
集箱管座角焊缝焊接的操作方法.pdf

是你****韵呀


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
集箱管座角焊缝焊接的操作方法.pdf
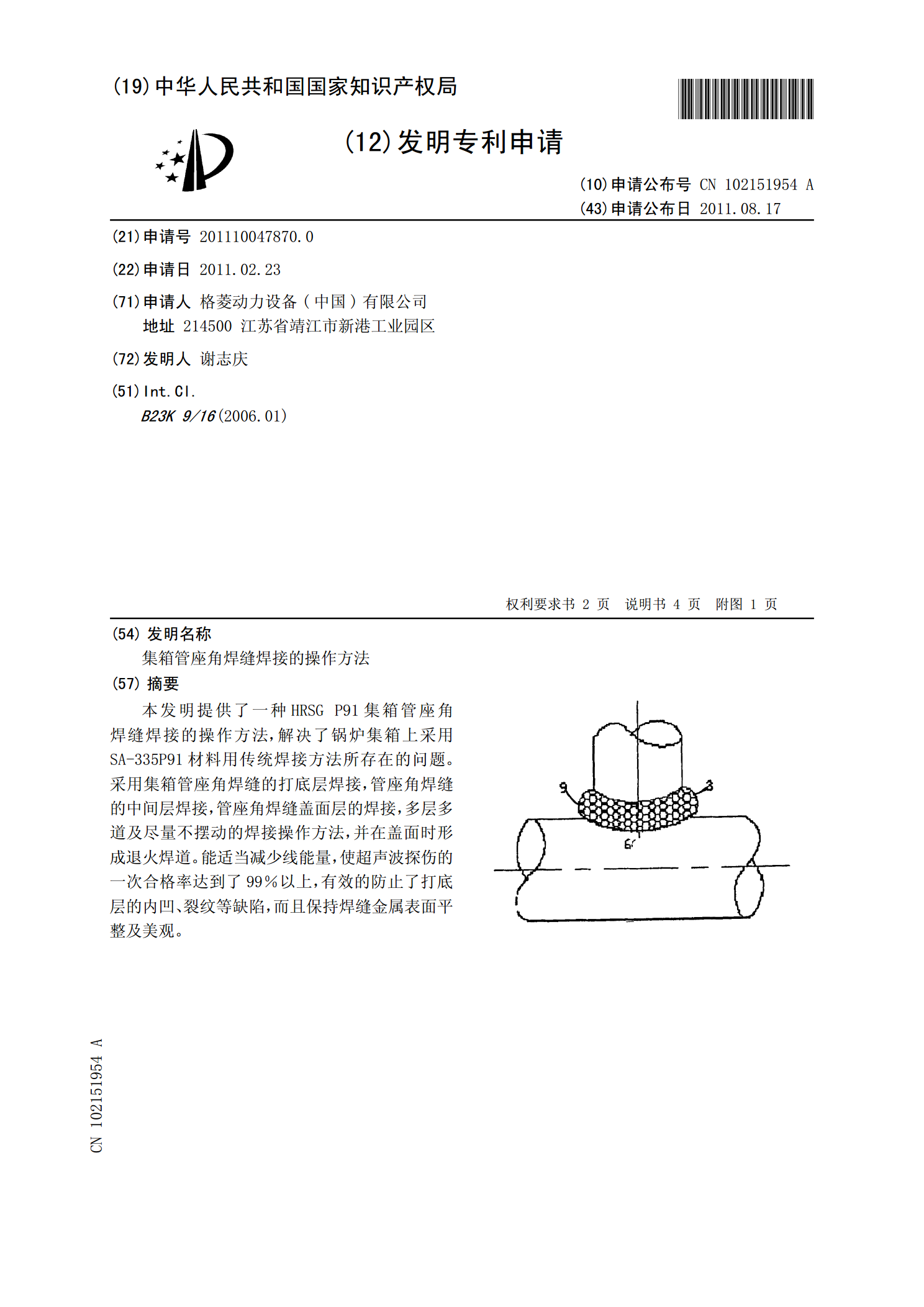
本发明提供了一种HRSG?P91集箱管座角焊缝焊接的操作方法,解决了锅炉集箱上采用SA-335P91材料用传统焊接方法所存在的问题。采用集箱管座角焊缝的打底层焊接,管座角焊缝的中间层焊接,管座角焊缝盖面层的焊接,多层多道及尽量不摆动的焊接操作方法,并在盖面时形成退火焊道。能适当减少线能量,使超声波探伤的一次合格率达到了99%以上,有效的防止了打底层的内凹、裂纹等缺陷,而且保持焊缝金属表面平整及美观。

