
一种集箱及管座的焊接方法.pdf

傲丝****账号


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种集箱及管座的焊接方法.pdf
本发明公开了一种集箱及管座的焊接方法,包括以下步骤:A)在筒体上划管座的管孔中心线,并加工底孔;B)划过渡管座焊制区域位置线,进行过渡管座的堆焊,保证过渡管座的高度不小于h,加工过渡管座至高度h及顶部平面,再加工管孔;C)过渡管座进行100%无损探伤检查,对筒体和过渡管座进行焊后热处理;D)将过渡管座与管座装配并焊接二者的对接焊缝;E)对接焊缝进行100%无损探伤检查,对筒体、过渡管座、管座及对接焊缝进行焊后热处理;本发明能降低拘束度及消除焊后内应力,避免管座角焊缝焊后热处理产生裂纹,保证焊接质量,降低生
一种采用摩擦焊焊接锅炉集箱接管座角焊缝的方法.pdf
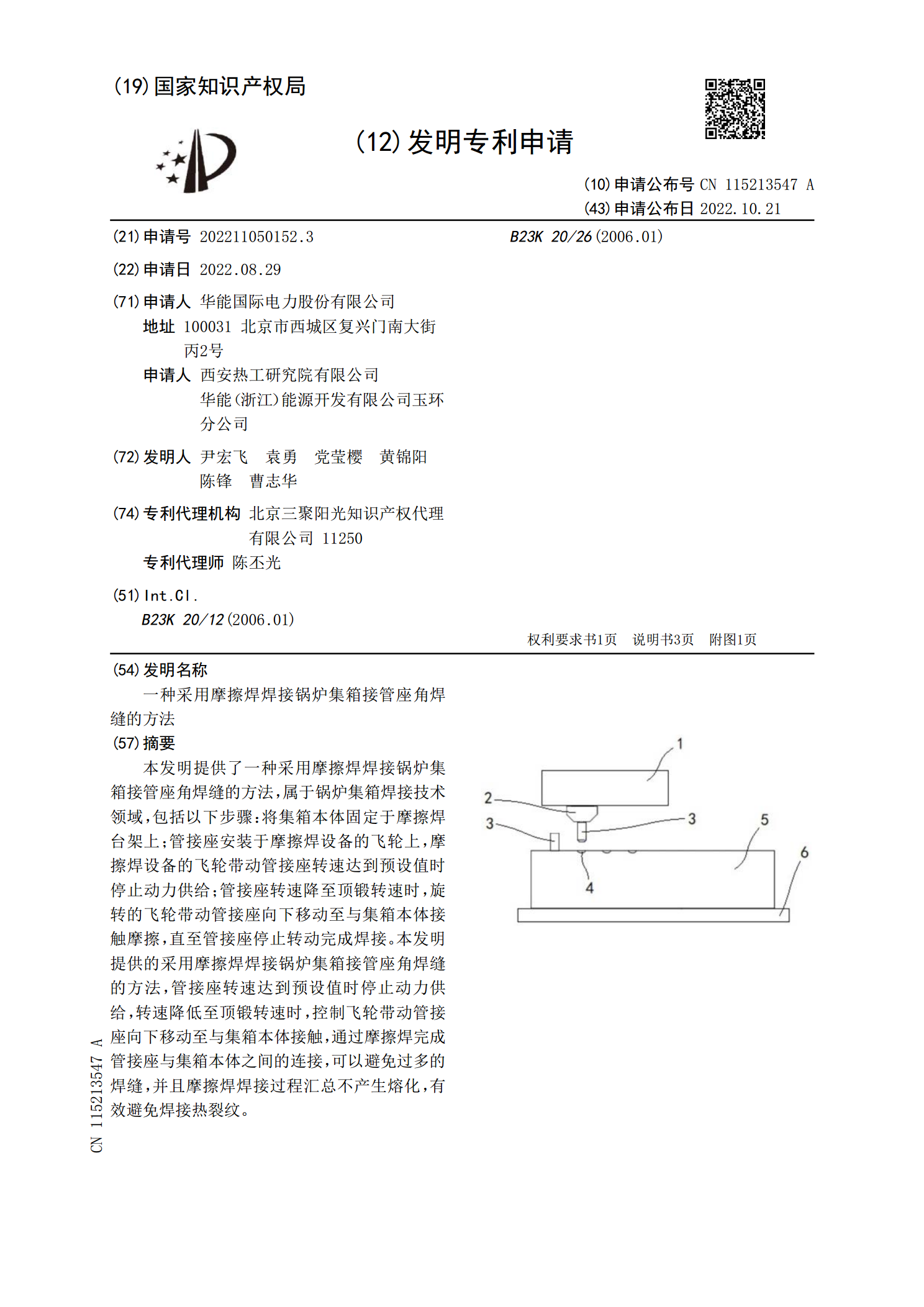
本发明提供了一种采用摩擦焊焊接锅炉集箱接管座角焊缝的方法,属于锅炉集箱焊接技术领域,包括以下步骤:将集箱本体固定于摩擦焊台架上;管接座安装于摩擦焊设备的飞轮上,摩擦焊设备的飞轮带动管接座转速达到预设值时停止动力供给;管接座转速降至顶锻转速时,旋转的飞轮带动管接座向下移动至与集箱本体接触摩擦,直至管接座停止转动完成焊接。本发明提供的采用摩擦焊焊接锅炉集箱接管座角焊缝的方法,管接座转速达到预设值时停止动力供给,转速降低至顶锻转速时,控制飞轮带动管接座向下移动至与集箱本体接触,通过摩擦焊完成管接座与集箱本体之间

