
一种采用摩擦焊焊接锅炉集箱接管座角焊缝的方法.pdf

骊英****bb


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种采用摩擦焊焊接锅炉集箱接管座角焊缝的方法.pdf
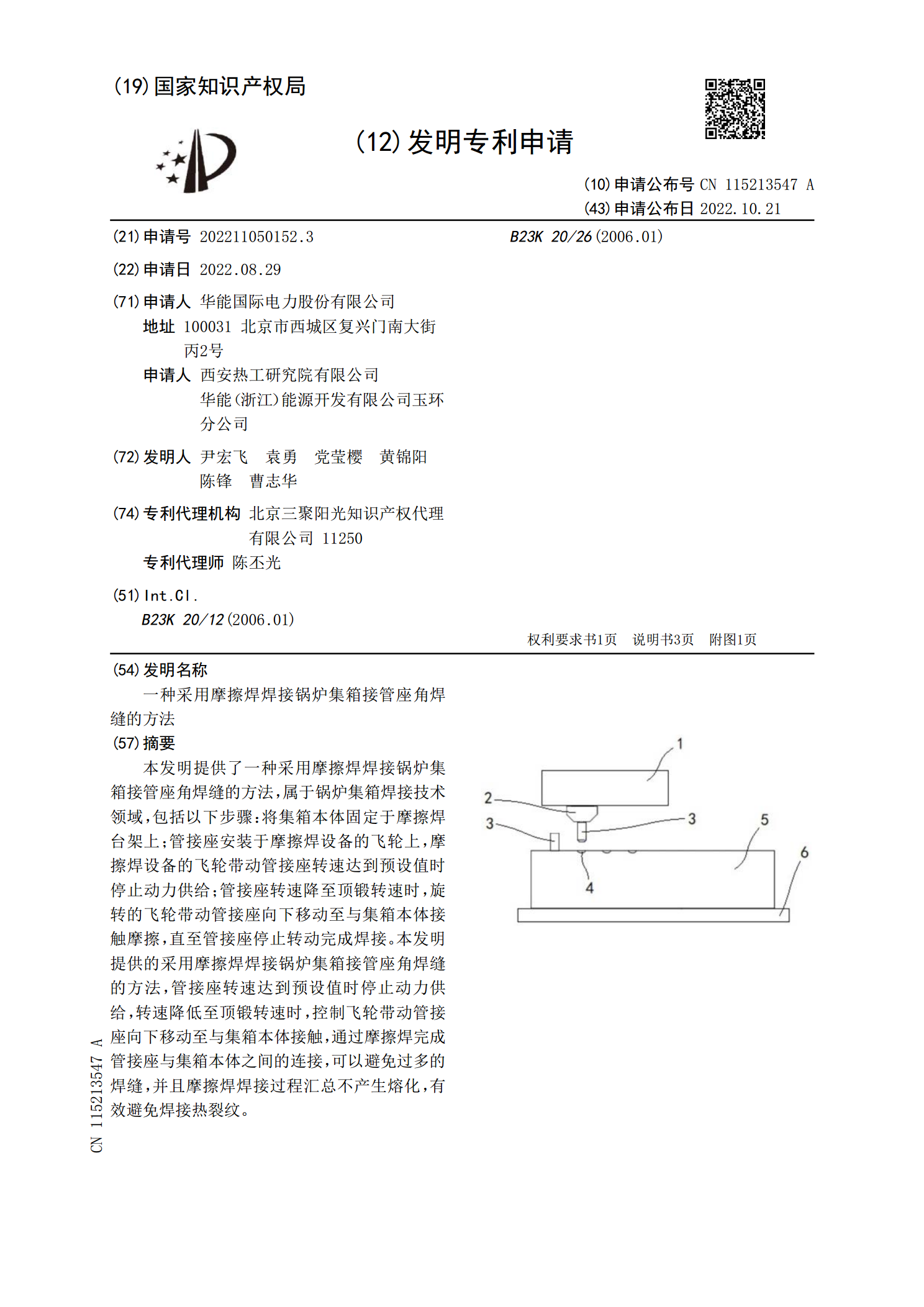
本发明提供了一种采用摩擦焊焊接锅炉集箱接管座角焊缝的方法,属于锅炉集箱焊接技术领域,包括以下步骤:将集箱本体固定于摩擦焊台架上;管接座安装于摩擦焊设备的飞轮上,摩擦焊设备的飞轮带动管接座转速达到预设值时停止动力供给;管接座转速降至顶锻转速时,旋转的飞轮带动管接座向下移动至与集箱本体接触摩擦,直至管接座停止转动完成焊接。本发明提供的采用摩擦焊焊接锅炉集箱接管座角焊缝的方法,管接座转速达到预设值时停止动力供给,转速降低至顶锻转速时,控制飞轮带动管接座向下移动至与集箱本体接触,通过摩擦焊完成管接座与集箱本体之间

