
一种板状碳钢熔模铸件生产工艺.pdf

飞飙****ng

1/8
2/8

3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板状碳钢熔模铸件生产工艺.pdf
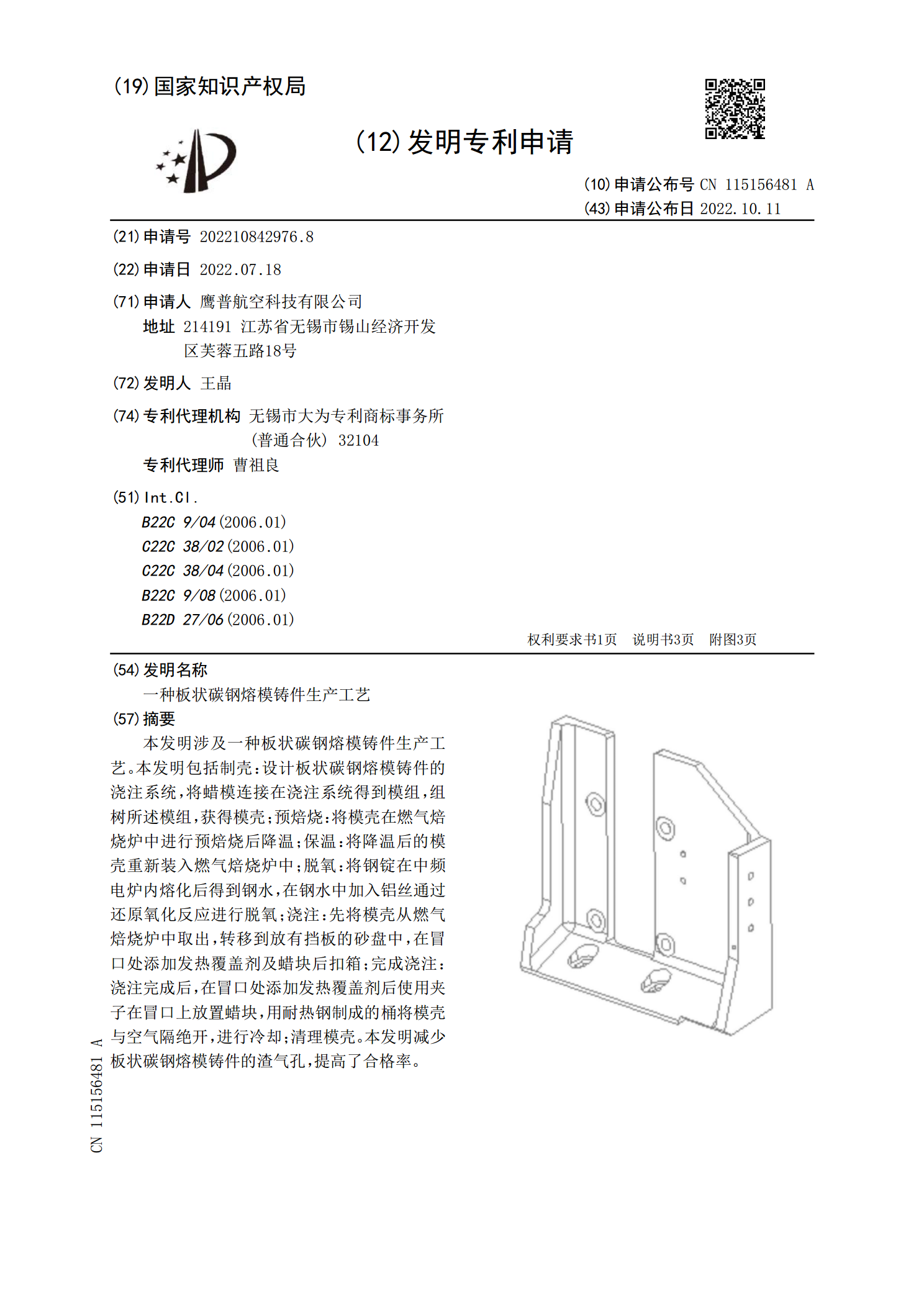
本发明涉及一种板状碳钢熔模铸件生产工艺。本发明包括制壳:设计板状碳钢熔模铸件的浇注系统,将蜡模连接在浇注系统得到模组,组树所述模组,获得模壳;预焙烧:将模壳在燃气焙烧炉中进行预焙烧后降温;保温:将降温后的模壳重新装入燃气焙烧炉中;脱氧:将钢锭在中频电炉内熔化后得到钢水,在钢水中加入铝丝通过还原氧化反应进行脱氧;浇注:先将模壳从燃气焙烧炉中取出,转移到放有挡板的砂盘中,在冒口处添加发热覆盖剂及蜡块后扣箱;完成浇注:浇注完成后,在冒口处添加发热覆盖剂后使用夹子在冒口上放置蜡块,用耐热钢制成的桶将模壳与空气隔绝

熔模铸件生产工艺规程.doc
1111111111111111111常州市汇丰船舶附件制造有限公司熔模铸件生产工艺规程一.熔模铸造工艺过程二.铸件订货单确认三.模具工装准备四.蜡模制造工艺规程五.300系列不锈钢精铸件制壳工艺规程六.型壳焙烧工艺规程七.CF3,CF3M熔铸工艺规程八.铸件清理与精整九.CF3,CF3M熔模铸件修补工艺规程十.CF3,CF3M铸件热处理规程十一.300系列不锈钢铸件钝化工艺规程十二.铸件入库五.设计生产(一).熔模铸造工艺过程(二).铸件订货单确认客户提供图纸,样品,供货时间,订立合同;根据客户的技术要
熔模铸件大件生产工艺的开发.pdf
汽车工艺与材料·实用技术·