一种锅炉集箱及管座内壁抗氧化涂层的制备装置及方法.pdf
本发明公开了一种锅炉集箱及管座内壁抗氧化涂层的制备装置及方法,可显著提高集箱及管座内壁抗氧化能力。本发明采用气相沉积的方法在集箱及管座内壁制备涂层,且将密封的集箱及管座作为气路的一部分,具体包括加热炉和,由待制备内壁涂层的集箱及管座、渗剂罐、气路导管、气体循环泵、阀门、抽/排气管路和背压阀组成的连通回路。根据集箱及管座材质及热处理工艺设置最终加热温度和保温时间,可制备不同厚度的抗氧化涂层。本发明设备简单,制造成本低,能够显著提高集箱及管座抗蒸汽氧化能力,具有非常高的工程实用价值。

一种沉淀强化合金材质集箱及管座焊制方法.pdf
本发明公开了一种沉淀强化合金材质集箱及管座焊制方法,通过沉淀强化高温合金的所述第一焊缝金属先将所述管座与所述筒体有效连接,然后采用固溶强化合金的所述第二焊缝金属,具有合适的连接强度,又有较好的塑性,通过设置α和β以减轻拘束应力和后续热处理工程中的应变,能有效的预防时效应变开裂特性材质制作的集箱等产品,焊后热处理后管座角焊缝容易产生开裂的问题,而且工艺过程简单,便于生产实施。
一种锅炉集箱耳板焊接方法.pdf
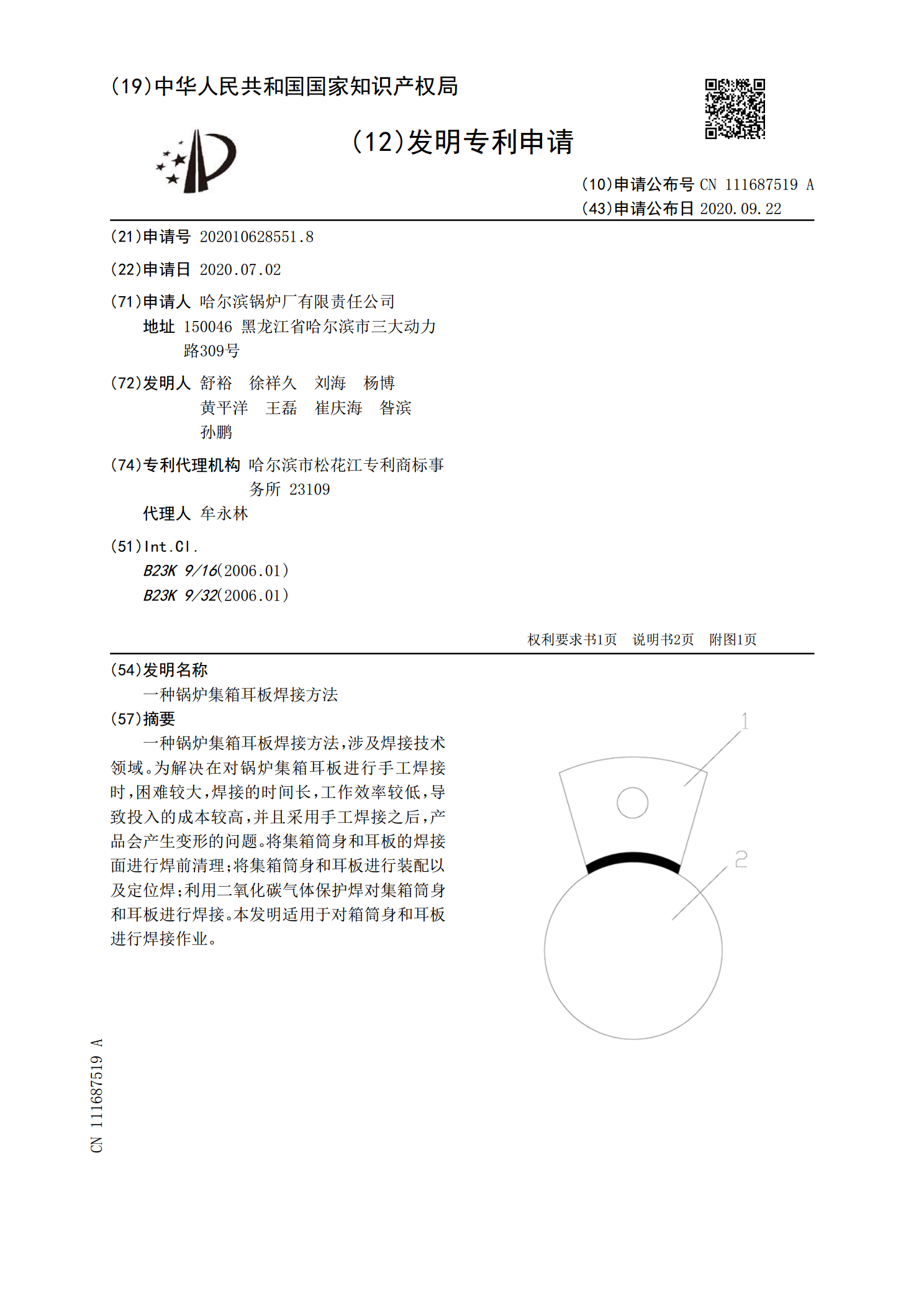
一种锅炉集箱耳板焊接方法,涉及焊接技术领域。为解决在对锅炉集箱耳板进行手工焊接时,困难较大,焊接的时间长,工作效率较低,导致投入的成本较高,并且采用手工焊接之后,产品会产生变形的问题。将集箱筒身和耳板的焊接面进行焊前清理;将集箱筒身和耳板进行装配以及定位焊;利用二氧化碳气体保护焊对集箱筒身和耳板进行焊接。本发明适用于对箱筒身和耳板进行焊接作业。