一种采用内孔焊焊接锅炉烟管与管板连接焊缝的焊接方法.pdf
一种采用内孔焊焊接锅炉烟管与管板连接焊缝的焊接方法,其步骤如下:(1)在管板上制作出管孔;(2)将烟管插入到管孔中;(3)在烟管与各管板上的管孔之间在所述烟管内进行内孔焊焊接连接,形成了连接烟管与管板的环形焊缝。本发明的有益效果:连接强度好,防止管板裂纹产生。
集箱管座角焊缝焊接的操作方法.pdf
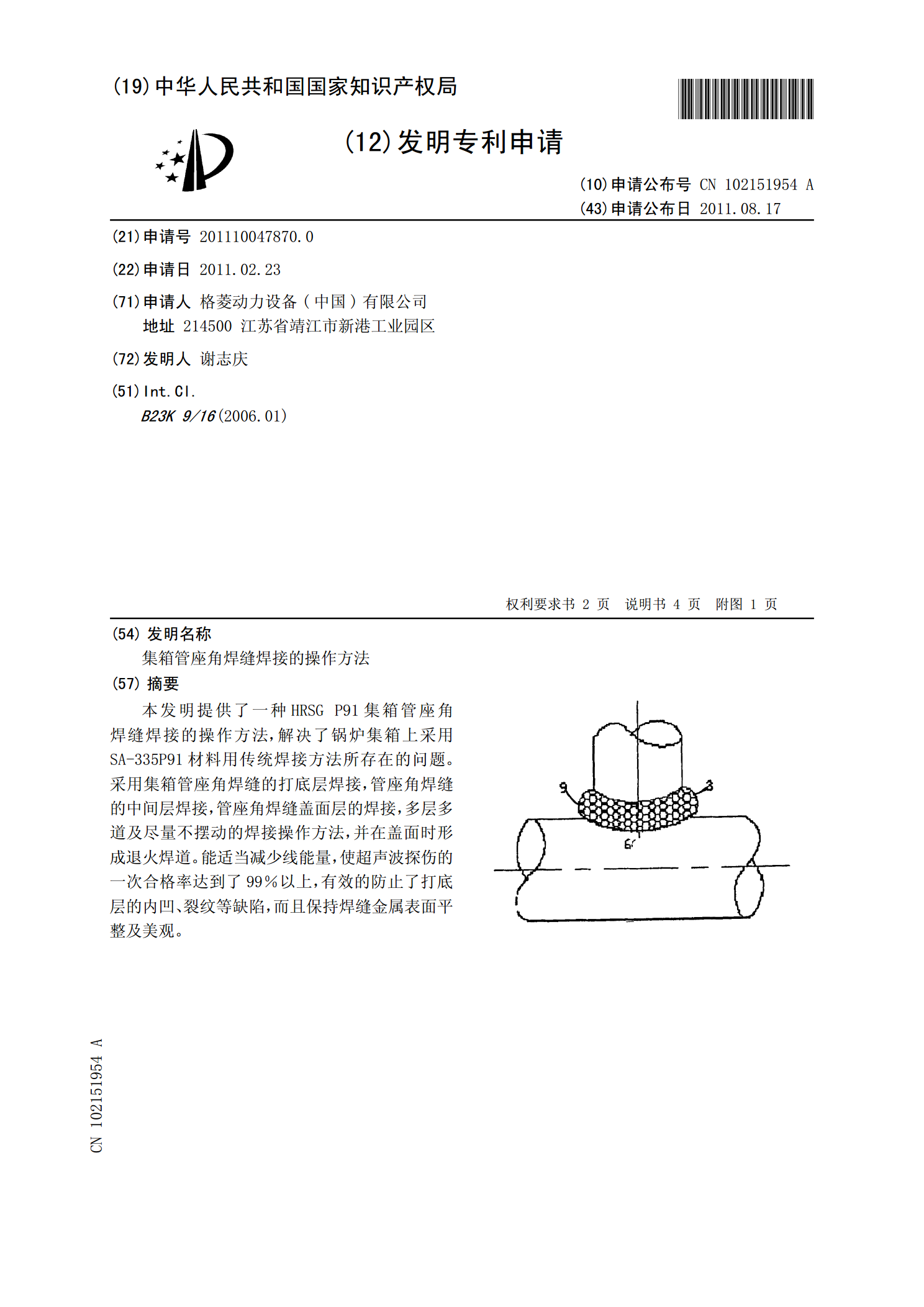
本发明提供了一种HRSG?P91集箱管座角焊缝焊接的操作方法,解决了锅炉集箱上采用SA-335P91材料用传统焊接方法所存在的问题。采用集箱管座角焊缝的打底层焊接,管座角焊缝的中间层焊接,管座角焊缝盖面层的焊接,多层多道及尽量不摆动的焊接操作方法,并在盖面时形成退火焊道。能适当减少线能量,使超声波探伤的一次合格率达到了99%以上,有效的防止了打底层的内凹、裂纹等缺陷,而且保持焊缝金属表面平整及美观。