熔模精铸机车类铸件生产工艺.docx
熔模精铸机车类铸件生产工艺熔模精铸是一种高级铸造技术,广泛应用于制造机车类铸件。这种工艺能够提高铸件的精度和表面质量,减少缺陷和杂质。本文将详细介绍熔模精铸机车类铸件生产工艺。一、熔模精铸的基本原理熔模精铸,又称投资铸造,是一种高精度铸造技术,其基本原理是:用高温熔融的金属液体,通过真空或气压向熔融的熔模中注入,待金属凝固后,拆模取出铸件。和传统铸造技术相比,熔模精铸具有以下优点:1.高精度:熔模精铸可以控制熔模中金属液体的流动,确保铸件的形状和尺寸极其精确。2.表面质量好:熔模精铸可以减少铸件表面的缺陷
一种熔模精密铸件校正装置.pdf
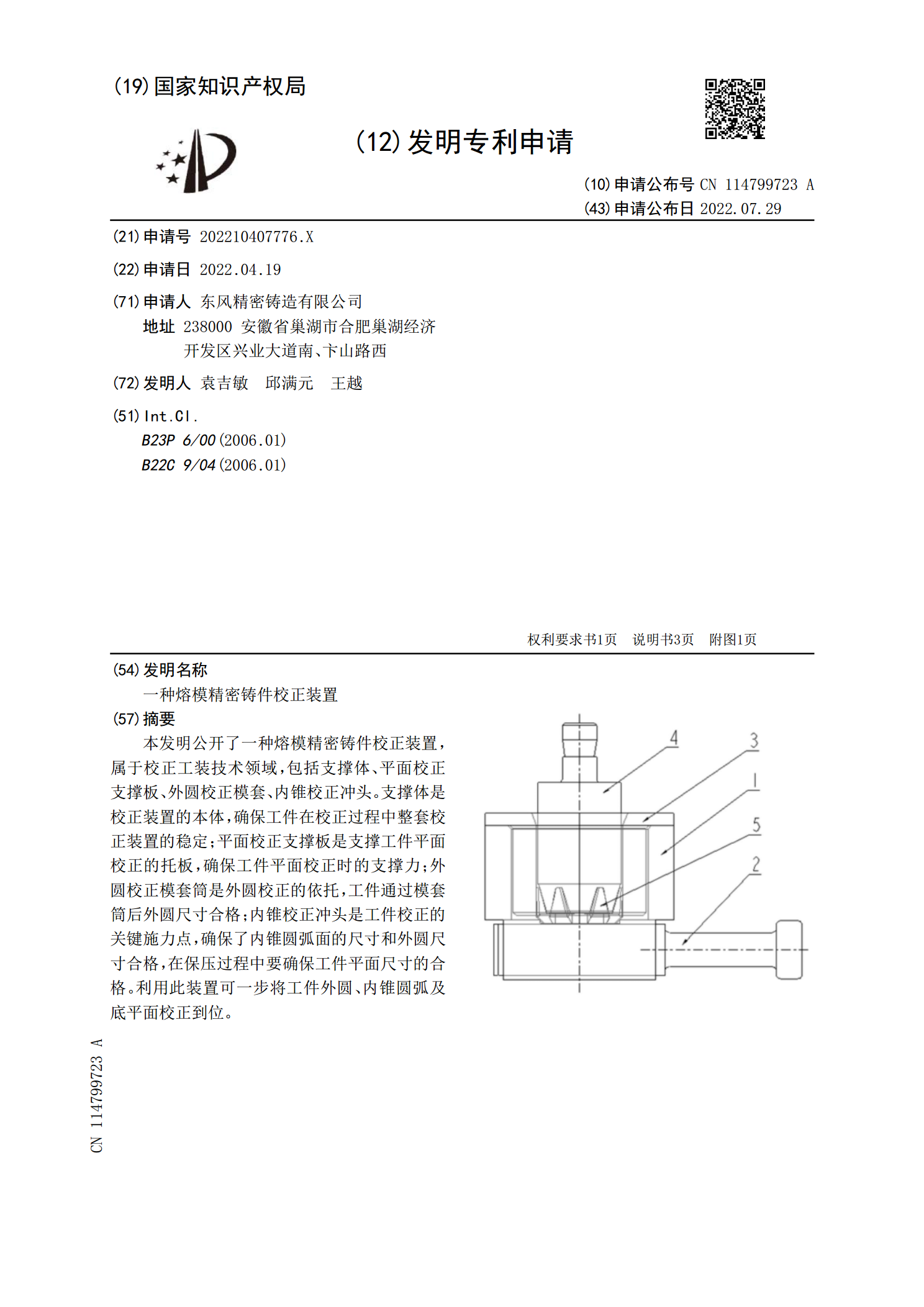
本发明公开了一种熔模精密铸件校正装置,属于校正工装技术领域,包括支撑体、平面校正支撑板、外圆校正模套、内锥校正冲头。支撑体是校正装置的本体,确保工件在校正过程中整套校正装置的稳定;平面校正支撑板是支撑工件平面校正的托板,确保工件平面校正时的支撑力;外圆校正模套筒是外圆校正的依托,工件通过模套筒后外圆尺寸合格;内锥校正冲头是工件校正的关键施力点,确保了内锥圆弧面的尺寸和外圆尺寸合格,在保压过程中要确保工件平面尺寸的合格。利用此装置可一步将工件外圆、内锥圆弧及底平面校正到位。