真空焊接仓之间依次传送,最后