联箱管座角焊缝裂纹原因分析.docx
联箱管座角焊缝裂纹原因分析随着物流行业的不断发展,集装箱作为一种重要的货物运输工具,已被广泛应用于海运、陆路运输等方面。然而,在日常运营中,联箱管座角焊缝裂纹这一问题经常出现,给运输安全和货物安全带来了极大的威胁。因此,对于联箱管座角焊缝裂纹的原因分析是非常必要的,并且也是保证集装箱运输安全的必要措施。一、联箱管座角焊缝裂纹的表现联箱管座角是连接集装箱底角柱和货架的重要部位,如果存在焊缝裂纹,将会给集装箱运输带来极大的安全隐患。焊缝裂纹的表现主要有:1、裂纹:焊接部位的表面出现一条或多条沿着焊缝的破裂线。

电站锅炉集箱管座角焊缝缺陷安全性分析方法.docx
电站锅炉集箱管座角焊缝缺陷安全性分析方法随着能源需求的不断增加,电站锅炉的重要性日益突显。电站锅炉的集箱管座角焊缝是电站锅炉中的关键部件之一,其质量和安全性直接关系到整个电站系统的稳定运行。因此,为确保锅炉的安全稳定运行,必须对集箱管座角焊缝进行严密的安全性分析。1.缺陷类型与成因分析集箱管座角焊缝的常见缺陷类型有气孔、夹渣、裂纹等,其中气孔和夹渣是较为常见的缺陷。气孔缺陷是由于焊接过程中,熔化的金属流体中被包括的气体不能完全逸出所形成的,常见于较大的焊缝部位;夹渣缺陷是由于焊接过程中,未熔化或未完全熔化

电站锅炉集箱管座接头焊缝裂纹分析.docx
电站锅炉集箱管座接头焊缝裂纹分析标题:电站锅炉集箱管座接头焊缝裂纹分析摘要:电站锅炉集箱管座接头焊缝裂纹是一种常见的焊接缺陷,会导致管道系统的泄漏和安全隐患。本论文通过对电站锅炉集箱管座接头焊缝裂纹的分析,对其形成原因、检测方法和预防措施进行探讨,以提高电站锅炉集箱的安全性和可靠性。一、引言电站锅炉集箱作为烟气进出口管道的连接部件,负责承受高温、高压的工作环境。焊接是电站锅炉集箱管座接头的连接方式,焊缝裂纹是一种常见的缺陷,对于电站的安全运行产生了重大影响。因此,对电站锅炉集箱管座接头焊缝裂纹进行分析和研

锅炉过热器再热器出口联箱管座角焊缝焊接工艺.doc
锅炉过热器、再热器出口联箱及管道对空排汽管、疏水管、采样管座角焊缝焊接工艺方案1、材质及规格序号设备名称数量联箱规格联箱及管道材质管座规格管座材质加强管座锅炉高温再热器左侧出口空气管管座1Φ609.5*4512Gr1MoVΦ42*5.512Gr1MoVΦ60*14锅炉高温再热器左侧出口疏水管管座1Φ609.5*4512Gr1MoVΦ60*812Gr1MoVΦ76*16锅炉二级过热器右入口疏水管管座1Φ194*3612Gr1MoVΦ42*5.512Gr1MoVΦ60*14锅炉二级过热器左入口疏水管管座1Φ1