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
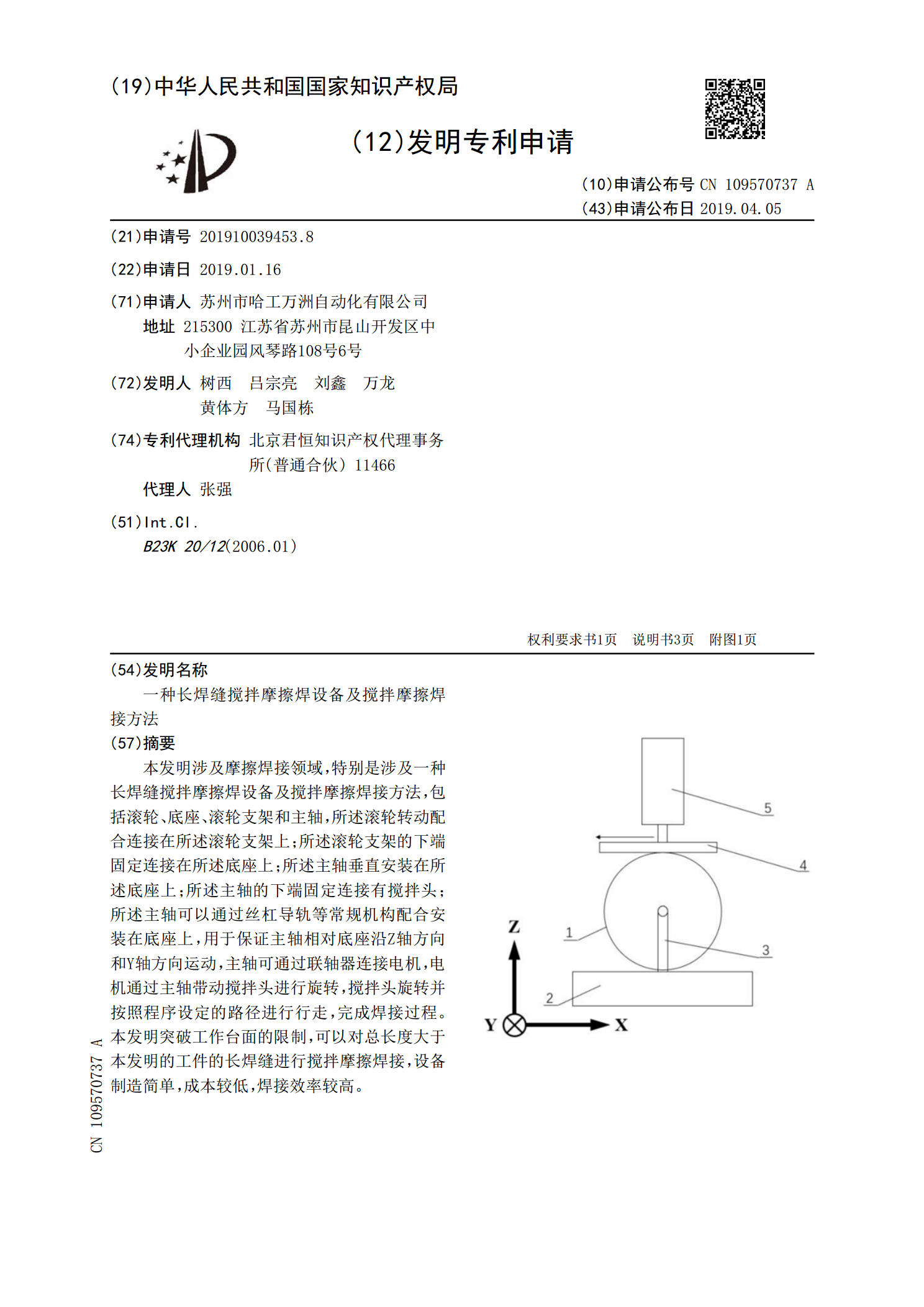
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的

一种集箱及管座的焊接方法.pdf
本发明公开了一种集箱及管座的焊接方法,包括以下步骤:A)在筒体上划管座的管孔中心线,并加工底孔;B)划过渡管座焊制区域位置线,进行过渡管座的堆焊,保证过渡管座的高度不小于h,加工过渡管座至高度h及顶部平面,再加工管孔;C)过渡管座进行100%无损探伤检查,对筒体和过渡管座进行焊后热处理;D)将过渡管座与管座装配并焊接二者的对接焊缝;E)对接焊缝进行100%无损探伤检查,对筒体、过渡管座、管座及对接焊缝进行焊后热处理;本发明能降低拘束度及消除焊后内应力,避免管座角焊缝焊后热处理产生裂纹,保证焊接质量,降低生